基于产品配置的加工领料技术研究及应用
2011-03-21王新,张健
王 新,张 健
(河北联合大学机械工程学院,河北唐山063009)
0 引 言
大批量定制(M ass Customization,MC)是制造业产品设计与生产的一个重要发展方向[1],而基于产品配置的加工领料技术是实现MC的关键,也是衡量企业控制生产成本赢得客户订单能力以及提高其设计与生产敏捷性的重要手段。因此,研究MC环境下基于产品配置的加工领料技术具有非常重要的意义。
项目产品的配置在MC环境下有其独特的特点:(1)基于产品数据管理的模块化设计理念[2],决定了MC产品的模块化配置,产品构成模块不仅作为配置单元,也是加工领料的基本单元,面向订单的配置[3-5]结果(产品配置清单)是加工领料的依据;(2)虚拟产品配置,虚拟产品中既包括标准或通用的、在当前产品模块库中存在的已知模块,还可能包括未知模块,未知模块的配置是项目产品配置的瓶颈;(3)对于不同行业的定制产品,根据定制层次[6]的不同对应不同的配置方案和策略。
国内外专家学者对产品配置方法从不同方面进行了大量的研究,文献[7]提出了基于实例演化的配置设计(CBED)方法,文献[8]提出了将CBR同约束匹配问题(CSP)相结合的配置方法,文献[9]提出了利用扩展的实体关联(EER)的配置实例表达方法,文献[10,11]提出了基于本体的产品配置建模技术等。
本文根据MC环境下产品的特点,从面向订单的配置结果出发,通过建立项目产品模型与加工领料模块之间的映射,得到了基于产品配置清单(Bill of Material,BOM)的加工领料模型,并对其系统框架、过程、算法进行了研究,最后将其应用于示范企业的集成信息化系统中,达到与项目管理子系统、产品数据管理、采购管理子系统信息共享与集成,实现了优化领料流程、控制生产成本的目的。
1 系统总体框架
基于产品配置清单(BOM)的加工领料系统总体框架如图1所示,其主要由客户需求交互GUI、基于订单的产品配置器和基于产品配置清单的加工领料模块等组成,通过客户需求交互GUI获取定制产品信息,然后进行面向订单的产品配置,根据配置规则C-Ru le(i)配置出模块,从产品模块库中调用该模块作为项目产品配置树上的一个结构模块;对于没有配置出的模块,则根据相似性匹配规则S-Ru le(i)在产品模块库中找到同当前需求最相似的模块,借用到项目产品中来。
面向订单的产品配置与产品数据管理(PDM)、产品配置设计、供应链管理(SCM)、客户关系管理CRM系统信息共享与集成。PDM为产品配置提供产品基础信息,由配置器生成项目产品的配置,SCM提供外购件模块的配置,CRM提供市场和商务信息,在多个模块协调集成的基础上,得到项目产品配置。
项目产品配置完成后,生产部门就根据其生成的产品配方表,制定生产计划,进而制定加工计划,根据实际情况给各个工序安排加工任务,然后确定加工人员和工时,制定出加工单,再由加工单制定领料单,完成加工领料过程,进而控制整个生产管理子系统。

