汽车配件注射模的设计
2011-04-23徐成
徐 成
汽车配件注射模的设计
徐 成
福州市第一技工学校
本研究中的塑件有一个方形的侧孔较难成形且在B处有一个卡扣,考虑到分型面的选择及塑件的本身结构用斜顶侧抽成型,主要解决在侧抽的时候怎么推动斜顶来完成侧抽及合模的时候斜顶的先复位问题;在定模部分采用弹簧带动斜顶运动实现斜顶的顶出和先复位问题。
斜顶 潜伏式进胶
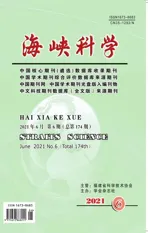
塑料产品一般采用模塑成型的方法生产,因而塑料模具早已成为一种重要的生产工艺装备。随着塑料产品在家电、电子等产品和日常用品中的越来越广泛应用,对塑料模具的设计和制造的要求也越来越高。传统的手工与制造方式已满足不了生产发展的需要。CAD/CAM的发展正适应了这种客观实际要求。图1所示为本次注射模设计的塑件。在设计的过程中运用了UG、AutoCAD软件。设计过程中主要解决的问题有:应怎样保证塑件表面的质量、塑件中A处侧孔与卡扣的成型。
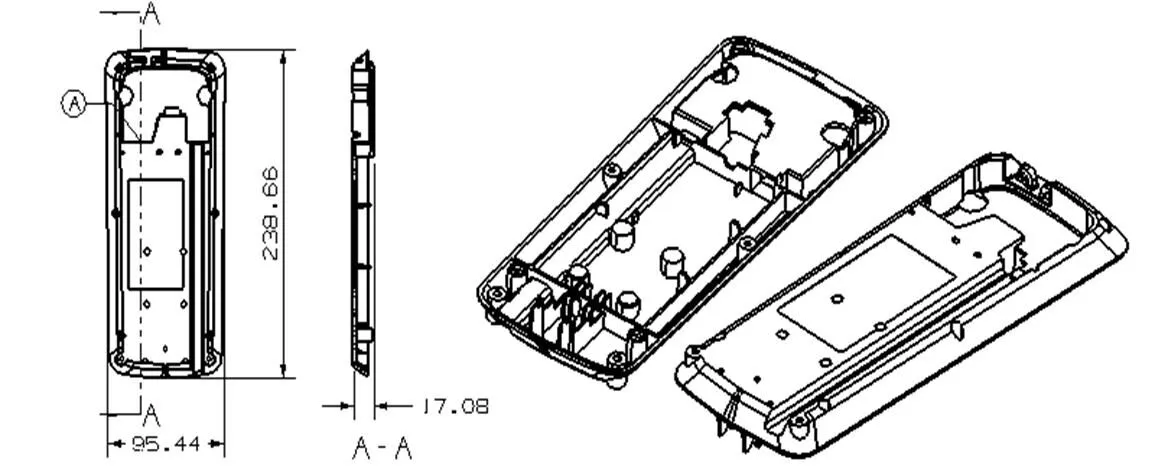
图1
1 塑件的工艺分析
1.1 塑件材料
塑件材料为丙烯晴—丁二烯—苯乙烯(ABS)。ABS具有高的坚韧性、刚性和化学稳定性,并具有一定的耐热性和耐油性。ABS流动性中等,较易成型,收缩比例0.4%~0.7%(有的书为0.3%~0.8%)。取平均值0.55%,变化范围大,吸湿性强,成型前必须充分干燥,特别对表面要求光泽的塑件要经过长时间的预热干燥,一般模具温度应控制在60℃~80℃;ABS比热熔低,塑化效率高、固化快,故成型周期短。脱模斜度宜取2°以上。
1.2 塑件的表面质量
表面要求光滑,不允许有浇口痕迹及塑件溢边。因此在设计时应加以考虑。
1.3 塑件的形状、壁厚
从图1可看到,塑件的形状为一盒盖塑件,经UG软件分析,产品的重量为 513g,A1处有一个14mm×12.5mm的方形孔并带有一个卡扣。塑件的总体壁厚均匀。
2 注射模结构设计
2.1 分型面的选择
模具设计中,分型面的选择很关键,它决定了模具的结构。应根据分型面选择原则和塑件的成型要求来选择分型面。由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件结构工艺性及尺寸精度、嵌件的位置、塑件的推出、排气等多种因素的影响,因此在选择分型面时应综合分析比较,以选择出较为合理的方案。该塑件表面有要求,且从塑件的形状决定分型的选择,如图2所示。

