固体火箭发动机集成浇注实时监控系统的研制
2011-04-10侯守全王利博
许 亮,侯守全,王利博
XU Liang,HOU Shou-quan,WANG Li-bo
(内蒙古工业大学 机械学院,呼和浩特 010051)
0 引言
固体火箭发动机是航天工程中重要的动力装置,因其高效便捷和优异的推重比,在武器系统、卫星和飞船发射、姿态控制等方面得到广泛应用。固体火箭发动机装药由药柱、绝热层、包覆层、限燃层、自由脱粘层等组成。固体火箭发动机内的推进剂是一种高含能材料,具有易燃易爆的特性,在一定的压力和温度下会发生燃爆。
固体火箭发动机浇注,是把混合合格的药浆用适当的工艺方法浇到准备好的燃烧室壳体中,待固化后制成符合设计要求的药柱。过去采用人工借助辅助工具进行浇注,设备和方法单一,甚至一台设备只能进行一发发动机的浇注,由于生产的数量大,人力、物力消耗也大。并且,容易产生振动摩擦,引发事故。
本文针对某企业固体火箭发动机的浇注,开发研制了一套能够远程实时监控浇注的控制系统。操作人员可以在隔离的控制室内实现对整个浇注过程的远程实时监控,从而确保了操作人员的生命和国家财产的安全。
1 集成浇注监控系统的组成及其功能
集成浇注监控系统由浇注装置、计算机控制系统、监测装置、液压控制系统组成。
1.1 浇注装置
自动浇注装置主体结构,如图1所示。根据该型号固体火箭发动机的特点,当发动机精确定位并固定后,将已经混合好的药浆通过一二级漏斗真空除气后,浇注到发动机内。发动机的药量由发动机下的称重传感器控制,发动机底部的液压升降装置同时也是振动装置,用于振动浇注。
自动浇注开始时,将已经混合好的可浇注固体推进剂药浆放入一次料斗中保温,开启一级二级料斗之间的阀门,药浆通过阀门进入真空度符合要求的二次料斗中抽空。除气结束后,开启二级料斗下面的阀门,使已除气的药浆通过真空压差压入插管流入发动机内。发动机药量由发动机下面的承重传感器控制,同时通过下料计时器计算瞬时的下料速度和平均下料速度,整个系统工作具有连续性。
