电化学加工高效节能高频开关电源及智能化系统
2011-02-27张桂东肖文勋丘东元
张桂东,张 波,肖文勋,丘东元
(华南理工大学电力学院,广州 510640)
1 引言
电化学加工是一个耗能极大、污染十分严重的工艺过程。电化学加工的年耗电量占全国每年总耗电量的8%,相当于4个三峡发电站一年的发电总量。传统的电化学加工需解决以下两个问题:(1)高效的电化学加工电源。目前国内外的大功率电化学加工电源主要是工频整流式电源,能耗高,最大效率仅为70%,且体积大、笨重、动特性较差,还会对电网造成较大的谐波干扰,高频开关电源是节能的有效技术,然而目前应用于电化学加工高频开关电源仅限于小功率容量范围。大功率电化学加工高频开关电源是一个新的研究方向[1-3]。(2)加工过程的智能化控制。传统的电化学加工系统没有根据工艺要求,控制电源的输出,工艺过程自动化程度低导致加工过程金属流失严重,废水处理难度高,对环境造成了很大的污染[4]。为此,研究高效节能的电化学加工电源及工艺过程智能控制系统,对节能减排意义重大。
近年来,国内已完成了60 kW大功率等级的电化学电源的研制[5-7],还对电镀电源中各部分如高功率因数控制、大功率软开关技术等的深入研究[8-10]。国外为了提高电化学电源的性能,则提出了各种各样的拓扑,但大部分改进由于需要增加辅助谐振电路而使得它们很难应用于大功率场合[11-16]。且尚未能突破较高的功率等级,效率最高为87%,效率问题成为目前一个棘手的问题之一。
本文在目前国内外现有技术基础上,以大功率开关电源及智能化控制为突破点,研制出一套智能化的电化学加工高频开关电源系统。该系统由15 V/10 kA/150 kW的新型节能电化学电源装置和一套电化学工艺过程智能监控系统组成。系统具有以下优点:(1)采用高频电源装置和工艺过程的协同控制策略,可根据不同工艺情况实时自动调节电源的电能输出,满足电解电镀等电化学加工所需要的电流强度和波形,从而在大幅度节能的同时也提高了产品质量;(2)实现电化学工艺参数的在线控制,有效减少被加工金属的不合理流失,减轻对环境的污染。经测试表明,该系统工作稳定可靠,电源效率可达90%,比传统的电化学加工装置节能20%以上,减少金属流失10%以上,具有很好的市场前景。
2 系统总体结构
系统采用电源模块化结构设计,由五台15 V/2000 A的单机电源模块并联构成,结构见图1。采用最大电流均流法实现各模块电源电流的均流控制;加工工艺过程的信息管理系统,对每个电源模块、总输出以及电化学工艺过程进行监控,完成协同控制,它采用Labview软件实现。

图1 系统结构框图
3 电源主电路及设计
3.1 主电路拓扑
移相全桥变换器适用于大功率场合[17],因此,选择它作为高频开关电源的主电路拓扑,开关管选择IGBT,并采用零电压软开关技术(ZVS),主电路拓扑及控制见图2。
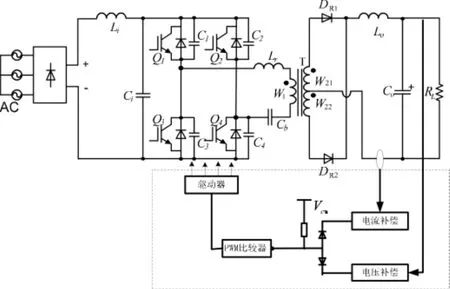
图2 主电路及控制系统
3.2 主电路参数设计[18-20]
(1)逆变频率选择。综合考虑功率管的开关损耗、高频变压器的体积、输出电感的体积以及电源动特性等影响逆变频率的因素,确定本文的逆变频率为20 kHz。
(2)死区时间设计。死区时间应等于串联谐振周期的1/4倍,才能防止开关管直通、获得最宽的软开关范围以及保证最大的输出功率等。因此,主电路软开关换流时间的最大值就是开关管死区时间的最佳值。即

式中:Td为开关管的死区时间;Tr为串联谐振周期:Lr为串联谐振电感;Cr为串联谐振电容。
(3)谐振元件参数设计。超前桥臂的谐振能量由输出滤波电感提供,因此谐振过程中变压器原边电流近似恒定,故ZVS实现比较容易,只需让死区时间不小于谐振电容的充放电时间,即满足式(2)。

