低氧TZM合金的制备机理研究
2011-04-24曹冬朱琦
曹冬,朱琦
(金堆城钼业股份有限公司金属分公司,陕西西安710077)(金堆城钼业股份有限公司技术中心,陕西西安710077)
0 前言
难熔金属钼一般作为合金化元素加入钢、铸铁中,用于增加材料的硬度、强度、韧性、耐磨性和抗蚀性。航空领域、军事工业和核工业也大量使用金属钼,由于钼的各种优良性能,且自然界几乎找不到合适的替换物,导致钼的需求量不断增加。近年来,通过不断研究氧和碳化物在晶界分布的作用,使钼更广泛、更可靠地应用于航空领域成为一种趋势。目前在推进器和能量转化领域的发展项目证明了钼作为高温结构材料的重要性。但是,由于纯钼的再结晶温度偏低,为了提高钼的再结晶温度、高温强度和高温抗蠕变性能,满足不同的应用要求,近年来利用合金化技术开发了多种钼合金,例如TZM合金、Mo-Re合金、稀土强化钼合金、钨钼合金和Mo-AKS合金等[1-5]。
TZM合金是一种最重要、用途最广泛、需求量最大的钼合金之一。由于其具有优良的高温强度、低温延性和良好的可焊接性能,所以TZM合金在工业中被大量用于加工高温结构材料,如轧制成大型高温加热炉隔热屏、锻造成棒材及型材以及用于热等静压力机、高温炉构件和热加工工具,在模具行业用作等温锻造用模具材料,在医疗电子行业中主要应用于双金属旋转靶钼基体和旋转轴等。
1 试验方法
TZM合金成分一般为:钛含量 0.45% ~0.55%,锆含量0.06%~0.12%,碳含量0.01%~0.04%。TZM合金的强化机理是利用Ti在钼中的固溶实现固溶强化,利用锆的碳化物或氧化物实现弥散强化,以及通过后续压力加工实现的形变强化。
TZM合金的成分设定为Mo-0.5Ti-0.08Zr-(0.01~0.04)C。其中Ti以TiO2粉体,Zr以ZrH形式加入,碳以碳黑形式加入。首先按照化学计量向钼粉中加入TiO2、ZrH,并按照设定含量加入碳黑;经过滚筒混料机混合后在150~200 MPa压力下用冷等静压机压制成设定尺寸的坯料。烧结在中频烧结炉内进行,气氛为氢气。样品烧结后,多点取样进行合金的钛、锆、碳和氧含量检测,在分析TZM氧含量的控制机理基础上,用试验数据进行验证。
2 试验结果与讨论
TZM合金氧含量要严格控制的原因是由于氧含量高会导致碳化物转变成氧化物的几率增加,而氧化物含量增加会弱化弥散强化效果,导致材料抗拉强度和延伸率急剧下降。因此,必须严格控制TZM合金中的氧含量,尤其是氧含量过高导致P/M-TZM合金无法在高温和高真空服役环境下使用,这是因为合金中的氧与碳反应生成CO,会破坏真空环境[6]。
2.1 TZM合金中氧的物理控制
要控制氧含量,需要首先弄清楚TZM合金中氧的来源问题。合金中氧含量的引入途径与存在形式如图1所示。根据纯钼的烧结结果分析,TZM合金中固溶和游离氧含量所占比例非常少,约(20~40)×10-6。因此TZM合金中氧主要以Ti/Zr氧化物或者其他形式的复合氧化物形式存在。从图1可以看出,要减少TZM合金中的氧含量的途径有:
(1)原始钼粉氧含量控制在最低限,如(200~600) ×10-6;
(2)减少掺杂、混粉、压制工序过程中氧的吸附;
