PC轧机轧辊磨损预报
2011-03-21陈付红陈连生
陈付红,陈连生
(河北联合大学 冶金与能源学院,河北唐山 063009)
0 引 言
PC轧机因具有压下量大、板形和板凸度控制能力强等特点,被广泛应用于板带钢的生产中。在实际生产过程中,交叉角和弯辊力的大小直接影响辊间压力和轧制压力的分布,进而导致轧辊的磨损辊廓形状发生变化,使带钢板形和板厚控制精度受到影响。因此,深入研究PC轧机轧辊磨损规律,对板形控制具重要的意义。
为减小轧辊磨损对板形的影响,本文以唐钢薄板坯连铸连轧1810mm生产线的PC轧机精轧机组为研究对象,对热轧带钢的轧制过程进行了模拟,对轧辊磨损预报进行了研究。通过研究轧辊磨损辊廓与板形控制之间的关系,分析了轧辊磨损进程中,交叉角和弯辊力的合理配置问题。
1 热连轧过程模拟系统
1.1 模拟系统简介
模拟系统分为两个部分,第一部分是轧制压力的计算。计算交叉角、弯辊力、前张力对轧制压力、辊间压力、出口厚度以及板凸度的影响。将轧辊划分为有限个单元,对入口厚度分布曲线进行假设,对工作辊热凸度、宽展,前后张力、轧制力,影响系数、压扁系数等参数进行计算,求解轧制压力及辊间压力横向分布,在计算工作辊挠度后,得到轧后厚度分布和轧件的凸度。第二部分是磨损预报计算。利用第一部分的计算结果,结合轧辊磨损实测数据,对上、下工作辊进行磨损预报计算。
为保证模拟系统的计算精度,在每个机架的计算过程中都充分考虑了轧制过程中金属的横向流动,并将轧件的塑性变形与辊系的弹性变形进行迭代求解[1~3]。
