喷水推进装置尾板法兰和进流管道腐蚀原因及防腐对策
2011-04-03钱卫忠
钱卫忠
(海军驻上海地区舰艇设计研究军事代表室 上海 200011)
喷水推进装置尾板法兰和进流管道腐蚀原因及防腐对策
钱卫忠
(海军驻上海地区舰艇设计研究军事代表室 上海 200011)
喷水推进装置;尾板法兰;腐蚀;措施
针对某型艇喷水推进装置尾板法兰和进流管道腐蚀的现象,对在役艇尾板法兰和进水流道存在的腐蚀现象进行分析,并提出了相应的治理对策和改进设计措施。
0 引言
喷水推进装置作为一种新型推进器,以其高速航行时的高效率和良好的操纵性,在高速军、民用船舶中得到广泛的应用。
为减轻自身的重量,达到高速航行的目的,某型艇主船体采用了耐海水腐蚀的高强度铝镁合金,推进装置为喷水推进,其进流管道和尾板法兰也采用了该种铝镁合金。在交付两年多后的坞修过程中,发现多艘艇的尾板法兰和进水流道存在腐蚀现象,尤其以尾板法兰最为严重。
1 常规防腐措施
喷水推进装置设计中目前一般采取如下防腐措施:永久防腐措施(见图1),包括悬挂在尾板法兰压盖上牺牲阳极保护块共3组6块、固定在轴保护管下方的螺栓连接阳极保护块共2块、尾封板阳极保护块(船厂根据总体设计所要求安装)、尾轴密封装置内的阳极保护块;临时防腐措施(见图2),包括悬挂在吊环螺钉上的临时牺牲阳极(铝-锌-铟系合金,下同)4块,悬挂在进水流道检查口上的临时牺牲阳极2块[1]。
2 尾板法兰腐蚀现状
尾板法兰位于喷水推进装置进流管道与导叶体之间。尾板法兰作为进流管道的一部分,可使来流顺畅。同时,大端法兰将喷水推进装置的轴向力和力矩传递到船体尾封板上,其结构图见图3。
在检查中发现,尾轴密封装置内的牺牲阳极基本没有腐蚀。进流管道有腐蚀,但基本呈点状腐蚀,属正常范围内。尾板法兰腐蚀最严重,有的尾板法兰几乎烂穿。尾板法兰的腐蚀区域在其下部,包括直管段和靠近喷泵叶轮壳体的直角处,尤以靠近喷泵叶轮壳体的直角处最为严重。
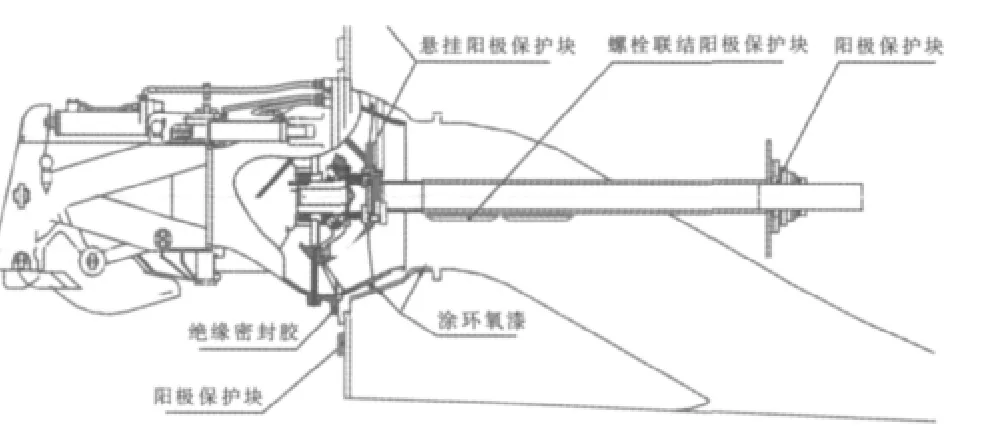
图1 永久防腐措施图
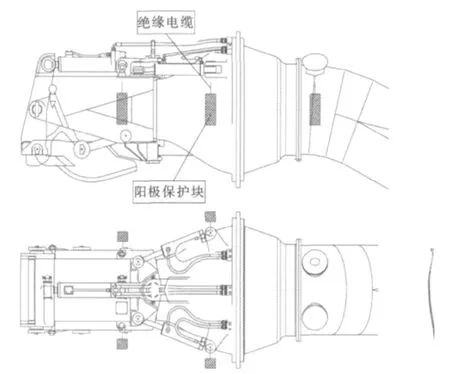
图2 临时防腐措施图

图3 尾板法兰结构图

图4 腐蚀后的尾板法兰
在对北部、东部、南部海域三个方向的多艘艇的检查中也发现,腐蚀程度由北往南呈现加剧趋势。如:被检的北部海域船艇中,仅发现尾板法兰玻璃鳞片局部脱落,但其基体尚未发生腐蚀;东部海域船艇中,艇的尾板法兰玻璃鳞片剥落近一半,基体铸铝腐蚀严重,出现大面积腐蚀坑,最深处达到12 mm左右;南部海域船艇中,艇尾板法兰玻璃鳞片则剥落近半,基体铸铝腐蚀严重,出现大面积的腐蚀坑,几乎腐蚀穿孔。
3 腐蚀原因