(3)从热力学方面减少Ti/Zr氧化物的形成,或者采用强还原元素还原Ti/Zr氧化物;
(4)调整烧结工艺,控制氧含量。
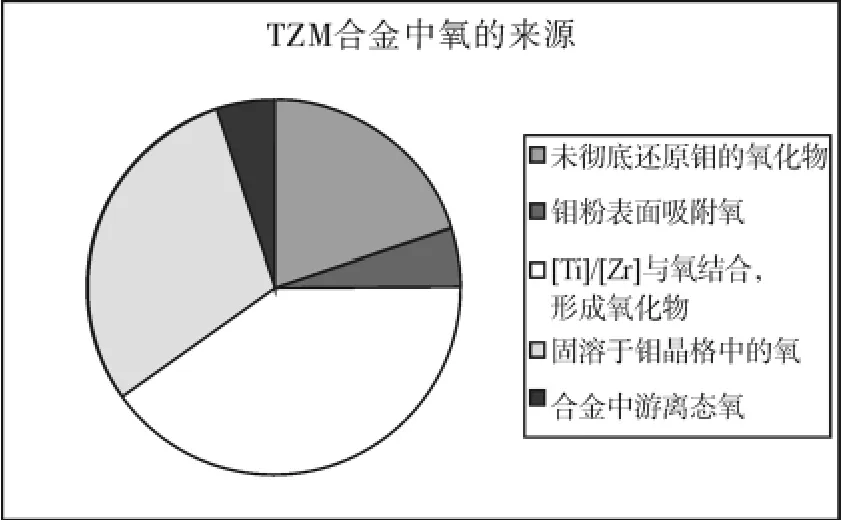
图1 TZM合金中氧的来源
为了降低TZM合金氧含量,首先选择低氧钼粉,然后采用真空混料,混合粉装入专用料桶,抽真空保存或者通入氩气作为保护气体。试验结果证实,采用真空混料能够显著减少混料过程中钼粉表面吸附水蒸气或氧气,烧结坯料氧含量有所降低,可以由未真空混料的700×10-6以上降低至(400~600)×10-6。但是在装料和等静压过程中,由于没有任何保护,钼粉直接与空气接触,最终导致压制坯料的氧含量较真空混合料氧含量大幅度增加。
包括最初采用真空混料等复杂的难于控制的试验方法,以及采用添加碳化物控制氧含量的试验结果表明[6],采用严格控制原始钼粉中的氧含量、采用真空混料等工艺在实践中操作难度大,而且合金氧含量很难降低至500×10-6以下;采用添加碳化物的方法,虽然合金氧含量降低,但碳含量严重超标。
2.2 TZM合金氧含量的热力学控制
原则上,只要无限增加C含量,那么TZM合金中的氧含量就可以得到有效控制。但另一方面,碳化物增加,在后续加工过程中会产生大量的纤维结构,从而对TZM合金的力学性能产生不利影响,而且会促进应力集中,导致材料横向塑性降低等。
氢化锆在400~1 000℃温度范围内分解为单质锆,同时释放出大量的氢气。在该阶段,需缓慢升温,使分解产生的气体充分排出烧结坯料,否则坯料容易出现气孔等缺陷。但该阶段不产生对氧含量的影响。对氧含量有影响的是以下设定反应式:
TiO2+C→〔Ti〕+CO↑
根据热力学模型计算该反应的标准反应吉普斯能:
Δf(J·mol-1)=687000-347.71T(600~2 000K)
当Δf(J·mol-1)=0计算的起始反应温度T =1 975 K(1 700℃)
热力学计算表明,该反应的起始反应温度点为1 700℃。但是热力学计算同样表明,在试验温度以下,碳在钼中无法以单质形式存在,碳与钼发生如下反应:
2C+Mo=Mo2C
在1 600℃以上温度,部分碳化钼分解形成固溶体,部分碳以碳化钼形式存在。
因此,在实际反应过程中与TiO2发生反应的是碳化钼,而不是单质碳:

可以预见,碳的加入形式可以为单质碳或者Mo2C,二者均可以达到预期的降低氧含量的反应效果。
2.3 C/O含量的控制
与TiO2和碳化钼(碳原子)的反应速率相比,反应产物之一〔C〕、〔O〕在钼中溶解系数小,〔C〕、〔O〕从反应界面经由晶界、空位等缺陷向环境气氛中扩散速率成为合金中碳、氧含量降低的控制性环节。
通过建立简单的数学模型[7-9]来预测〔C〕、〔O〕的扩散行为。
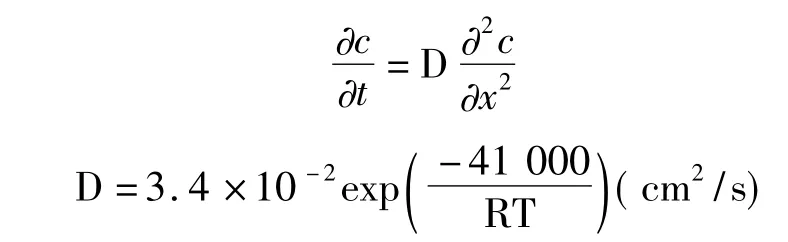
基于理想假设,建立C在钼中的非稳态Fiks扩散方程,为了简化方程,引入C。,则:
τ=C-C0
式中,C为原始碳含量,C0为设定合金碳含量。
非稳态Fiks扩散方程为:
初始条件:τ=0时,C=C0
采用相似准则,进行无量纲化处理。引入如下无量纲:
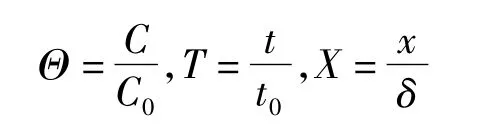