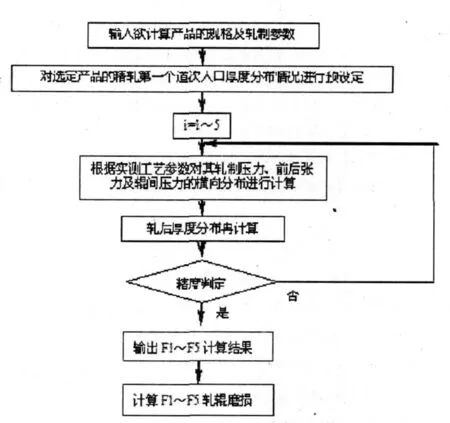
图1 计算机模拟程序框图
1.2 模拟系统精度的验证
通过对不同规格的板带钢轧制过程进行模拟计算,将计算结果与实际生产中的实测数据进行对比,不断修正模拟参数,系统精度得到了不断提高。以典型品种(钢种SS400,规格2.75 mm×1250mm)的模拟数据为例,精度如表1所示。
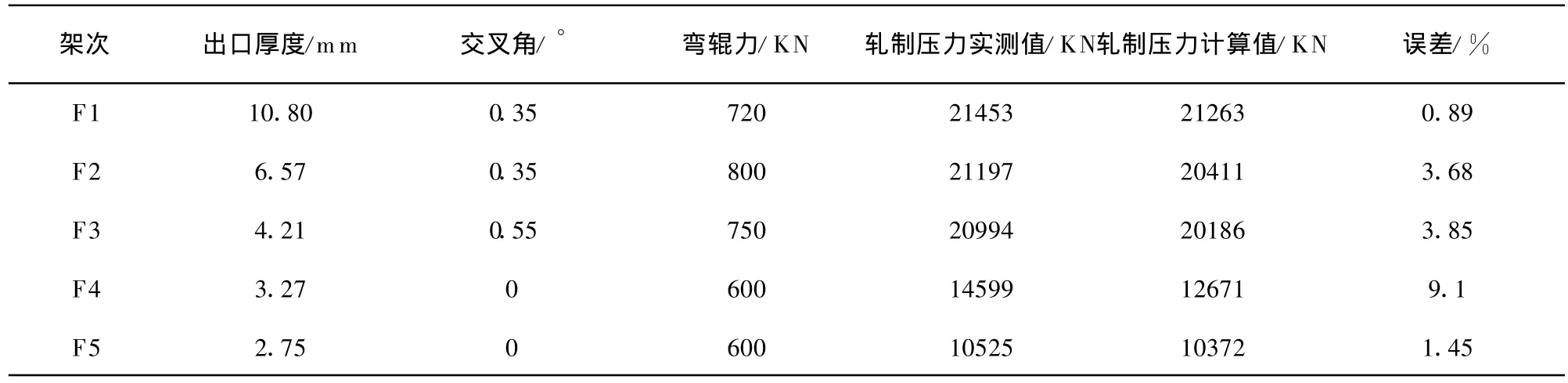
表1 薄规格带钢模拟计算所用参数及轧制压力计算值与实测值的对比
从表1中误差项可以看出,模拟计算出的轧制力与实际测量的轧制力的误差都控制在10%以内,模拟的精确度相对较高,符合实际生产过程。为下一步磨损计算的精确度控制奠定了一定的基础。
2 交叉角对轧制压力分布的影响
现场五架PC轧机的前三架使用的了对辊交叉,以实现对板凸度的控制。利用模拟系统对F1精轧机架轧制过程进行模拟,结果如2图所示。
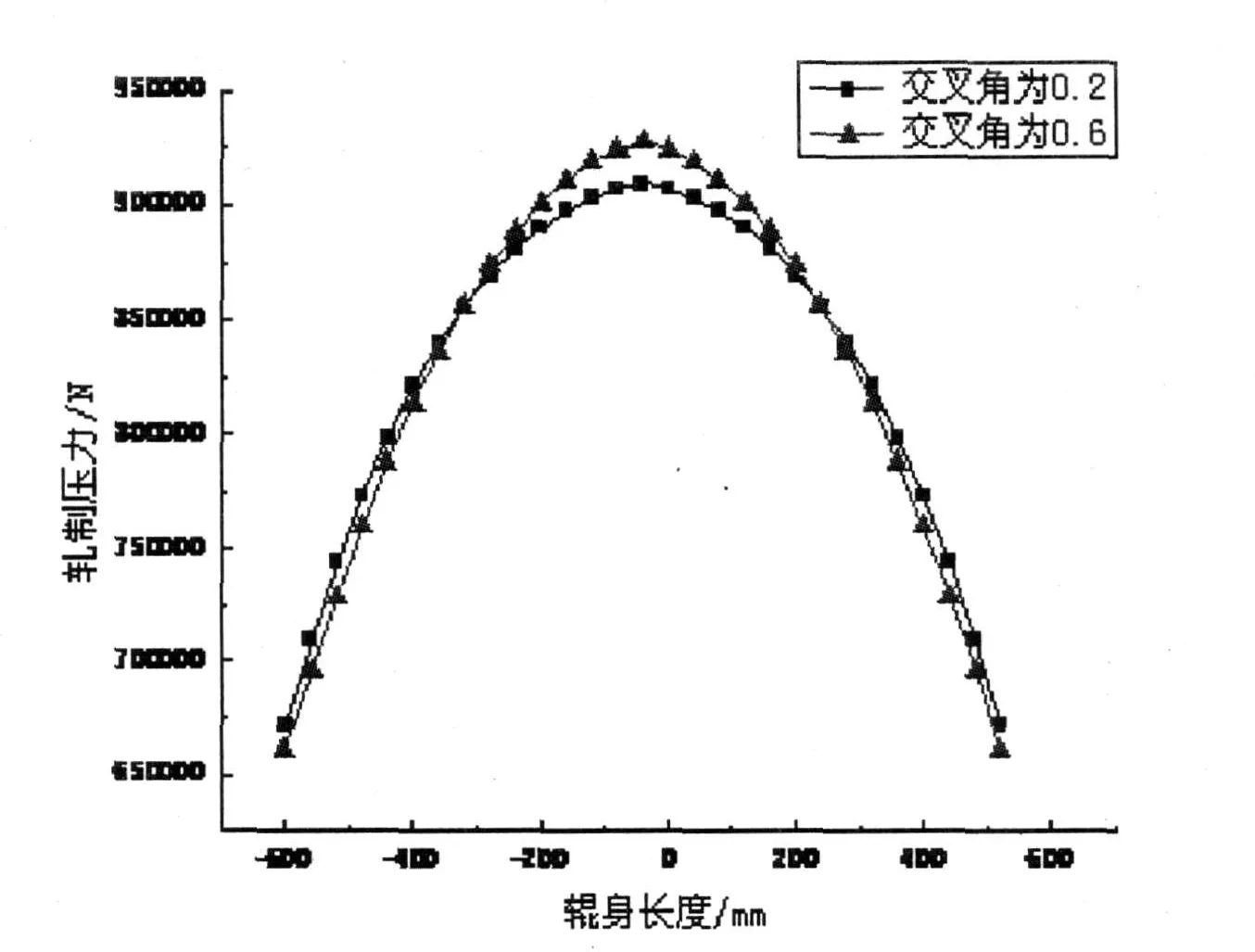
图2 交叉角的变化对轧制压力分布的影响
如图所示,轧制压力的最大值出现在辊身中间部,两边逐渐减小,边部的轧制压力最小,随着交叉角的增大,轧辊中间的轧制压力增大,轧辊边部的轧制压力减小。这是由于交叉角增大导致轧件中部接触应力增加[6]。
3 交叉角对辊间压力分布的影响
利用模拟系统对不同交叉角对应的辊间压力分布进行了模拟,计算结果如图3所示。