由于喷水推进泵体的材料是固有电位较高的双相不锈钢(电位为-0.117 V),尾板法兰所采用的铝镁合金的固有电位较低(-0.74mV),两者之间电位差较大,且两种金属之间间距又很小(仅为1mm左右),而通常海水中不同金属材料在距离150 mm以内均易发生电化腐蚀,这也是尾板法兰靠近叶轮壳体处腐蚀严重的原因。
具体的腐蚀程度与流道处电位有关。经过对三个海域的多艘艇进行电位测量后发现:
(1)北部海域的艇测得的流道电位在-1.03~-1.125 V之间,若悬挂临时牺牲阳极后,电位负移约30~50mV,电位可达-1.08~-1.175 V之间,而通常船体电位在-1.15 V左右,可以达到保护要求;
(2)东部海域的艇测得的流道电位在-0.93~-1.05 V之间,若悬挂临时牺牲阳极后,电位负移约50~100 mV,电位可达-1.0~-1.1 V之间,基本可以达到保护要求;
(3)南部海域的艇测得的流道电位在-0.6~-0.9 V之间,若悬挂临时牺牲阳极后,电位负移约150~200mV,电位可达-0.9~-1.0 V之间,没有达到保护要求,处于欠保护状态。这也与艇的腐蚀程度基本一致。
北海、东海、南海海域的保护电位和腐蚀程度存在差异是因为各地海域海水温度和气温不同造成的。随着海水温度上升,海水中氧的溶解度降低,导电率增加,金属的稳定电位向负方向移动,导致金属的腐蚀电流增加,腐蚀速度加快[2]。
此外,同一海域不同船艇之间还存在差异,其原因是牺牲阳极安装质量以及各艇之间日常维护工作的差异。检查中发现,由于对防腐的重要性和锌块安装方法缺乏了解,有的牺牲阳极安装处的电线外皮没有刮除,导致保护电流不通,起不到保护作用;有的艇则在艇较长时间靠泊码头时未按规定悬挂临时牺牲阳极。
4 治理措施
对已经发生腐蚀的尾板法兰和进水流道可采取以下措施:
(1)对涂层破损的尾板法兰和进流管道,将其表面彻底清除干净,干燥后将破损区域用砂纸手工打磨处理至金属本体,表面Sa2.5左右。用压缩空气吹净表面尘屑,在确保表面干燥的情况下进行涂漆,干膜厚度1 000μmm,度数为1~2度,待油漆干燥固化即可;
(2)对腐蚀后产生局部凹坑的尾板法兰和进流管道,将零部件表面彻底清除干净后,将腐蚀区域用铲刀铲挖至露出金属本体,用压缩空气吹除表面尘屑。采用亚弧焊堆焊焊补,焊丝为铝硅焊丝,堆焊后高出周边表面2mm以上。将焊补区域打磨光顺,清洗干净。对焊补进行渗透探伤合格后,按1)中的方法补涂油漆;
(3)进流管道腐蚀情况相对较好,采用前两种方法已可以满足要求。对发生大面积腐蚀的尾板法兰,则换用新的尾板法兰,同时采用热喷涂塑工艺以提高其抗腐蚀性能。实际施工中采用了FH-1复合塑料,它是一种经过特殊改性处理的烯烃共聚物,具有:优异的粘结性能,保证涂层附着可靠;优异的柔韧性,保证法兰内腔表面具备抗高速海水冲击、抗空泡腐蚀能力;优良的耐磨性,能抗含泥沙海水的冲刷;优良的抗老化性能,耐紫外线辐照,化学结构稳定,使用寿命可达25年。同时,该复合塑料具有很好的可修复性,交联度低,在一定温度下可实现重融与热补修复。