图1 基于产品配置的加工领料系统总体框架
2 面向订单的项目产品配置
2.1 项目产品配置概述
产品配置(Product Configuration,PC)技术是实现大批量定制开发设计的关键技术,是一种具备建模和配置两种行为特征的设计活动[12]。它根据领域知识,预先定义产品族的零部件集合及相互约束关系,快速形成满足客户个性化需求的变型产品。
本文所涉及的项目产品配置,是指根据标书详细信息、技术方案及具体要求,对每个产品进行详细配置清单的生成,即每种产品的详细配件组成及其配件名称、规格、数量、制造商、供货周期等具体信息。在生成项目产品详细配置清单过程中,为了提高操作人员效率及配件生成的准确性,采用了模块化的产品快速配置方法及根据客户具体要求从产品模块库中选择需要更换的配件,迅速生成产品配置清单。生成产品配置清单后,结合已产生的产品编号,再次对产品的配置进行详细的分解,生成产品详细配置清单(产品配置物料清单),为后续的采购、生产等环节提供更精确的信息。
2.2 项目产品模型
项目产品模型是对产品族需求类(Product Fam ily Requirement Class,PFRC)的信息组织和结构的描述。基于PFRC的项目产品模型由功能需求集、非功能需求集两个集合构成,如图2所示。

图2 项目产品模型
(1)功能组件 功能组件描述需求产品的功能结构和组成,是对结构模块的抽象,因此描述功能组件的需求特征变量没有值,可以表示为一个五元组:

其中,ci为该功能组件的标识;pi为所属PFRC的标识;由于功能组件的配置可能以其他功能组件的配置结果作为条件,因此设置属性s为组件的配置顺序号;q为相应结构模块的台用量信息,可以是常量或含有需求特征变量的表达式;R(vi,fs,fa)表示一组描述功能组件的需求特征变量,vi表示一个需求特征变量,fs为对应特征变量的标志位,如果产品配置后没有该功能组件的配置结果,fs标识对应需求特征变量是否作为相似性匹配的属性,fa为对应需求特征变量是否作为结构模块装配检验的标识,当其值为“true”时,对应vi是装配检验相关属性。
(2)结构模块 结构模块是产品可配置的基础。功能组件只是需求产品的功能描述,而结构模块是功能组件的实现单元,对应产品配置的结果。因为实现同一功能的结构模块可能是多个,所以功能组件同结构模块间的映射为一对多的关系。结构模块差异性通过需求特征变量及其值来体现。结构模块M可以表示为一个四元组:

其中,mi表示该结构模块的唯一标识号;R(vi,value)表示结构模块的需求特征变量的名值对,value表示对应需求特征变量的值;vi由对应功能组件确定,功能组件不同的是结构模块的vi对应具体的值value;ca为含有需求特征变量的装配约束表达式。