图2
2.2 确定型腔数
由于塑件的质量较大,考虑模具的造价与生产批量,决定采用单型腔模具。
2.3 浇注系统
2.3.1主流道设计
塑件在成型的时候有用到定模的斜顶抽芯,在这里就要考虑到抽出的行程。综合考虑之后,确定定模板的厚度要取较大值。在主流道设计时,如简单采用平时通用的做法将主流道设计在浇口套中(如图3),将使整个流道的行程变长,产生出的废料会增加,而且主流道里的凝料又难以脱出。

图 3
如图4所示,从定模座板和定模板挖一个孔,让喷嘴直接伸进去一段距离,这样就可以减少废料的产生。

图4
2.3.2分流道的设计
分流道采用圆形直径为8mm,分流的分布图如图5所示。

图5
2.3.3浇口的设计
由于塑件表面质量有要求,在选择浇口的时候选用潜伏式浇口,这种浇口的分流道位于模具的分型面上,而浇口却斜向开设在模具的隐蔽处。塑件熔体通过型腔的侧面或推杆的端部注入型腔,因而不损伤塑的表面,不致因浇口痕迹而影响塑件的表面质量与美观效果。潜伏式浇口设在推杆头部(如图6),即推杆的头部切去一部分作为辅助流道,熔体流经这种浇口时的压力损失比外侧潜伏式浇口大,因此出现缩孔时,则必须加大注射压力。

图6
2.4 排气系统的设计
当塑料熔体充填模具型腔时,将浇注系统和型腔内的空气以及塑料在成型过程中产生的低分子挥发气体顺利排出模外。如果型腔内因各种原因产生的气体不能被排除干净,塑件上就会形成气泡、产生熔接不牢、表面轮廓不清及充真不满等成型缺陷,另外气体的存在还会产生反压力而降低充模速度。在这个塑件中,只要利用分面的间隙与推杆的间隙进行排气就可以。
2.5 冷却系统的设计
冷却系统的设计是一项比较繁锁的工作,既要考虑冷却效果及冷却的均匀性,又要考虑冷却系统对模具整体结构的影响。最好的冷却工艺是在动模芯子内部开设流道,如果不能实现,则在芯子固定板上开设,建议环绕一周。
对于ABS来说,模温要求是50℃~60℃,要求塑件光泽和耐热时,应控制在60℃~80℃,模具需设置加热装置。此幅模具的模温由料温来保证,不需设置加热装置,为了防止模具内的塑料成形时温度过高而烧焦,模具需设置冷却系统,此处采用最常用的冷却方式,即自来水循环冷却,如图7所示。

图7
2.6 抽芯机构的设计
该塑件中有一个方形的侧孔较难成形(如图8),解决这一问题,首先想到的是用斜导柱侧抽芯来成形。
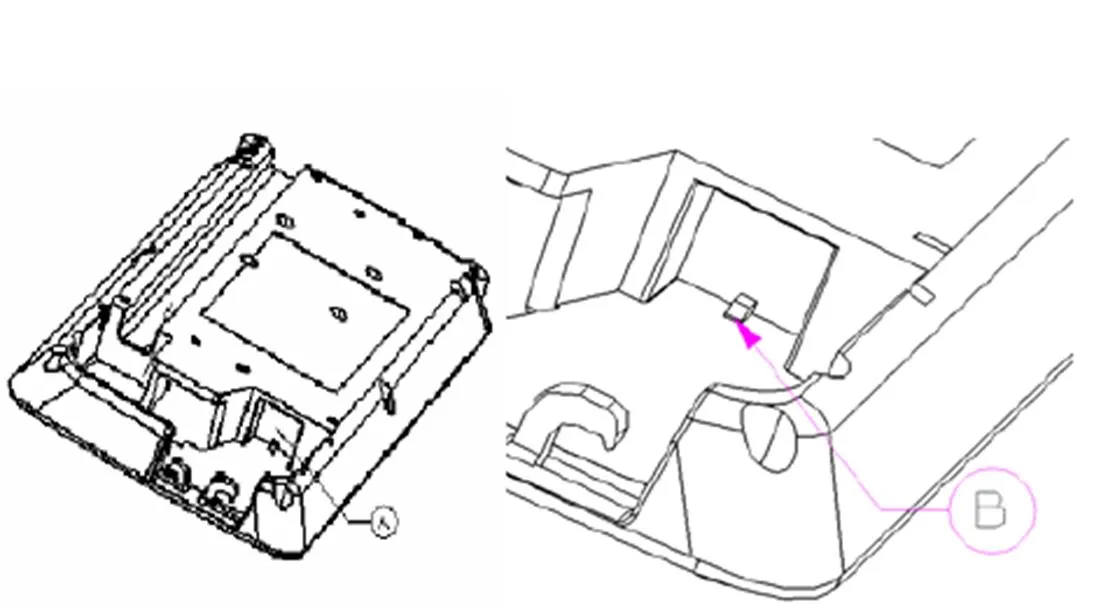
图8
但这个塑件中的B处有一个卡扣,斜导柱侧抽芯因距离太短而无法实现。通常情况下,斜顶会设计在动模侧,这在整个侧抽芯机构的设计中会更为简单。考虑到分型面的选择及塑件的本身结构,斜顶侧抽成型也需放在定模侧。现在要解决的是在侧抽的时候怎么推动斜顶来完成侧抽,以及合模时斜顶的先复位问题。在定模部分采用弹簧带动斜顶运动实现斜顶的顶出和先复位问题,其结构如图9所示。