式中:Td(lead)为超前管死区时间;Vin为直流母线电压;Ip为变压器原边电流;Clead为超前臂谐振电容。
由于此时Ip较大且近似恒定,故由此式所得死区时间一般较小。综合考虑最大占空比及IGBT通断延时等因素,确定超前臂死区时间为1.2 μs。实际装置设计中,一般将超前臂和滞后臂的死区时间设为一致。选定死区时间之后,代入式(2)即可求得超前臂的谐振电容取值范围。即

本文要求在10%额定负载的情况下能实现超前桥臂的ZVS,则由式(3)可求得超前臂谐振电容的取值范围如下:

因此,本设计中超前臂谐振电容取10 nF。
滞后桥臂的ZVS实现较为困难,其参数设计要满足以下两个约束条件:
(1)滞后桥臂死区时间等于谐振周期的1/4,即

式中:Td(lag)为滞后桥臂的死区时间;Clag为滞后桥臂的谐振电容。
(2)谐振电感储能大于谐振电容储能,即

在满足上述约束条件的前提下,各元件参数的取值应尽量小,最终确定谐振电感Lr=37 μH,滞后桥臂谐振电容C2=C4=Clag=7.8 nF。
4 控制系统及设计
4.1 主电路控制系统及设计
为了保证单台电源能适应较大的负载波动,确定控制电路采用电压环和电流环相结合的并列双环控制策略,如图2中虚线框部分所示。由于该控制系统电流环和电压环经选择器并联,可将输出电压和电流均限制在给定范围内,实现恒压输出或恒流输出。
图2 对应的系统控制小信号模型流图如图3所示,图3中,Gvd,Gid分别是占空比到输出电压、电感电流的传递函数;Hv,Hi分别是电压采样、电流采样传递函数;Gcv,Gci分别是电压调节器、电流调节器的传递函数;GPWM是脉宽调制器传递函数ˆ分别是输出电压、输出电流、基准电压、基准电流、占空比的小信号增量。
根据图3可以建立主电路和控制电路的模型,从复频域分析系统的稳态和动态性能,最后依据指标设计系统控制电路参数。
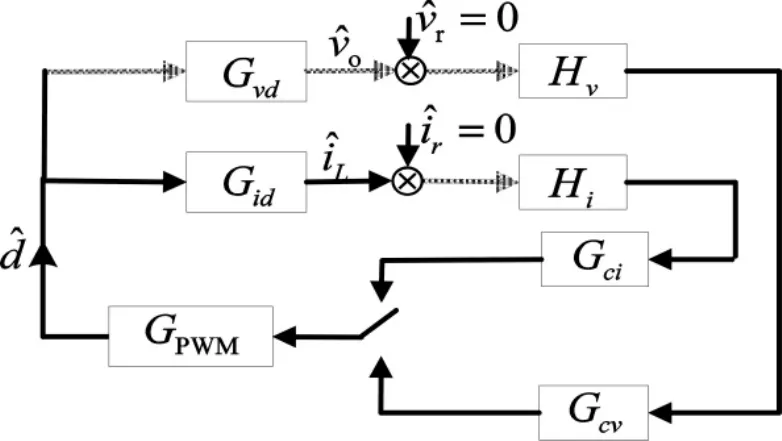
图3 控制系统小信号模型流图
由图3中可以得到电压、电流环系统开环传递函数。
电流环系统开环传递函数为

电压环系统开环传递函数为

根据以下设计规则来设计Gcv,Gci。设计规则如下:
(1)系统开环传递函数穿越频率尽量高,但要注意防止高频振荡;
(2)电压环和电流环开环传递函数穿越频率要错开。
根据设计结果和式(7)、(8),得到单台电源装置15 V/2 000 A控制系统的电流、电压开环传递函数波特图,如图4、图5所示。从图中可见电流环的相位裕度为59.7°,19.6 dB,电压环的相位裕度和幅值裕度分别为42°,19.2 dB,满足了稳态系统对动态响应指标的要求。