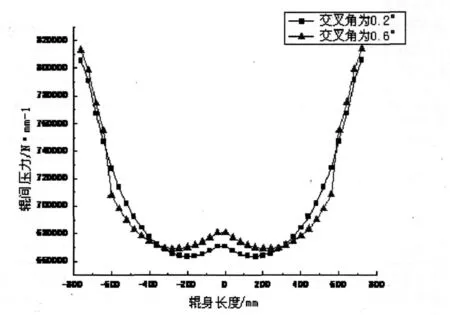
图3 交叉角变化对F1机架辊间压力分布的影响
从图3可以看出,交叉角增大,轧辊轧制中心线附近和轧辊两端的辊间压力分布增大,辊身长度-600到-300和300到600附近的辊间压力分布减小。轧辊轧制中心线位置的辊间压力分布较大。这是由于工作辊与轧件接触,轧制压力集中在工作辊辊身中心线位置附近,致使工作辊产生向上弯曲,中间部位的辊间压力分布增大,而交叉角的存在更进一步增加了工作辊和支撑辊之间的接触压力。辊身长度-600和600向轧辊两端,辊间压力逐渐变大,其辊间压力的最大值出现在轧辊端部,这是由于工作辊和支撑辊在实际力的作用下产生弯曲变形特点决定的,支承辊轴承座上的压下力使辊间在端部产生较大的接触力,这种有害接触使辊间压力分布的最大值出现在轧辊两端。
4 轧辊磨损特点
轧辊的磨损受到很多因素的影响,模拟系统考虑到了工作辊的热凸度和压扁系数等其他因素的影响,使模拟出的曲线更接近实际磨损曲线。F1机架采用的的交叉角为0.35°,弯辊力为720 kN,其上工作辊磨损曲线如下图4所示。
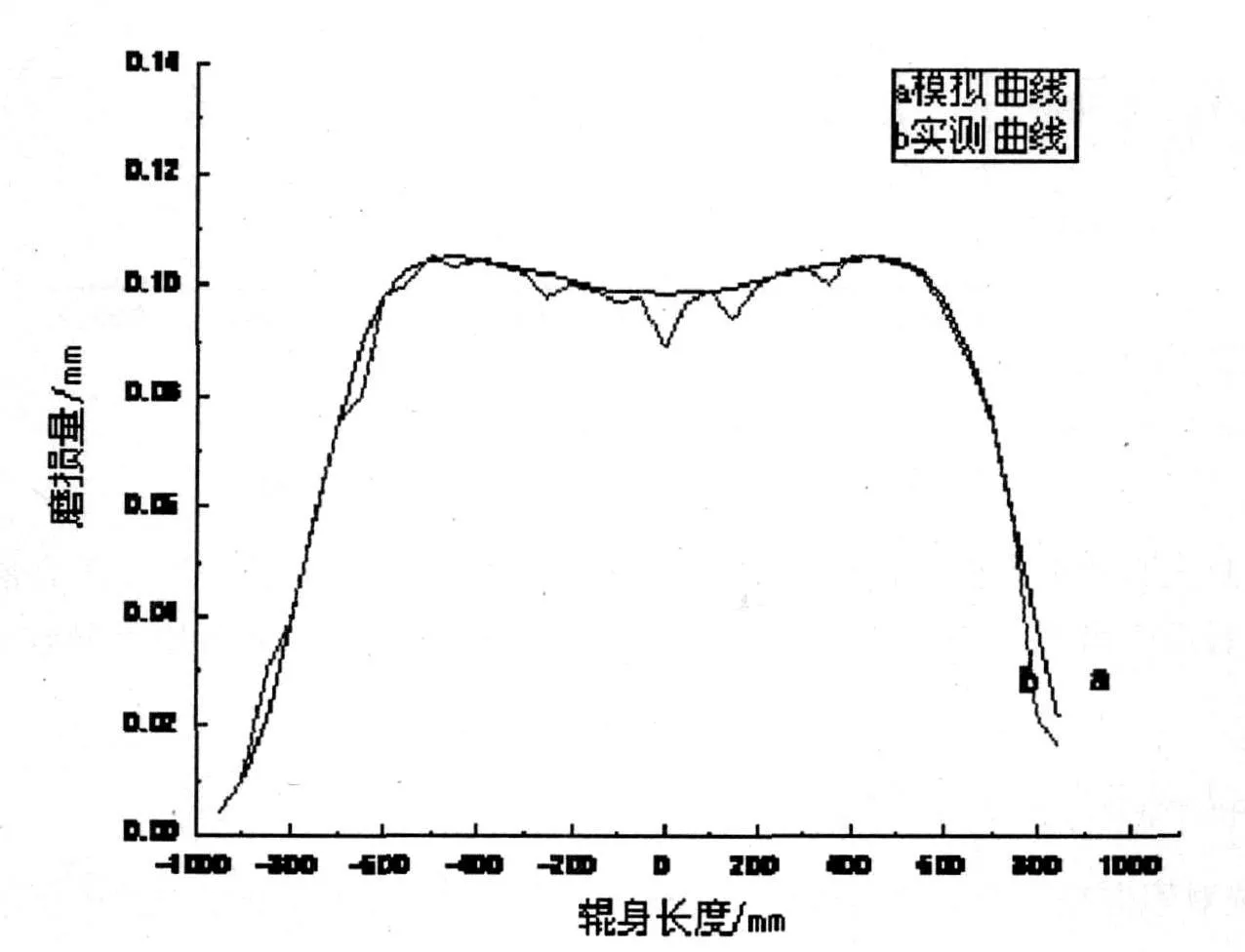
图4 F1工作辊磨损分布图
图4是F1上工作辊轧制1877吨钢后的磨损情况。磨损分布图中,轧辊的磨损形状近似于“M”形状,在辊身中间点附近出现了磨损较大区域,磨损值达到了0.096mm左右。这是由轧辊中间位置的轧制压力较大所导致的。