为了便于检索,模块标识应该反映模块的结构层次关系,因此,模块标识的确定应该具有一定的规范。项目产品模型中的顶级节点对应PFRC,其编码为PFRC的标识pi,同层模块的标识位数应该相同,模块标识mi应该包含其所属的父节点的信息。这样,可以通过mi推知结构模块的层次关系。
(3)需求特征变量
与功能组件对需求产品定性描述不同,需求特征变量V是客户能够理解的、对面向订单的产品配置结果具有约束的产品属性,取自PDM中的产品属性池,可以单独或以表达式的方式作相似性匹配参数,表示为:

其中,V表示某一个需求特征变量;Vid是变量标识;V type是变量的类型,Vtype⊂{int,float,char,enum,…};Vrange是变量的值域,分为连续型值域和非连续型值域,连续型需求特征变量的取值范围是介于最小值v min和最大值v max间的任何值,非连续型需求特征变量的取值只能在给定值中选择其一。
需求特征变量分为非依赖型和依赖型两种类别。非依赖型的需求特征变量不在同其他需求特征变量之间约束关系,取值不赖于其他需求变量;依赖型需求特征变量是指其值依赖于其他需求变量的取值,分为完全依赖和部分依赖两种。在需求特征变量确定过程中,应去除完全依赖型需求特征变量,在满足模块配置需求的前提下,减少变量数目,以解决期望通过增加需求特征变量而获取更多需求信息同尽能减少需求特征变量以方便客户录入之间的矛盾。
2.3 相似匹配
将未配置出的结构模块(待求模块)与对应功能组件的结构模块进行相似性匹配,并用最相近的结构模块替换待求模块,然后对其配置进行修改,解决产品快速配置的瓶颈问题。
3 加工领料信息模型建立及系统实现
3.1 加工领料模块信息模型
生产计划实体与合同实体关联,主要对合同产品实体中的产品进行计划安排;加工计划实体通过产品编号关联生产计划实体,对生产计划实体的产品进行计划安排,生成产品加工计划;加工计划实体通过工序与加工单映射关系关联加工单实体,生成产品加工计划;加工单实体通过加工单领料单映射关系关联领料单实体,生成对应加工单的领料单;领料单实体通过其属性员工编号与员工实体关联,选择相应领料人员。各实体间的关系如图3所示。
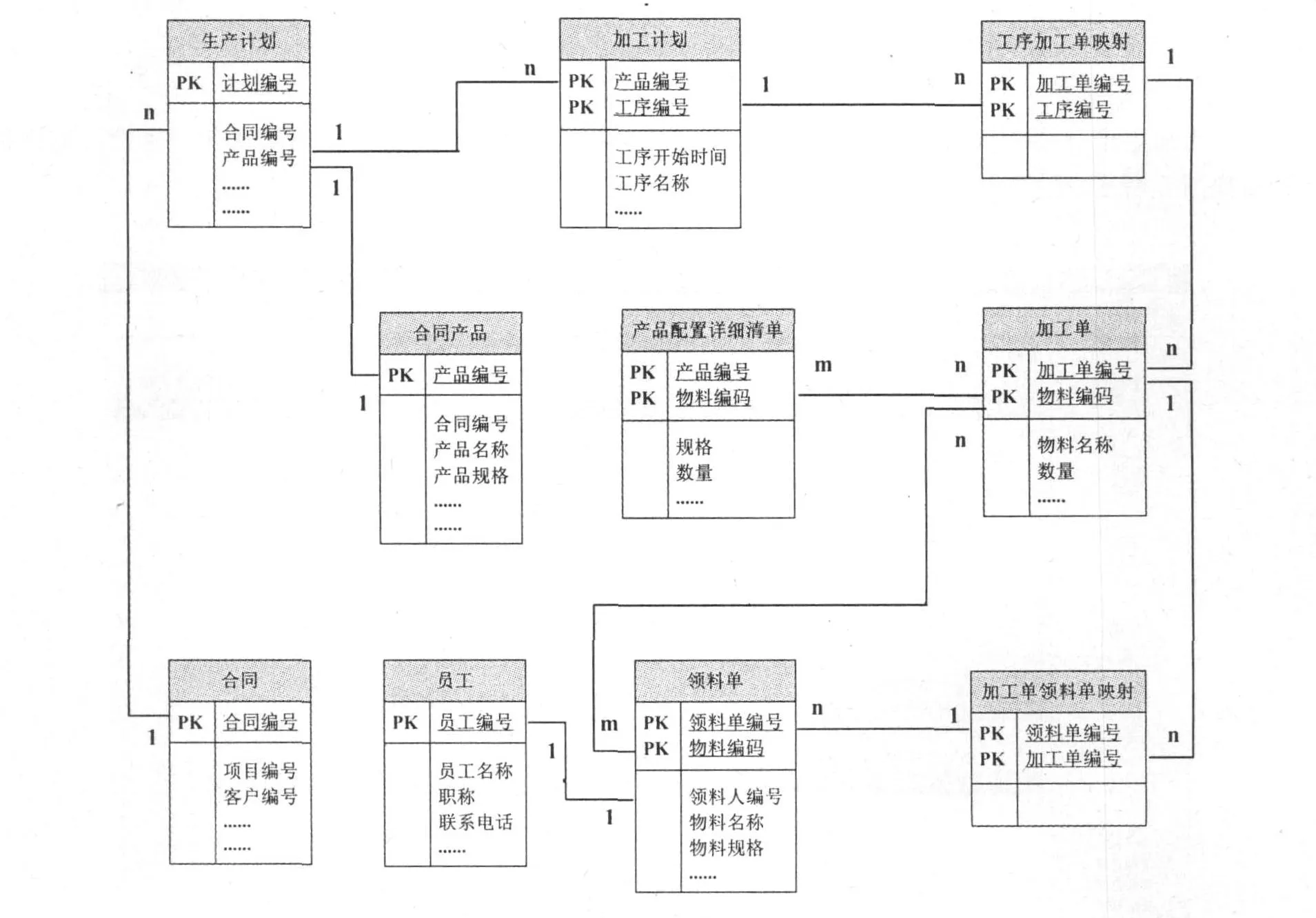
图3 加工领料系统信息模型
3.2 加工领料管理子系统实现
应用企业是一家具有10年专业制造成套电器设备、各类仪表的生产企业,以示范企业的成套电器产品为产品研究对象,依托PowerBuilder8.0为软件开发、调试工具,以SQLServer2000为数据库开发平台,根据本文提出的产品配置方法和加工领料流程,开发了MC环境下产品的生产管理子系统,优化了企业的加工领料流程,显著提高了对客户需求的响应速度,降低了企业的生产成本。
加工领料子系统包括加工计划、领料管理两个功能模块,总体功能模块如图4所示。
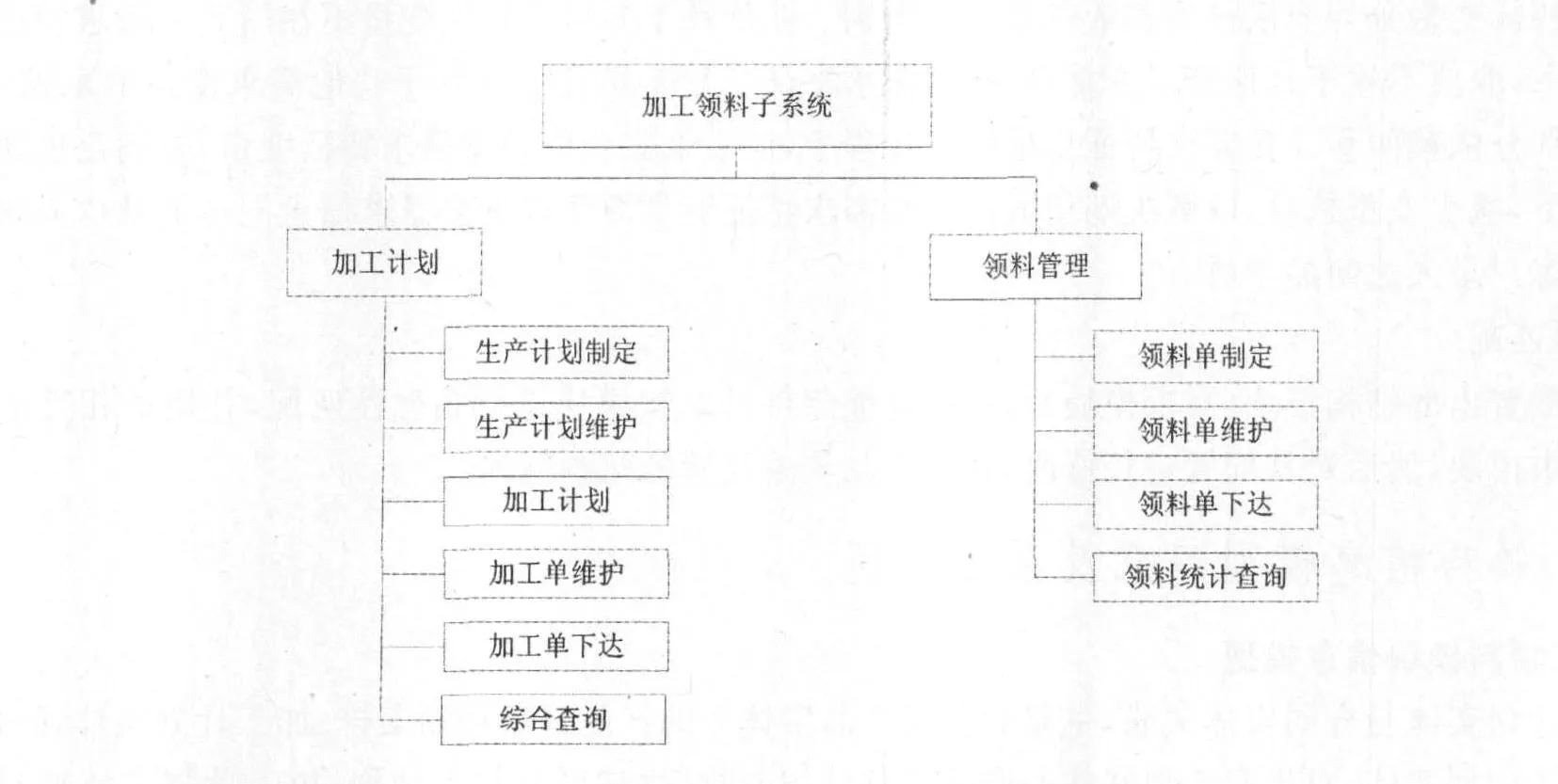
图4 加工领料子系统总体功能模块
3.2.1 加工计划
(1)生产计划制定