图4 电流环开环传函波特图

图5 电压环开环传函波特图
4.2 均流控制电路及设计
图6 中画出了本文采用最大均流法其中一个并联模块的控制原理图。其工作原理如下:当该电源模块输出电流最大时,其他电源模块根据该电流信号来调整自身的输出电流,直到某一个模块的输出电流超过该输出电流,成为新的最大电流,如此循环,从而实现各模块的输出电流均衡。该方法可以实现较好的冗余,不会因为某一模块的故障而影响整个系统的运行,而且均流母线的抗干扰性能比较好。
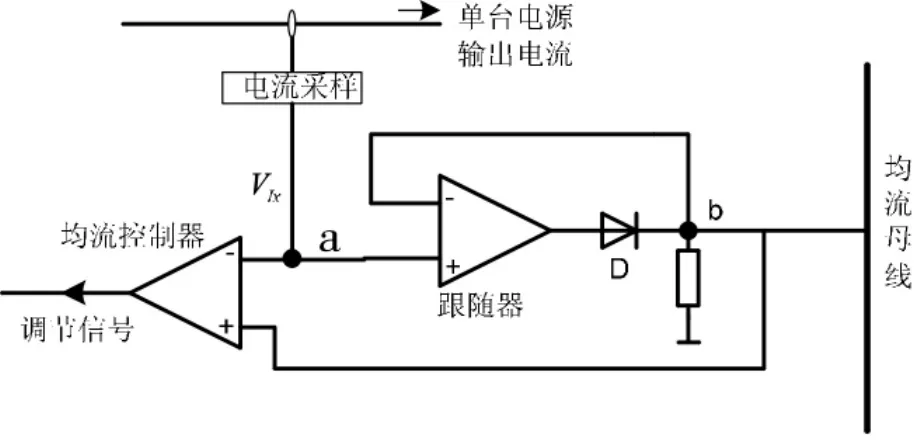
图6 最大均流法控制电路
如图6所示,假设初始各电源电流均衡,当该模块电流突然增大且最大时,跟随器的二极管D导通,其输出电压Vb等于VIx,均流母线电压被箝为VIx,由于均流母线连接到各模块的均流控制器输出端,这将使其他模块均流控制器输出变化,实现均流控制。
5 结构设计与热分析
5.1 结构设计
电源的结构设计基于以下4个原则[21-22]:
(1)保证热敏感元器件的工作可靠性;
(2)尽量减少引线长度,一方面可以降低引线损耗,另一方面还能减少电磁干扰;
(3)体积要小,便于安装、检修与拆卸;
(4)风道设计不应使气流压头损失过大,流速下降过多,且要尽量减少散热片的体积。
为保证功率器件不会因温度过高而损毁,要求器件的壳温即散热片的底板温度小于等于70℃。采用2个抽风机建立双风道进行强制对流散热,电化学电源中的主要发热器件是功率开关管、输入输出整流管,因此本设计基本流程如图7所示。