若用插管浇注,当将要浇注满的时候,调节液压升降机构,使发动机下降,插管上移并离开发动机口,继续浇注,直至浇注完毕。若直接滴药浇注,则不需要。发动机下的液压升降装置不仅起到升降发动机的作用,而且在浇注过程中还起到振动的作用,使浇注均匀。二次料斗中设有红外液面检测装置,可以实时检测推进剂药面高度并随时关闭阀门。浇注缸中花板上或其他位置装有微型摄像头,可以对浇注情况进行实时的观察。
当本装置不工作的时候,活动平板下降到最低位置,整个装置置于地坑内,盖上盖板后与地面保持水平。
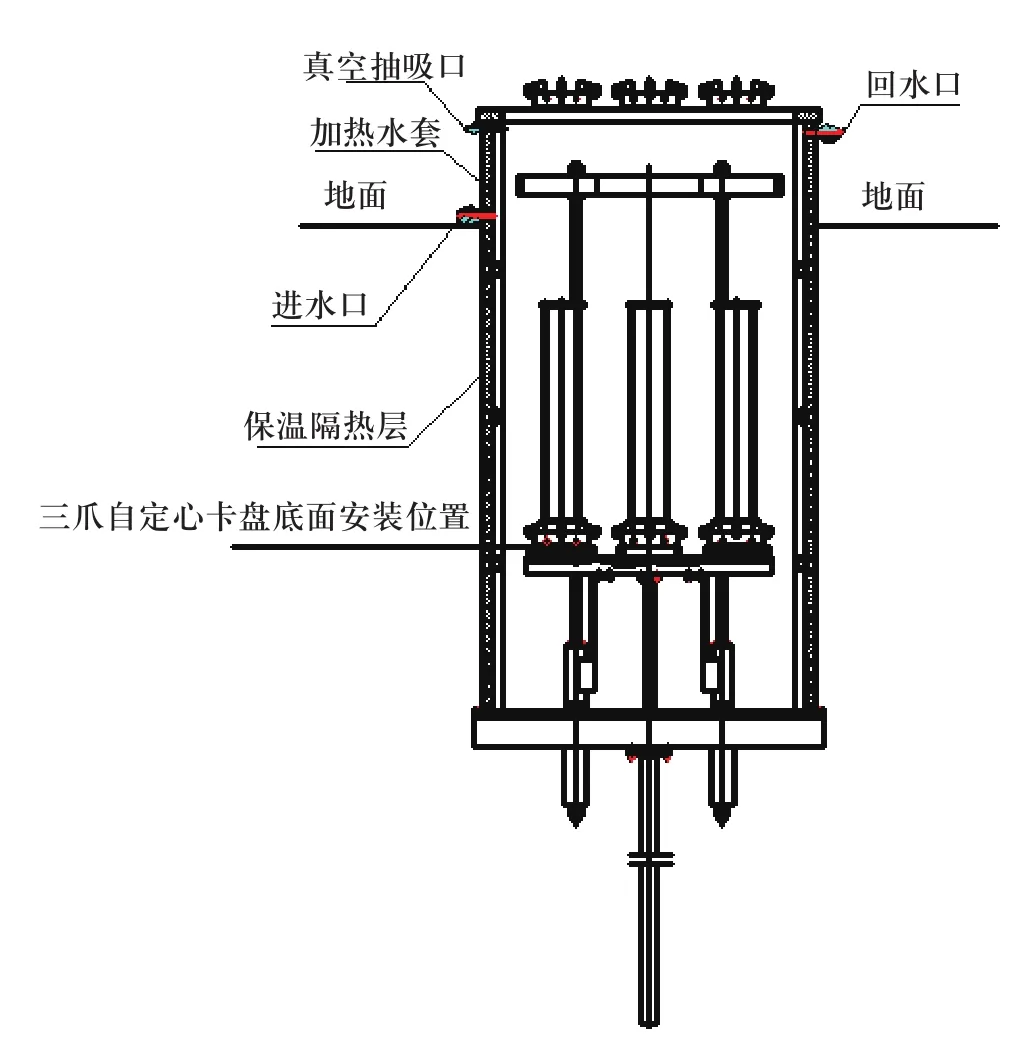
图1 浇注装置主体结构布局图
自动浇注装置中的两级料斗结构,如图2所示。该装置由料斗、浇注控制阀、液压缸、隔爆电机等组成,一级料斗二级料斗之间,二级料斗下面都装有浇注控制阀,用于控制药浆的浇注速度、浇注量。整个装置由下面的两个升降缸控制其升降,两边各有两个导柱,其导向作用。料斗装置的水平转移,是通过最下面的皮带带动,由隔爆电机提供动力,皮带带动整个装置沿着下面两个导轨做直线滑动,从而实现料斗装置的转移。
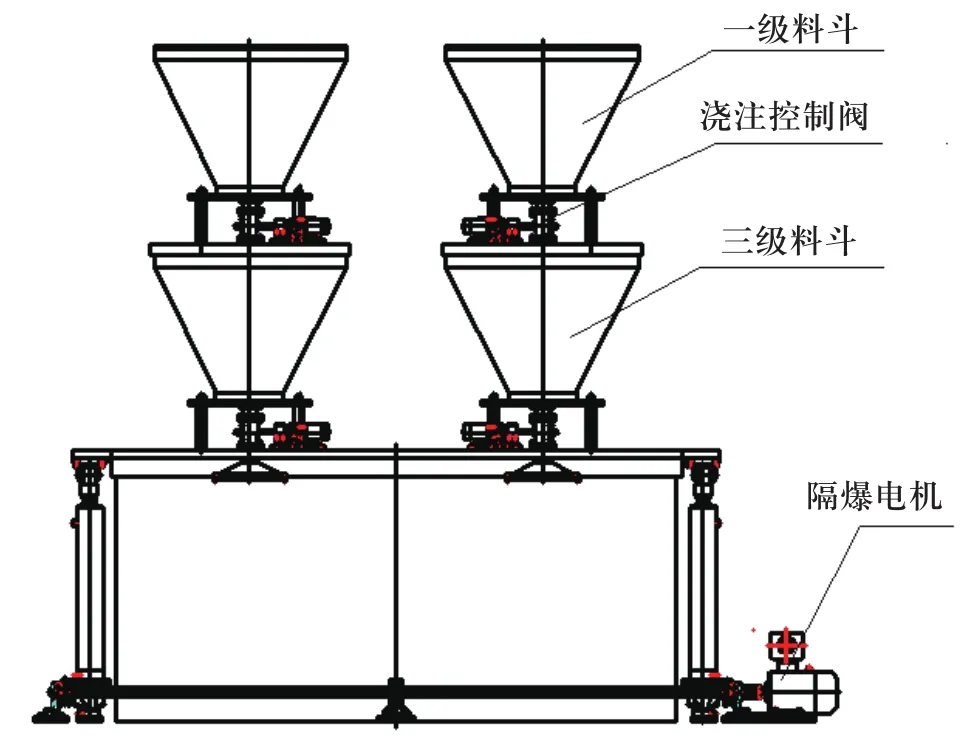
图2 浇注装置中两级料斗结构图
1.2 计算机控制系统
按照浇注装置在功能上的要求,同时为了满足生产和管理方面的需要,本文所开发的远程监控系统,依据分散检测、集中监控管理的原则,设计出由远程上位计算机进行集中管理、下位机PLC实现具体控制任务的高可靠性系统。计算机控制系统的工作原理,如图3所示。
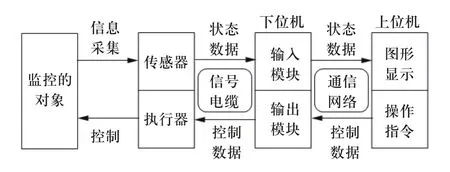
图3 计算机控制系统工作原理图
计算机控制系统以上位PC机和下位PLC为核心,采用模块化设计,可根据系统不同的控制要求进行调整,具有良好的可扩展性。上位PC机选用高性能工业控制计算机,在上位PC机上安装世纪星组态软件。下位PLC选用三菱FX3U-32MR PLC及一块FXON-485-ADP模块、一块FX2N-4AD模块、一块FX2N-2DA模块。上位PC机和PLC通信通过串行通信(RS-485)方式实现。
