数控机床中球面垫的加工技术分析
2011-04-13刘春雨张滢滢
刘春雨,张滢滢
沈阳机床股份有限公司中捷立式加工中心事业部,辽宁 沈阳 110141
在数控加工过程中球面垫的结构相对比较典型,尺寸也不是很大,不过他的适用范围比较大,在加工中占有相当大的比重。数控机床加工中因有着较高的精度、高效的生产率以及较稳定可靠的加工特点,所以一般都会通过具体的宏程序编制,进行实现球面垫的一些成组加工。成组技术其实就是将尺寸、形状和工艺特性比较相似的一些零件进过一定的组合,捆绑在一起进行相应加工的过程。在数控机床的加工过程当中,结合球面垫在结构上的相似性,可以经过具体的结构特点,选择不同的宏程序,从而进一步地实现了成组加工,这样不但能够简化程序的编制,让数控的程序具有一定的通用性,而且还能能进一步增强程序的可读性,从而减少了整个程序的输入量,大大改观了现场的修改,在实际工作中具有较强的经济效果。
1 球面垫的加工特点
球面垫属于相对比较偏向于中小型的零部件,体积相对较小、重量也比较轻,但球面垫的工序比较繁多,通常都要经过划线、立车、钻、镗、钳等一些列工序的加工之后才能完成,这样就延长了整个加工的周期,所以就造成了生产现场难以管理的场面。加上这些零部件都是在不同机床上加工的,因此就会直接导致一些零部件的累计误差逐渐增加,在精度的要求很难把握,在很多生产企业都是占用着一些大型的设备,像数控40m等一些大型设备的立式车床。因为材质相对要比较特殊,球面垫一般都是42CrMo的淬火之后的材料,材料相比比较硬,可切削的性能比较差,切削的抗力也比较大,在整个加工的过程中总会出现刀具磨损的现象,同时顶面的圆弧高达R1520,加上其表面的粗糙度通常都是要控制在RaO.8,所以一般的机床和刀具都是很难对其加工的。
2 加工中心的参数分析
XH718立式的加工中心,通常选用的系统是FANUC0i-MA,其备有机械手换刀和刀库装置,刀库一般都是圆盘式的刀库,刀具的容量最常见的是24把。XH718立式加工中心技术参数主要为:主轴的转速范围一般都在36r/min~3600r/min之间;主轴的电机功率是15/18.5(连续/30min)kW;工作台的工作尺寸(长×宽)为2000mm×800mm;工作台的纵向行程为1600mm;工作台的横向行程为800mm;进给的速度5mm/min~4000mm/min左右;快速移动的速度(X、Y/Z)10000mm/min上下;主轴的锥孔为50#7:24;主轴箱的垂向行程为850mm;工作台面到主轴端面的距离150mm~1000mm左右。
3 球面垫的加工工艺分析
3.1 加工工艺的制定
球面垫的原有加工工艺主要内容为。划:通常都是以侧视160的右面作为标准,划+0.5/+0.3(240)的左面线;划宽度的中心线,划R1520圆弧线;立车(SKD40CNC)。两件要求要对称立放,压紧、找正;精车、半精的RI520圆弧,粗糙度要到Ra3.2之间;车体两端的150斜面。划:要以R1520中心作为标准,划每一个螺孔、光孔线和四处450×50的倒角线。镗(T68):四次压紧、找正;铣四处450×50倒角。钻(Z35):1)攻、钻4处M24螺孔;倒棱、去毛刺,打磨的侧视图的两R5圆角要圆滑,抛光、打磨R1520圆弧面为RaO.8;抛光l50倒角面是Ra1.6。2)钳、钻六处Ф50/Ф33台阶孔。
3.2 刀具的选择
刀具选择的合理与否是确保整个球面垫加工质量和提高精准度的关键所在,同时它也是进一步降低整个加工过程中的生产成本的唯一通道。如上文所述,球面垫的材料主要是难以加工的42CrMo,加上R1520的圆弧面还要经过淬过火,硬度通常都要达HRC65,强度为2600,其塑性相比较差,导热的系数只有普通钢材的1/7,依据对工件材料的切削加工性分类,球面垫的加工完全属于较为难加工的材料9a级。42CrMo在切削的过程中,要求的温度比较高、单位所受的切削力也比较大,所以就会引发很大的脆性,容易产生打刀或崩刃,普通刀具都是难以满足其需求的,加上其所加工的面都是圆弧面,它的表面粗糙度通常都是RaO.8,因此只能选用球头刀进行具体的加工,所以就会进一步地扩大整个加工的难度,在具体的实际生产中,一定要选择在高速进给的时候抗冲击载荷性能较好以及能够承受大切削力的立方氮化硼刀片。
3.3 装夹方案的确定
根据球面垫的加工内容及零件特点,在保证加工精度的情况下,尽可能避免在加工过程中出现较多的空行程,最后采取利用4个压板在工件两侧进行压紧的装卡方案,从而不仅充分地限制零件的自由度,而且还确保了在加工过程中刀具与压板不会产生干涉,能够以最短的走刀路径进行加工。如图1中,■表示压板所压位置。起刀、出刀距离均为100mm,轨迹线均为刀具中心轨迹,虚线为快速G00,点划线为C01。
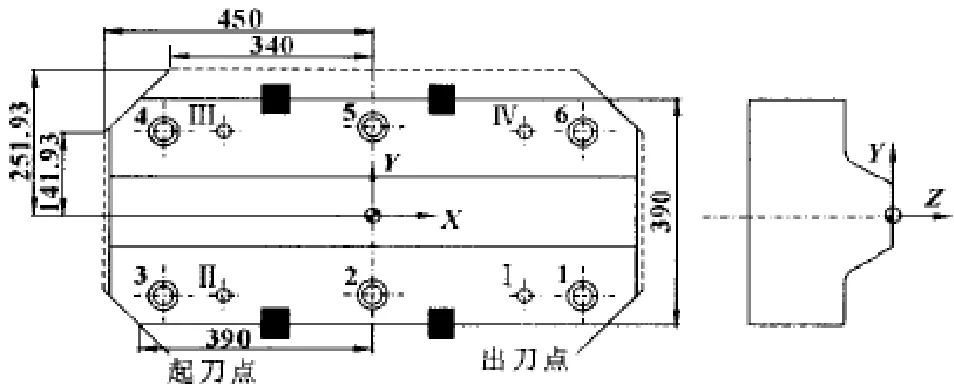
图1 球面垫装夹方案图
4 结论
球面垫在XH718立式加工中心上的连续加工完成,在加工方面,极大地提高了零件的加工质量及生产效率,有效地缩短了产品的生产周期,而且还大大减轻了劳动强度;在生产运行及制造成本方面,避免了因多道工序需在不同设备上进行加工所必需来回转件的现场管理程序,为生产管理减轻了负担。同时,还解决了以往在加工该类零件时长期占用大型设备等问题,从而有效地节约了生产制造成本。特别是在制造技术方面,球面垫在XH718立式加工中心上的连续加工完成,说明了数控加工已经在中小型件得到了广泛的应用,并具有极大的加工优势,加工中心已成为现代机床发展的主流方向。
[1]孟少农.机械加工工艺手册(第一卷)[M].北京:机械工业出版社,2009.
[2]周泽华.金属切削原理[M].上海:上海科学技术出版社,2007.