图7 设计流程图
基于以上设计原则与设计流程,设计出单机结构模型如图8所示。所设计的电源结构体积小,并能进行有效散热,从而确保了电源工作的稳定可靠。

图8 单机结构模型示意图
5.2 热分析
以图8为模型进行仿真分析,可以得到电源整体的温度分布,见图9,表1是图9中4个点A,B,C,D测温点的仿真温度与实际比较,从图中可见,仿真结果与实际十分吻合,证明热设计的有效性。
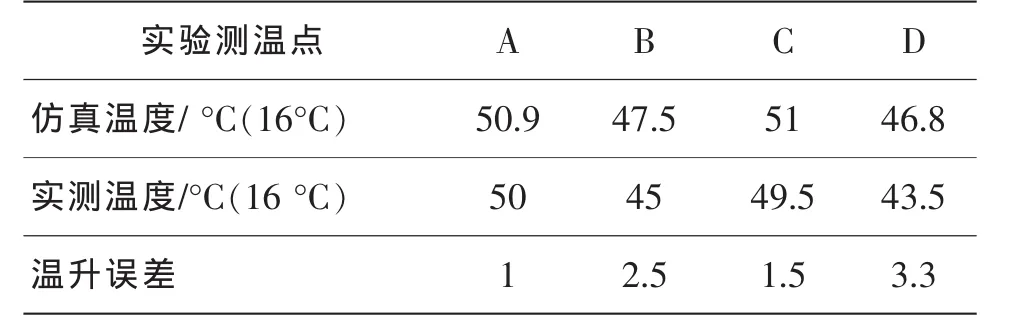
表1 仿真与实验测温点的温度比较(满载运行30 min)
6 电源信息管理系统
为保证电源的可靠性并合理控制电源的输出功率,采用智能化的上位机管理系统对电源进行实时监控。本文采用NI公司开发的Labview软件和数据采集卡PCI6221,开发了一套电源信息管理系统[23-24]。电源信息管理系统的框图如图10所示,该系统由三个子系统构成,所要实现的主要功能包括:
(1)对大功率电化学电源装备、单台电源的状态参数(16个参数以上,包括输入电压、输入电流、输出电压、输出电流、直流电压、直流电流、控制板电压、驱动板电压以及电源内部各主要部件的温度)以及工艺过程的状态参数进行实时监测及显示,动态响应速度达到微秒级;
(2)根据检测状态参数对电源进行故障诊断和故障预测,使装备平均无故障时间提高50%;
(3)实现电源之间以及电源、工艺过程之间的协调控制,提高电源的可靠性;并在实现电源节能的同时,达到工艺过程节能及提高工艺质量,减少金属流失的目的。
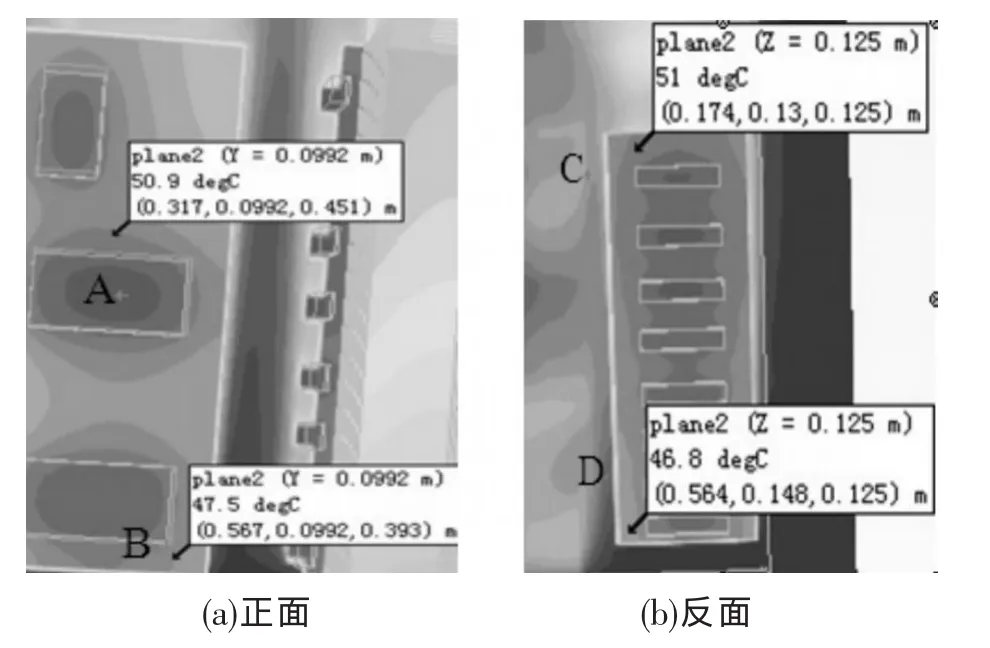
图9 电源温度分布仿真
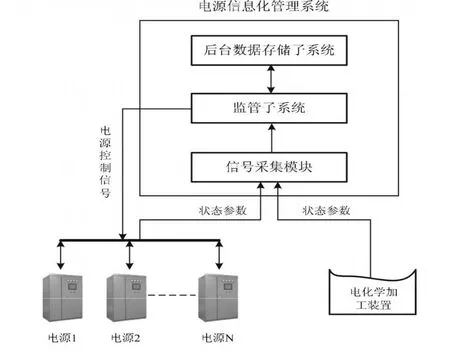
图10 电源信息管理系统框图
根据图10电源信息管理系统的工作原理,图11为设计的电源信息管理系统界面。

图11 参数设置主界面
7 实验
研制的15 V/2 000 A单台样机如图12所示,如图13为整机。对整机测试表明,满载效率可达90%,且各项指标均满足了设计要求和工业生产需求。

