整车厂焊装车间配电系统方案浅析
2011-04-13魏然
魏 然
四川中汉太阳能电力有限公司,四川 成都 610041
我国汽车业产呈现出迅猛发展态势,2010年全年累计产销超过1800万辆,刷新全球历史纪录。我国汽车制造厂,特别是轿车生产基地的规模产能也越来越大,近几年新建的生产基地产能都在10万辆/年以上,制造工艺也越来越先进,同时对四大工艺的配电要求也越来越高。四大工艺中尤以焊装工艺对配电要求特别高,不仅因为焊装工艺好坏直接影响整车的结构及质量,而且焊装车间的负荷特殊性会对电网及相关设备造成较大影响。如不能合理设计配电系统,将会出现变压器负荷率低、对电网冲击大、影响其他设备正常工作、补偿无法正确投切等较严重问题。作为曾经全程经历过一个产能在10万辆/年的汽车生产基地从设计、施工到调试、达产全过程的汽车厂技术人员,将一些做法和改进方法介绍如下供参考。
首先我们了解一下焊装车间易出现的问题的原因。
1 负荷组成及特性
焊装车间工艺设备负荷的80%以上焊机,包括悬挂式点焊机、凸焊机等,其中90%左右的悬挂式点焊机,这类点焊机单机容量一般在160kVA到260kVA之间,单机容量大,且数量较多,一般配置200多台。电压是单相380V,功率因数0.6,其为电抗器感性负荷,点焊机最大焊接电流均在30kA,工作时间仅有50ms~200ms。是典型的非线性冲击性负荷,会产生大量的谐波及无功功率。
焊装车间其它负荷由减速电机、焊接机器人、CO2保护焊机、控制系统、三坐标、涂胶机、打码机等工艺设备及空调、照明等公用设备组成。而这些负荷又较易受到电网质量的影响。由于点焊机焊接时产生的电压波动和闪变,会对以上设备造成较大影响,小则停机、停线、影响设备寿命,大则误动作造成事故。
2 无功补偿投切方式
由于焊装车间的大部分负荷由点焊机组成,为单相(380V)负荷,具有变化快、强冲击、不对称、谐波大的特点。传统补偿采用对称补偿的方式(图1),即三相同时投切、同时补偿,而焊接负荷每一相需要补偿的无功功率不同,这样势必造成某一相补偿量不足或者某一相过补偿。此外传统补偿采用接触器投切电容器,动作速度慢,像点焊机一般工作过程在50ms~200ms,当补偿器检测出要投切的电容器数量时,接触器还未动作,点焊机已结束工作,造成补偿装置投切不准确。
接触器投入过程中,电容器的初始电压为零,触点闭合瞬间,绝大多数情况下电网电压不为零、有时可能处在高峰值,(极少为0),因而产生非常大的电流,也就是常说的合闸涌流。虽然采用串接电抗器可控制涌流在额定电流的20倍以内,但仍影响电容器和接触器的使用寿命,而且对电网造成冲击,影响其它设备的正常工作。
综上原因,点焊机是焊装车间影响电网质量最大因素。如何将其影响减少到最小,结合本人在实际工程中采取的办法,将采取的措施总结如下:
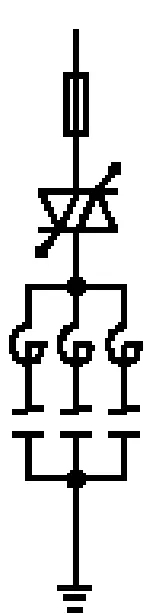
图2
1)车间变电所设置在负荷中心
将车间变电所设计成二层变压器平台,设置在与负荷中较近的位置。这样设计不仅可以减少配电线路电压损失,还能节约成本。
2)点焊机负荷与其他负荷分用不同的变压器供电
根据容量大小配置2~3台电力变压器专门为点焊机负荷供电,而其他的负荷也用1台专用变压器供电,正常情况下变压器均独立运行,互不干扰。避免点焊机焊接时产生的电网波动和谐波影响其他设备运行。
3)采用插接式母线槽配电
因焊装车间工位较多,点焊机数量众多,如用电缆配电不仅走线繁琐配置很多配电柜,而且面临降容、动、热稳定、及高维护成本等诸多问题。故采用插接式母线槽配电,在离负荷较近处用插接开关箱和电缆接入负荷。应该注意的是插接母线槽内矩形铜排应垂直放置,否则影响其动稳定性。