根据当前客户订单,按照合同交货期要求及企业生产能力,对企业一段时间内的生产进行计划安排,从而对产品生产周期、交货期进行生产控制,为采购计划提供基础数据。
(2)生产计划维护
根据当前生产计划,对已计划的生产安排进行维护,包括生产提前、推迟、取消等功能。生产计划维护功能界面如图5所示。
图5 生产计划维护界面
(3)加工计划
根据生产计划,将生产任务、过程分解,进行排产加工计划的制定。产品加工流程如图6所示。
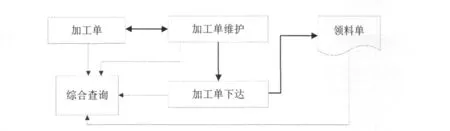
图6 产品加工流程
(4)加工单维护
加工单维护主要提供对加工单的确认、加工单的回收、加工单的追加、加工单的调整处理。按照加工计划,安排各工序的加工人员和检验人员,并对加工单明细进行维护,追加新的加工单的录入,手工对定单的数量、质检人员的调整,加工单状态的修改。加工单维护功能界面如图7所示。

图7 加工单维护界面
(5)加工单下达
对已确认的加工单进行下达,下达后的加工单的状态改为“进行中”。
(6)综合查询
可以根据输入的查询条件,对上述的生产计划、加工计划、加工单、领料单及产品生产进度等进行查询,将显示综合查询结果,查询条件可以动态组合。
3.2.2 领料管理
(1)领料单制定
根据加工单,进行相应领料单的制订和维护,领料的数量不能超过加工单上规定的最大领用数量,如果超领物料需经过生产部门领导的审核。领料单的制定如图8所示。

图8 领料单制定界面
(2)领料单维护
通过对已制定的领料单进行维护,如领料量、领料人、领料单的状态等信息进行维护。
(3)领料单下达
只有对应的加工单下达后,领料单下达才能成功,生产人员才能根据领料单上的具体信息进行领料,领料单信息进入库存管理子系统加工领料出库功能界面,如果库存管理界面没有相应的领料单信息,生产人员不能进行领料,有效控制产品加工领料过程。
(4)领料统计查询
对生产领料进行查询,可以设置多种查询条件,分别按照产品编号、合同编号进行查询等操作。当产品加工完成成品入库时,可以查询加工完产品的总领料量与原先产品配置清单上的差别,统计出多领物料的数量,为以后生产类似产品及项目成本报价提供依据。
4 结 论
本文通过对MC生产模式下产品配置方法技术的研究,提出了基于BOM的加工领料模型,并开发出了加工领料子系统。通过对项目产品建模、相似性匹配得到未知模块的产品配置,解决了MC产品快速配置的“瓶颈”问题,实现了企业信息共享与集成。
通过加工领料管理子系统在企业的应用,解决了企业以往生产安排的盲目性及产品加工管理的无序性;对由加工计划产生的加工单制定相应的领料计划,安排每日或每周在车间装配什么和装配多少,有效解决了企业对产品配件的监督管理,减少浪费及由于合同变更所带来的问题,提高了企业响应市场需求变化的能力。