在辊身长度为-700到700两点附近磨损量最大,磨损值达到了0.105 mm左右,轧辊边部的磨损量比轧制力集中的轧辊中间还要大,这是由于轧辊的磨损量不仅与正压力辊间压力有关,还与滑动量有关,轧制过程中轧件边部宽展,金属向横向流动,增加了轧件与轧辊的相对滑动,加大了轧辊边部的磨损。
从图中工作辊模拟的磨损曲线与实际的磨损曲线磨损形状基本一致。能够比较准确的反映生产过程中轧辊磨损的实际情况。
5 结 论
1)PC轧机交叉角增大,工作辊轧制中心线位置对应的单位轧制压力越大,轧辊两侧的轧制压力的减小。
2)PC轧机交叉角增大,工作辊轧制中心线位置附近和轧辊两段辊间压力分布增大,其它位置辊间压力分布减小。
3)轧辊磨损与正压力和滑动量有关,轧制压力和辊间压力越大磨损越大,相对滑动越剧烈,磨损越严重。
[1] 王国栋.板形控制和板形理论[M].北京:冶金工业出版社,1986.
[2] 连家创,刘宏民.板厚板形控制[M].北京:兵器工业出版社,1996.
[3] 郭剑波,连家创,江光彪等.PC热带钢连轧机力能参数研究之一——轧制力的计算[J].钢铁研究学报,1998,10(1):23~26.
[4] 常安,白金兰,邸洪双等.首钢3500 mm中板轧机辊型研究与应用[J].钢铁,2006,8(41):41~45.
[5] 郭建波,将光彪,连家创.PC热带钢连轧机弯辊力和交叉角的控制决策[J].钢铁研究学报,2001,13(2):24~27.
[6] 赵家俊,魏立群.冷轧带钢生产问答(第二版)[M].北京:冶金工业出版社,2004.