4)各焊线由不同母线槽分别供电
焊装车间一般是由主焊线、左、右侧围线、前、后地板线、门盖区等焊线组成,为避免焊线间的相互影响,并方便维护,用不同母线槽向各焊线分别供电。
5)点焊机安装时应注意三相平衡
点焊机为单相380V负荷,接于三相电源的其中两相,如安装点焊机分配不合理,会因三相不平衡而出现零序电流。故应结合工艺流程要求,合理安装点焊机。
6)采用TSC动态不对称补偿
点焊机等非对称负荷采用采用TSC动态不对称补偿(图2),其它负荷用对称补偿。
焊接负荷应当使用三相不对称补偿的动态补偿器。TSC的可控硅动态补偿器可采用三相独立控制技术,分相检测、补偿,电容器为特制单相电容。当点焊机一旦工作,控制器同步进行网络检测分析,分别确定连接各单相电源上的点焊机所需的无功功率,并与设定的目标值比较,在小于20ms内投切对应在各相上的不同容量的电容器组,从而及时补偿无功功率。
无功功率补偿装置的响应时间,是补偿装置最重要的指标之一。 TSC动态无功功率补偿装置的响应时间从网络检测、运算(控时效果比全部包裹更明显。用该方法进行加固的柱体不仅可以提高柱体的承载力,而且可以提高柱体的延性,该项工艺在地震多灾地区的优势更加明显。
3 加固的施工技术要点
1)做好施工前的准备工作,施工前对所要加固的建筑物进行研究分析计算等,如加固的层数,构件的特点,配备相应的设备,以保证施工的顺利进行;
2)对加固部位进行必要的处理,保证加固的效果。如对混凝土部位进行消光打磨等,在潮湿的施工环境下,对加固的部位进行干燥处理,去除表面灰尘;
3)在粘贴碳纤维布时不忘进行刷底层树脂,这可以有效的使碳纤维布和混凝土构件密切粘和,刷树脂要均匀、有足够的粘结强度,以使它们共同作用加固构件。底层树脂应该均匀、全面;
4)粘贴碳纤维布时用专门的粘贴工具进行施工,为防止粘贴的过程中出现气泡影响粘贴效果,可用浸润的树脂进行抹平,挤出其中的气泡,把碳纤维布粘贴平顺,挤出其中的气泡,如果需要粘贴多层碳纤维布,重复上述操作,最后覆上聚醋薄膜;
5)对粘贴后的碳纤维布表面进行适当处理,待树脂固凝固之后,可在碳纤维布的表面刷一层防火漆或防晒漆,增强粘和的持久性,防止树脂的老化脱落。
4 碳纤维棒材加固桥梁结构的一般方法
碳纤维棒材由于其自身特性,它的加固补强作用主要体现在以下几点,受弯构件的正截面承载力的补强,截面的承剪的加强,斜截面承载力进行加强。
4.1 正截面承载力加强
用碳纤维棒材进行构件加固时方式有很多种,对构件正截面承载力进行加强时时宜采用采用植筋的方式进行,当正截面抗弯能力不能满足需要时要先进行处理后方可加固。
4.2 斜截面抗弯和截面承剪加强
用碳纤维棒材进行斜截面抗弯和截面承剪加强时一般也采用植筋的方式进行,加固方式可参照图2所示步骤,在梁的侧表面和梁体内的主拉应力迹线一致的地方,凿出沟槽,放人碳纤维棒材,然后用环氧树脂混凝土封闭。
5 结论
运用碳纤维对建筑物进行加固,无论是片材还是棒材都有十分显著的特点和优势,相比于其它加固方式是一种值得广泛应用的新技术。
[1]金琳.碳纤维片材在混凝土框架梁加固中的应用[J].黑龙江科技信息,2007(6).
[2]包晓云.碳纤维布在旧桥加固维修工程中的应用——烟凤线外夹河大桥加固维修为例[J].科技信息,2007(2).
[3]王涛,黄平明.碳纤维布采用预应力卸载法加固钢筋混凝土空心板桥的分析研究[J].太原理工大学学报,2008(1).
[4]林金淑.植筋技术在三明市列东桥旧桥加固中的应用[J].科技信息(科学教研),2007(16).