则微分方程转换为:
初始条件T=0,Θ=1
边界条件T>0时,X=1处
原则上,方程解具有如下形式:
基于上述方程,根据设定的原始碳含量、最终合金要求的碳含量和试样尺寸,可以初步确定达到设定碳含量所需的反应时间τ。当心部X=1,C/C0= 0.16,即心部碳含量达到0.04%时,合金整体C成分含量均小于0.04%。
2.4 实验结果
根据该数学模型,对特定尺寸坯料在1 700~1 830℃进行烧结试验,化学成分试验结果见表1,不同原始碳含量烧结后TZM合金的C、O含量水平见图2,烧结前后碳含量差距见图3。

表1 化学成分检测结果 %(质量分数)
图2可以说明,随着原始添加C含量增加,最终烧结后C含量也增加,氧含量降低。由图3可见,原始碳添加量及烧结后碳含量差值几乎为定值0.24%,损失的碳元素一部分以CO形式挥发,一部分沿着晶界、缺陷等扩散出基体。
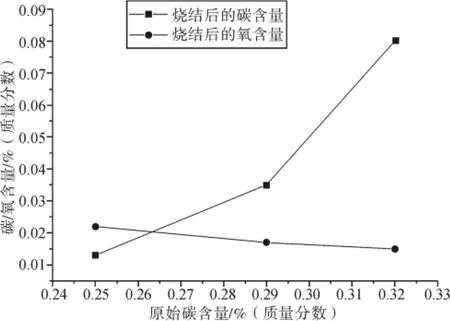
图2 不同C水平下烧结态TZM合金C、O平均含量
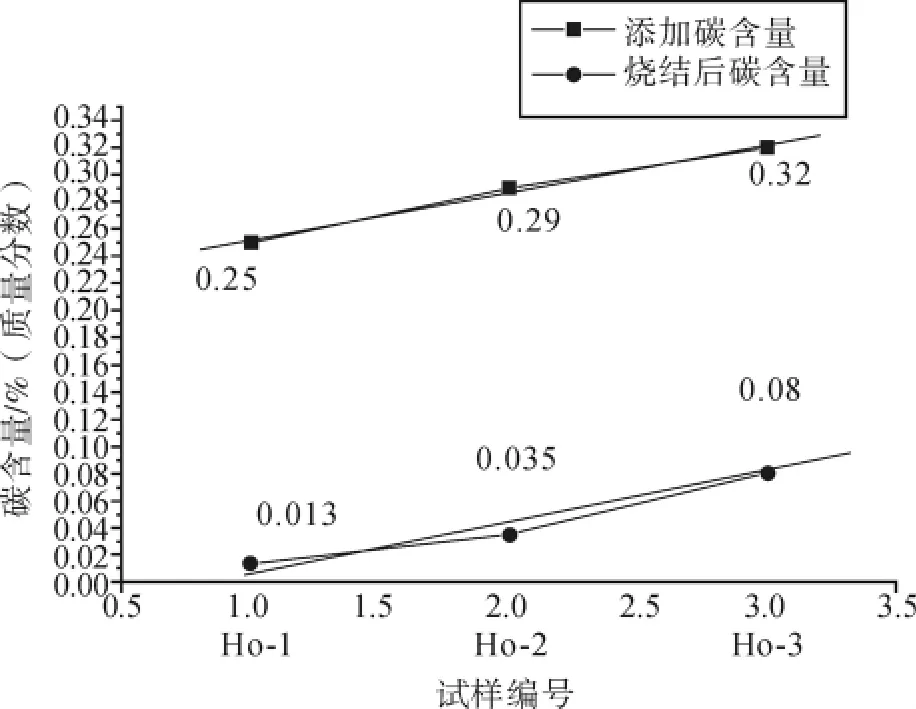
图3 不同碳添加量样品烧结后碳含量比较
理论计算结果和实际烧结后TZM合金试样的检测结果对比表明,数学模型基本符合实际情况。试验结果证实了这种反应机理的可行性和工艺的合理性、可操作性。
3 结论
(1)分析了TZM合金中杂质氧的来源,从物理控制方面提出了工艺过程中的注意事项,并最终通过试验过程确定了该控制方法的可行性。
(2)Ti以氧化物形式加入、Zr以氢化物形式加入,利用化学反应控制TZM合金氧含量的方法在热力学上可行。从热力学模型可以看出,参与反应的C主要是以Mo2C形式参与反应的。
(3)通过C/O含量控制简单数学模型的建立,并通过试验结果验证了该数学模型的可行性:TZM合金碳氧含量可控,氧含量不高于300×10-6,碳含量在0.01%~0.04%范围,符合TZM合金的ASTM标准。
[1]L.E.Iorio,B.P.Bewlay et.al.Dopant particle characterization and bubble evolution in AKS-doped molybdenum wire[J].Metallurgical and Materials Transaction,vol33A,2002,3349-3356.
[2]喻玮强,文先哲.稀土钼合金组织结构的研究[J].稀有金属与硬质合金.2002,30(3):33-37,57.
[3]王嘉根.液相掺杂新工艺-改善钼丝延伸率的均匀性[J].钨钼科技,1983,14.
[4]殷劲松.钼和钼合金[J].中国钼业,1993,17(5):30-31.
[5]刘光耀杨红.高能高速固结(TZM)钼合金的组织和性能[J].钨钼材料,1991,(4):58-62.
[6]吕忠,陆培亮.TZM合金强化作用的初步分析[C].难熔金属会议文集.1993.
[7]冯端.金属物理学[M].北京:科学出版社,2000.
[8]黄昆.固体物理学[M].高等教育出版社,2002.
[9]H.H.莫尔古诺娃等.钼合金[M].北京:冶金工业出版社,1984.