采用手动方式和自动方式,手动方式在调试使用。自动方式主要包括PLC逻辑控制、速度控制和位移控制。
1.2.1 PLC逻辑控制
PLC逻辑控制主要是对生产装置的逻辑动作和工作流程进行控制。实现生产装置各油缸按要求动作,依次进行提升、下降、振动,浇注漏斗到预定位置停止、复位等操作。
1.2.2 浇注量预置、速度和位移控制
由于药浆对摩擦、冲击等十分敏感,所以在浇注液压缸连接处装了一个承重传感器,用来实时监测浇注时药量的变化,并在浇注平台上安装一个防爆编码器,用来实时监测浇注时位移和速度的变化。一旦药量、速度和位移超出设定值时,系统将自动停止运行并报警,保证了系统安全,手动恢复后再次启动系统。
由此可见,浇注监控系统采用上、下位机结合的主从控制结构,上位PC机选用高性能工业控制计算机,世纪星组态软件安装在上位PC机上。
1.3 检测装置
检测装置由称重传感器、防爆编码器、两个压力变送器组成。它将压力信号、位移信号、速度信号、油压信号通过PLC的A/D模块送入控制系统。所用传感器的原理及应用如下:
1)工作过程中,需要对浇注药浆量进行检测,由于药浆对静电和火花敏感。称重传感器选用了101BS称重传感器。该设备抗干扰能力强,精度等级高,适合冲击场合及动态称量,且不锈钢焊封结构,防护等级为IP68, 适于危险环境使用,防爆等级为(Ex ib Ⅱ CT4)级,完全能满足使用需要。
2)位移和速度的检测是进行动作判断的依据,因此在控制系统中具有很重要的作用。位移的测量需要高精度、绝对位置测量的位移传感器。设计中选用了德国Hengstler RI70-T4防爆编码器,可供脉冲10000P/R。
3)在工作过程中,为了检测主油路和负载油路,都安装了压力变送器。PLC可根据变送器传回的电流信号,对液压系统载荷的异常变化做出及时处理
1.4 液压控制系统
针对本装置浇注对象的易燃易爆性,要求升降油缸工作平稳、反应快,能快速的启动制动,因此设计液压系统部分如图4所示,在液压控制系统中分别采用比例溢流阀和比例调速阀。