图12 单台高频开关电源

图13 整机
8 结论
(1) 从系统设计、主电路设计、结构及热设计几个方面全面介绍了15 V/10 kA/150 kW的新型节能电化学电源装置及其电化学工艺过程智能监控系统,对发展大功率电化学加工电源具有较好的实际意义。
(2)实验结果表明,采用移相全桥主电路以及主电路各参数的设计、电压电流并列双环的单机控制方式能够使电源有稳定的输出;系统结构设计合理,散热性好。
(3)研制的工艺过程智能控制系统,实现了对多台电镀电源的协同控制,系统效率可达90%,比传统的电化学加工装置节能20%以上,减少金属流失10%以上,节能减排效果显著。
[1]杜贵平,姜立新.电镀电源的现状及展望[J].新技术新工艺,2005,(6):68-70.
[2]杜贵平.高频开关电镀电源及其关键问题探讨[J].电气应用,2005,24(9):1-6.
[3]向荣.21世纪我国电镀设备面临的挑战与对策 [J].电镀与精饰,1999,(9):1-3.
[4]周玉飞.大功率移相全桥变换器若干关键技术研究[D].杭州:浙江大学,2007.
[5]姜桂宾,裴云庆,刘海涛,王兆安.12V/5000A大功率软开关电源的设计[J].电工技术学报,2005,20(4):94-97.
[6]郝瑞祥,郑琼林,李中桥,李 凯.基于数字化控制的大功率高频开关电镀电源研究 [J].电工电能新技术,2006,25(4):19-22.
[7]杜贵平,黄石生.60kW级软开关等离子喷涂高效电源研究[J].电工技术学报,2005,20(4):94-97.
[8]杜贵平,张波,陈立军.ZVS移相全桥变换器开关管等损耗控制策略[J].电工技术学报,2007,22(1):103-107.
[9]杜贵平.强等离子体逆变式软开关电源及其应用研究[D].广州:华南理工大学,2003.
[10]韩立圣,惠晶.高功率因数的大功率开关电镀电源研究[J].电力电子技术,2010,44(5):89-91.
[11] Sabate J A,Lee F C.Off-line application of the fixedfrequency clampedmode series resonant converter[C].IEEE-APEC 1989.1989,:683-687.
[12] Fisher,et al.A 500kHz250W DC/DC converter with multi-outputs controlled by phase shifted PWM and magnetic amplifiers[C].Proceedings of High Frequency Power Conversion.1988,:100-110.
[13] Redl R,Sokal N O,Balogh L.A new soft-switching fullbridge DC/DC converter analysis design considerations and experimentalresultsat1.5kW100kHz [J].IEEE Transactions on Power Electronics,1991,6(3):408-418.
[14] Sabate J A,et al.Design considerations for high-voltage full bridge zero-voltage-switched PWM converter[C].IEEE APEC.1990,:274-284.
[15]Liviu mihalache.A modified PWM control technique for full bridge ZVS DC/DC converter with equal losses for all devices[C].IAS 2004.2004,:441-445.
[16]Bendre A R,Venkataramanan G,Divan D M.Dynamic analysis of loss limited full bridge DC-DC converter with multimodal control[C].APEC’02.2002,:617-623.
[17] 阮新波,严仰光.直流开关电源的软开关技术[M].北京:科学出版社,2003.
[18] 袁进行,马瑞卿,樊平.带辅助谐振的移相全桥ZVS DC/DC 变换器研究[J].电力电子技术,2008,42(5):23-25.
[19] 张伟.ZVS移相全桥DC/DC变换器的设计与研究[D].武汉:华中科技大学,2007.
[20] 吕延会,张元敏,罗书克.移相全桥零电压软开关谐振电路研究[J].电力系统保护与控制,2009,37(5):71-74.
[21] R Hannemann.Electronic System Thermal Design for Reliability[J].IEEE TRANSACTIONS ON RELIABILITY,VOL.R-26,NO.5,DECEMBER 1977.
[22] 杨 旭,马 静,张新武,王兆安.电力电子装置强制风冷散热方式的研究[J].电力电子技术,2000,(4).
[23] 李雄涛,杜贵平,李树强.基于电源装备的电镀工艺过程控制系统[J].电镀与涂饰,2007,26(2):51-53.
[24] 雷振山.LabVIEW 7 Express实用技术教程[M].北京:中国铁道出版社,2004.