5 设计改进措施
由于进水流道布置与水动力性能紧密相关,故尾板法兰、叶轮、进流管道的相对位置是不能改变的。在此条件下,为进一步提高喷水推进装置的耐腐蚀性能,除部队要严格按照规定使用、检查、更换牺牲阳极外,从设计方面也可作如下改进:
(1)改进尾板法兰压盖上悬挂牺牲阳极的安装工艺。将悬挂口盖和吊索联结改在盖板下方,避免原悬挂口盖和吊索联结螺栓穿过口盖时因涂密封胶导致阳极块和船体电路断路。两种方式的比较见图5;
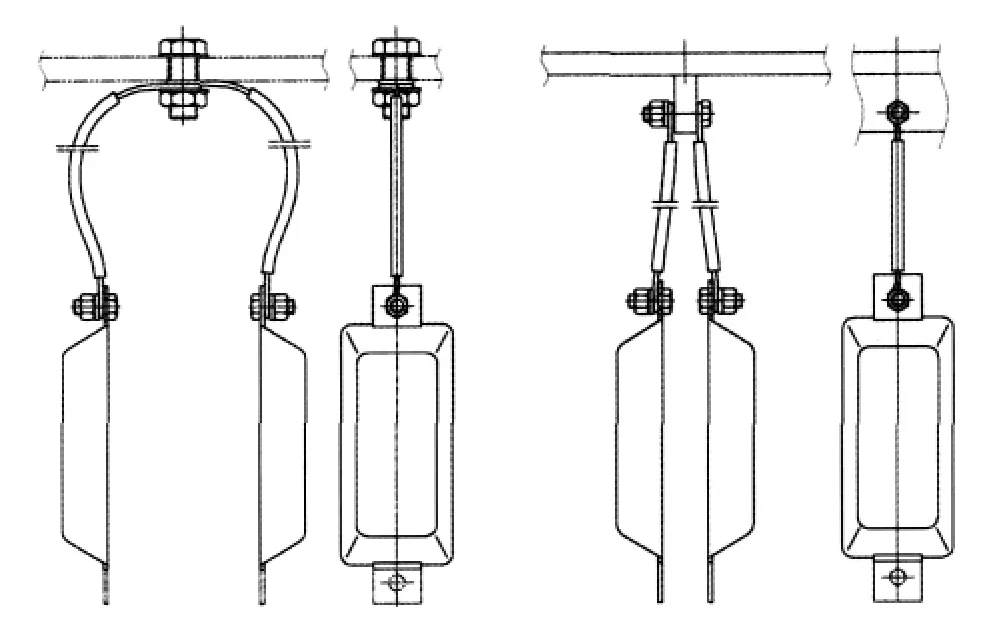
图5 悬挂牺牲阳极的安装工艺对比图
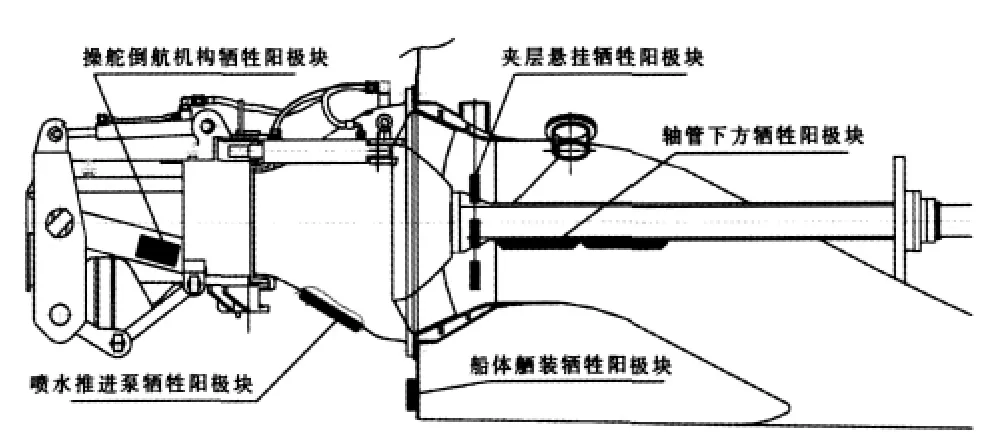
图6 改进后的牺牲阳极布置图
(2)调整悬挂牺牲阳极的安装位置。将其前移,可以加强对腐蚀最严重部位的防护(见图6);
(3)增大悬挂牺牲阳极的长度。原设计中三组牺牲阳极,一组在水线以上空气中,一组在水线附近,只有一组完全在水线以下。现改为四块在水线以下,两块在水线附近(见图6),可以增强防腐效果;
(4)增大轴管下螺栓联结牺牲阳极。原牺牲阳极块经校核,寿命只有1.3年,不满足坞修周期。因此,必须增大牺牲阳极以满足一个坞修周期的防腐需要。
6 结语
通过改进牺牲阳极的布置位置和联结方式、增大牺牲阳极的体积以及对尾板法兰和进水渠道采用涂层防护,可以显著改善尾板法兰和进水渠道的防腐蚀性能,并已在某型艇的治理实践中得到使用和验证。
[1]喷水推进装置使用指导手册[S].Rolls-Royce.2003.
[2]喷水推进技术译文集[C].七○八研究所.2005.
Cause and preventions of corrosion in water-jet transom flange and inlet duct
QIANWei-zhong
(Naval Representative Office of Warship Design and Research in Shanghai,Shanghai200011,China)
water-jet;transom flange;corrosion;measures
Aiming at the corrosion of a boat water jet transom flange and inlet duct,this paper analyzes the corrosion of transom flange and inlet duct of boat in service and puts forward some solutions and design improvement.
U672.7
A
1001-9855(2011)03-0066-03
2010-12-01
钱卫忠(1966-),男,汉族,高级工程师,研究方向:舰船轮机。