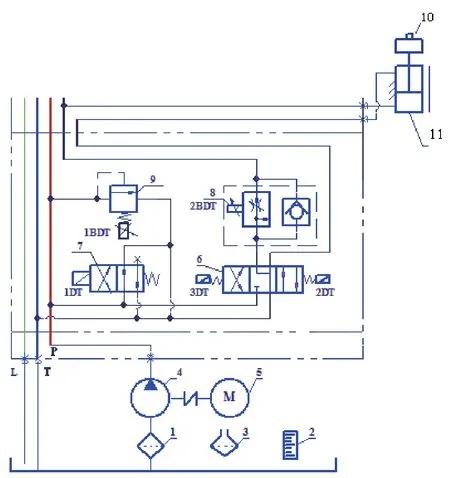
图4 液压控制原理图
此外,在料斗装置的升降,以及浇注控制阀和加紧缸的控制中,采用了一些比例方向阀、隔爆方向阀等。
2 上位机的组态开发及功能实现
2.1 构造实时数据库
实时数据库是“世纪星”的核心和引擎,也是联系上位机和下位机的桥梁。监控系统运行时,工业现场的工作状况要以动画的形式反映在屏幕上,操作者在计算机前发布的指令也要迅速送达工作现场,这一切都是以实时数据库为中介环节的。在世纪星开发系统中“变量数据库”对话框里定义变量,定义时要指定变量名和变量类型,有些还需要一些附加信息。
2.2 建立动画连接
动画连接就是在画面的图形对象与数据库的数据变量之间建立一种关系,当变量实时值改变时,在画面上以图像对象的动画效果表示出来;或者由用户通过图形对象改变数据变量的值。
总之,上位机监控系统可以完美地实现如下功能:
1)控制系统可根据设定参数自动运行;
2)操作员可随时根据现场情况进行手动操作;
3)报警显示:系统实时监测浇注速度、浇注量等变化,一旦超出设定值,系统将停止运行并报警,以保证人员安全;
4)实时/历史趋势显示及报表打印。
3 下位机PLC的数据转化传送功能及PID控制的实现
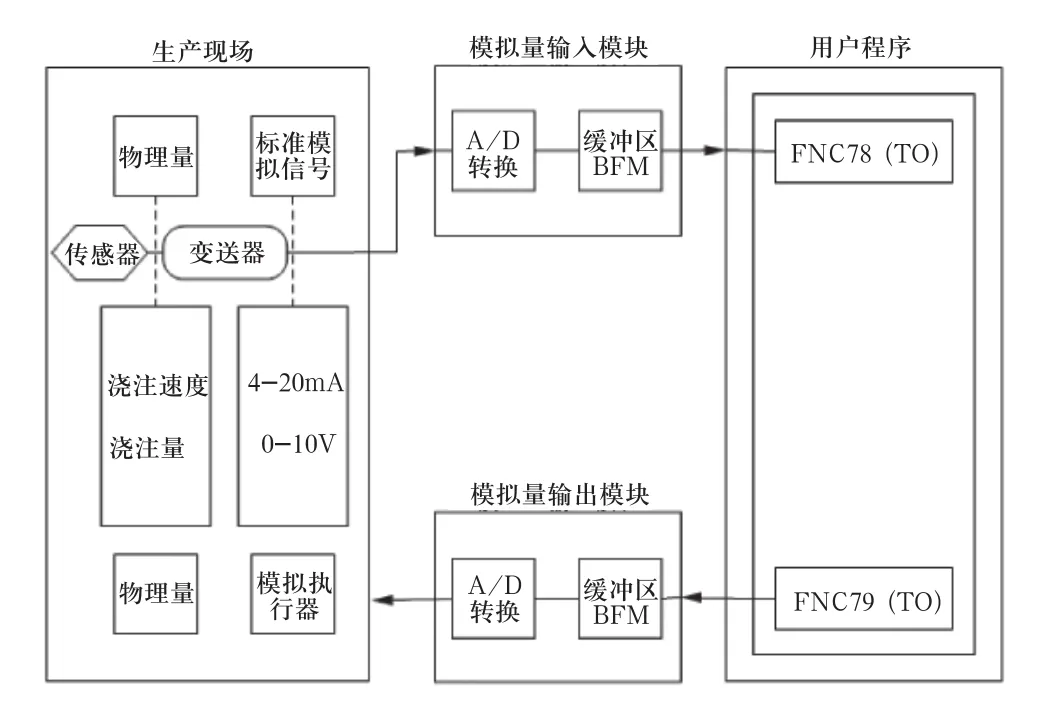
图5 模拟量处理流程图
PLC作为系统的下位机除了接收上位计算机的控制指令,完成一定逻辑关系的开关量输出外,还要完成模拟量的采集和数字量与模拟量之间的转化。图5是模拟量处理的流程图。
3.1 三菱PLC实现对速度的PID控制
速度控制是机电一体化系统中较难控制的一个参数,为确保浇注安全,尤其注重浇注速度的平稳性,故采用经典控制理论中最典型的PID调节对其进行控制。
PID控制的微分方程为:

e(t)=r(t)-y(t)称为偏差值,可作为PID调节的输入信号,其中r(t)为给定值,y(t)为被测变量值,Kp称为比例系数,Ti为积分时间常数,Td为微分时间常数,P(t)为PID调节的输出信号。