[1] Anderson David M,Pine II B Joseph.Agile Produ ct Developm ent for Mass Custom ization:H ow to Develop and Deliver Products for M assCustomization,Niche Markets,J IT,Build-to-Order and Flexib le Manufactu ring[M].New York:M c-Graw-Hill,1997.
[2] Pine II B Joseph.Mass Custom ization:The New Frontier in Business Competition[M].Boston:H arvard Business School Press, 1993.
[3] 罗尚虎.一个产品配置的理论和实践[D].杭州:浙江大学,2000.
[4] 戴若夷,谭建荣,李涛.面向大规模定制的广义需求建模方法及实现技术研究[J].计算机辅助设计与图形学学报,2003,15(4):467~474.
[5] 谭建荣,李涛,戴若夷.支持大批量定制的产品配置设计系统的研究[J].计算机辅助设计与图形学学报,2003,15(8):931~37.
[6] da Silveirad Giovani,Borensterin Denis,Fogliatto Flavio S.Mass custom ization:Literatu re review and research directions[J].International Jou rnalof Production Econom ics,2001,72(1):1~3.
[7] Tseng M M,Jiao JX.Case-based Evolutionary Design for M assCustom ization.Com puters Ind.Engng,1997,33(1):319~23.
[8] W ang Shiwei,Tan Jianrong,Zhang Shuyou,et al.Case-based Product Configuration and Reuse in M assCustomization.Chinese Jou rnalof M echanical Engineering,2004,17(2):233~36.
[9] 傅仕伟,严隽琪,陈文培,等.基于实例设计中的产品数据模型及实例库设计[J].计算机辅助设计与图形学学报,2000,12(2):132~136.
[10] 张劲松,王启富,万立,等.基于本体的产品配置建模研究[J].计算机集成制造系统-CIMS,2003,9(5):344~50.
[11] 高鹏,林兰芬,蔡铭,等.基于本体映射的产品配置模型自动获取[J].计算机集成制造系统-CIMS,2003,9(9):810~16.
[12] 祁国宁,顾新建,谭建荣,等.大批量定制技术及其应用[M].北京:机械工业出版社,2003.