图9
2.7 推出机构的设计
(1)在模具设计时尽量使制品留在动模上。这样,模具的推出机构较为简单。只有因制品结构的关系,不能留在动模上才由定模上的复杂推出机构推出制品。(2)保证制品不变形、不损坏。由于制品收缩时的包紧型芯,因此脱模力作用位置应尽可能靠近型芯。同时制品风度、强度大的部位,作用面积也应尽可能大一些,以免损坏制品。(3)保证制品外观良好。(4)结构可靠。综上所述及结合塑件形状来考虑,选用推杆推出机构,推杆的排列如图10所示。

图10
在此次设计中,用到推杆成形,为了让推杆在合模与脱模的时候导向更精确,在推板上加了4根导柱,见图11。
图 11
2.8 标准模架的选用
在模具设计时,应根据塑件图样及技术要求,分析、计算、确定塑形状类型、尺寸范围(型腔投影面积的周界尺寸)、壁厚、孔形及孔位、尺寸精度用表面性能要求以及材料的性能等。在这副模具中选用中小型票标准模架(GB/T 12336.1- 1990)中的派生型的P1型。
3 总装配图

1-动模座板;2,6,8,22,24-螺钉;3-斜顶复位块;5,31-弹簧;7-导滑块;9-定位圈;10-水口接头;11-定模板;12-定模镶块;13-动模镶块;14-动模板;15-支承板; 16-推杆固定板; 17-推板;18-动模座板;19-拉料杆;20-推杆; 21-支承钉;23-模扣;25-斜顶;26,28-导柱;27,29-导套; 30-支承柱;32-复位杆
图12
模具的工作过程:在开模时,模具的动模部分随注射机向左运动,此时定模一侧的斜顶25由于弹簧4的作用也向左移动,在移动中将头部的成型部分从塑件的孔A中抽出,动模继续向左移动,当推板15碰到注射机上的推出机构时推板停止运动。而动模部分的运动还没有停下来,在相对运动下使推杆将塑件顶出。完成脱模的整个过程。合模时,模具的动模部分随注射机向右移动,当斜顶复位块3碰到动模板时,斜顶往回缩,当模具合紧时就可以进行下一轮的注射。
4 设计总结
目前,塑料模具设计、制造一般是通用的CAD/CAE软件与专用产塑料模CAE软件相结合。整副模具主要是有一个斜顶侧抽芯,其它地方有几处是对插成型的,在制造时较为难些。加工方法都是一些比较常规的加工方法。CNC加工中心、电火花、线切割等。在整个设计过程中,用UG软件对分模后的塑件进行分析,并用这个软件来分模,到最后生成工程图,可以大大提高设计效率。
[1] 屈华昌.塑料成型工艺与模具设计[M].北京:高等教育出版社,2001.
[2] 章飞,陈国平.型腔模具设计与制造[M].北京:化学工业出版社,2003.
[3] 申树义,高济. 塑料模具设计[M].北京:机械工业出版社,2005.
[4] 《塑料模具技术手册》编委会. 塑料模具设计手册[M]. 北京: 机械工业出版社, 1994.