使用PID指令,需要确定四个控制参数:采样周期T、比例增益Kp,积分增益Ti及微分增益Td。这些控制参数可以使用自动调谐法求得,然后在实际应用中不断检验和修正,以期达到最佳的控制效果。
3.2 低速无爬行浇注速度和位移的控制
执行元件运动速度很低时,要考虑设备运行的平稳性和是否出现“爬行”现象,低速爬行是一种不正常的运动状态。推进剂药浆是一种高含能材料,属A1级易燃易爆危险品,其摩擦感度和冲击感度高,具有燃烧和爆炸的危险性。当出现爬行时,上述指标极易超过药浆的许用极限,导致发生燃爆事故。因此,对于爬行问题的研究显得尤为重要。
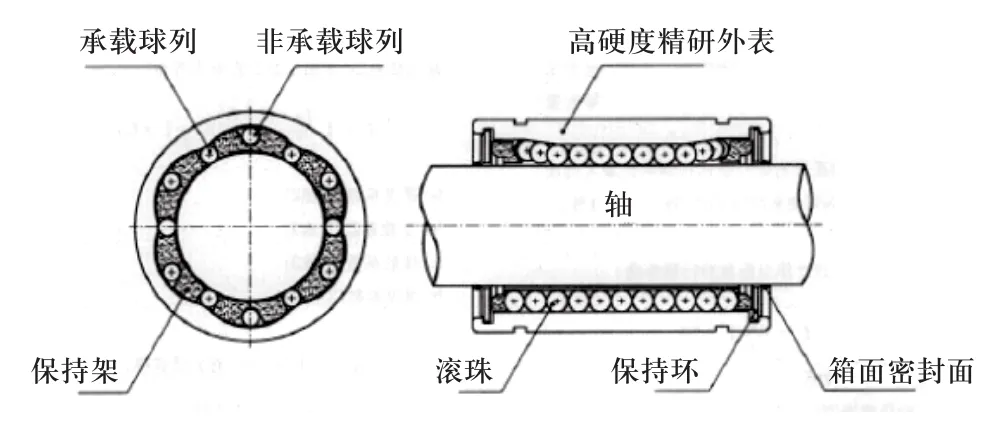
图6 直线轴承结构图
为了减小爬行带来的危害,选用直线轴承与导柱配合。直线轴承的外套由高碳铬轴承钢制成,经淬硬和精磨处理,可为轴承内套和轴承箱提供安全可靠的装配。滚珠在保持架上的回路运行,光滑的滚珠导向面可以有效的降低爬行,甚至消除爬行,直线轴承如图6所示。
软件方面以FX3U-32MR可编程控制器为核心,采用比例积分微分(PID)算法对模拟量进行闭环控制。作为一种非常简便、有效的控制方法,PID控制长期以来一直被广泛用于温度、液位、压力、速度等过程控制系统中。虽然在多年的实际应用中,也出现了多种改进型的PID算法,但是常规的PID控制算法对大多数控制系统已经能够满足误差精度要求,因此可以采用常规的PID控制算法来进行有效控制。
PID控制是比例(Proportional)、积分(Integral)和微分(Derivative)三种动作的合成作用,其作用是使被控制对象达到并保持于设定值(SV),当SV发生变化时,能使受控对象快速达到新的目标值。采用三菱PLC施行PID控制指令能够有效地对低速无爬行浇注过程中的速度进行控制。
3.3 上位机PC与下位机PLC的通信
上位机PC与下位机PLC的通信,如图7所示。
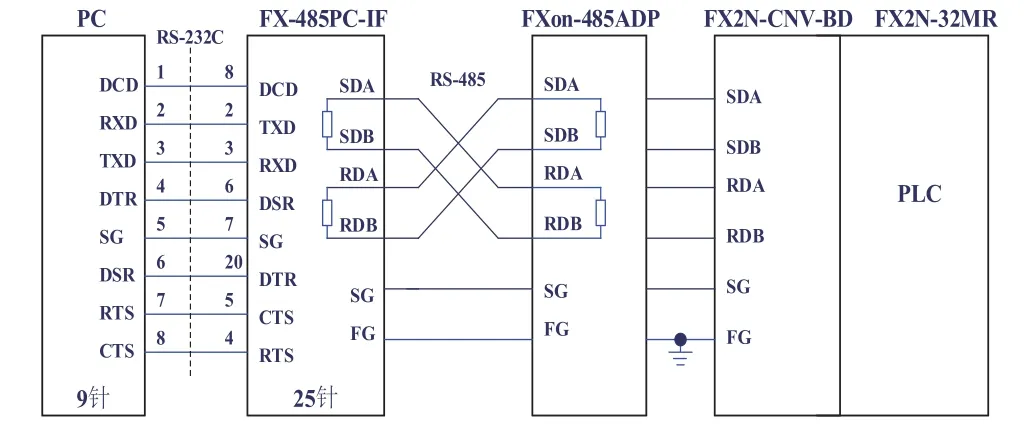
图7 上位机PC与下位机PLC的通信图
4 系统的安全可靠性
在实际应用中采取了相应的安全和抗干扰措施,以确保具有很高的可靠性:
1)由于控制对象的特殊性,其所有的控制动作都要以是否安全作为前提,因此所有在危险工作区的电气设备都具有安全防爆特性;
2)确保所有金属导体可靠接地,以及时消散静电积累;
3)数字元件与模拟元件分开供电。电磁阀等数字量元件应采用开关电源供电,传感器等模拟量元件应采用线性电源供电,开关电源具有很高的输出噪声和波纹,若对模拟量元件供电将会产生很大干扰;
4)采用屏蔽电缆线传输模拟信号并远离动力线。采用屏蔽线可有效避免辐射电磁干扰,由于动力线周围具有较强的电磁辐射,信号线应避免靠近动力线。
5 结束语
本文设计的基于PLC和组态软件的固体火箭发动机集成浇注监控系统,利用PLC抗干扰能力强、组网方便、适用于工业现场的特点,依靠组态软件强大的数据处理和图形表现能力,实现了对浇注系统的实时监测,确保了对浇注有关参数的有效闭环控制,满足了项目的要求,有效地保障了工作人员的安全,显著提高了工作效率和浇注质量。
目前,整个远程监控系统已经完成整体的设计。
[1] 世纪星通用工业自动化监控组态软件用户手册[G].北京:北京世纪长秋科技有限公司,2007.
[2] 三菱公司.FX2N系列微型可编程序控制器使用手册[G].1999.
[3] 张靖,刘少强.检测技术与系统设计[M].北京:中国电力出版社,2002.
[4] 赵月静,宁辰校.液压实用回路360例[M].北京:化学工业出版社,2008.
[5] 刘延俊.液压回路与系统[M].北京:化学工业出版社,2009.
[6] 张云刚,宋小春,郭武强.从入门到精通——三菱FX2N PLC技术与应用[M].北京:人民邮电出版社,2007.
[7] 曾庆波,孙华,周卫宏.监控组态软件及其应用技术[M].哈尔滨工业大学出版社,2005.
[8] 雷天觉.液压工程手册[M].北京:机械工业出版社,1990.
