电火花线切割加工中电极丝的安装
2011-02-10刘良瑞康晓勇耿红正
郭 胜,刘良瑞,康晓勇,耿红正
(黄冈职业技术学院机电工程系,湖北黄冈 438002)
电火花加工技术是现代先进制造技术的一个重要组成部分,在现代模具制造业中具有重要作用。掌握先进的电火花线切割加工技术是机电专业、特别是模具专业人才适应飞速发展的先进制造技术环境的关键。因此,会使用电火花线切割对模具零件进行加工,是高职模具专业的学生必须掌握的应用能力之一。为了加工出合格的零件,必须正确安装电极丝。
在电加工教学中,电极丝的安装作为实践教学中的一个实训项目,首先要检查电极丝的保存是否规范,导轮、挡丝装置、断丝保护、挡丝体、导电块、行程开关等是否完好;上好电极丝后要紧丝;然后校正电极丝。
1 安装前的检查
电极丝:首先要检查电极丝的保存是否规范,即使是已开封剩下的电极丝也应该封闭保存,无斑点。如在存储时有受潮、氧化、暴晒情况,那么,电极丝也会因此变脆而易断。
试运行贮丝筒:贮丝筒是贮存并带动电极丝做高速运动的机构,通过调整行程撞块来确定贮丝筒的换向位置。听一下声音是否正常,长时间带间隙的换向后,会使轴上的键槽变形胀大。丝筒轴和电机上的联轴器和键始终处于严密稳妥的配合状态,一旦出现键的松动和联轴器的撞击声,要立即更换联轴器的缓冲垫和键。在运行贮丝筒的同时,可以行程开关等是否灵敏。
导轮的主要作用是减少摩擦力和钼丝定位。如出现导轮位置不对,就不可能加工出合格工件;导轮不转,表面磨损加剧,导轮表面很快就会被钼丝割成凹槽。若凹槽较浅,当钼丝有较大的抖动时,会使钼丝局部过分靠近工件,从而使放电电流过大或因拉弧而烧断钼丝,同时切割面表面质量变差;若凹槽较深,高速运动的钼丝在轻微的抖动下,就会被凹槽两壁夹断。因此,一定要仔细检查导轮上与钼丝接触的表面。
其他易损件检查:导电块的主要作用就是导电。而导电块极易损坏,如被割成深凹槽、表面被氧化等,都会导致导电块与钼丝接触不良。当接触不良时,可能会导致高频脉冲电流很小,甚至没有高频脉冲电流输出。挡丝装置的主要作用是定位钼丝,检查排丝柱(挡丝销)是否已被割成凹槽。
2 上丝
以HCKX250数控电火花线切割机床为例。该机床有半自动上丝功能,如图1所示。上丝前将运丝速度旋钮调至“1”档,将贮丝筒左右行程档块分别固定在极限位置。半自动上丝时,先用摇把将贮丝筒逆时针摇至右端极限位置,将丝盘上电极丝一端拉出绕过上丝介轮和一个导轮。将丝头从贮丝筒下边拉出,固定在筒端部螺钉上,剪掉多余的丝,顺时针转动丝筒2至4圈后,打开张丝电机开关,继续用摇把转动丝筒,使丝筒一端绕至10~15 mm宽度后,取下摇把,开启贮丝筒运行按钮,电极丝就均匀整齐地绕在丝筒上,接近极限位置时,停止贮丝筒运行,关掉张丝电机开关,剪掉多余的电极丝,固定好丝头,半自动上丝完成。

图1 HCKX 250线切割上丝图
手动上丝不需开启丝筒,用摇把一直匀速转动丝筒即可将丝上满,上丝前准备工作和上完丝后各操作步骤同半自动上丝。
中走丝线切割机DK 7735的上丝则较为简便,如图2所示。将运丝类型按钮调至“上丝”档,也是从贮丝筒右端位置开始,手持装有丝盘的轴杆,开启贮丝筒运行按钮进行上丝,即可整齐地完成上丝任务。手动上丝没有自动上丝的效果好,一般不主张手动上丝。
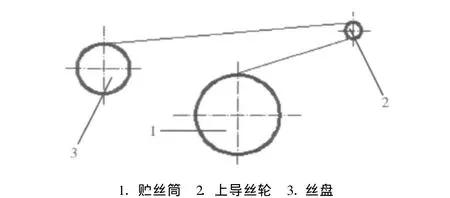
图2 DK7735线切割上丝图
3 穿丝
以HCKX250数控电火花线切割机床为例。首先将张丝支架拉至最右端位置,用插销8定位,然后取下贮丝筒1一端电极丝头并拉紧,以防乱丝(图3),从下向上,依次将丝绕过各种导轮,最后将电极丝头从贮丝筒上边拉至螺钉处固定,剪去多余丝,检查丝是否都在导轮槽中,与导电块4接触是否良好。然后,用摇把转动贮丝筒反转几圈,拔下张丝滑块7上的插销6,手扶张丝滑块缓缓放松,穿丝操作结束。

图3 HCKX250线切割机床穿丝示意图
DK 77系列数控电火花线切割机床穿丝相对简单些,如图4所示。穿丝结束后,要检查电极丝是否都在各导轮槽中,在导电块上下的位置是否正确,与导电块接触是否良好。

图4 DK77系列线切割机床穿丝示意图
4 贮丝筒行程的调整
电极丝穿完后,用手持紧丝轮进行紧丝。紧丝是线切割加工的一个重要环节,直接影响电极丝的张力。电极丝过松,张力就会过小,对运行时电极丝的振幅和加工稳定性影响较大,易断丝,且影响工件质量和切割速度;电极丝过紧,张力就会过大,也易断丝。因此,电极丝的松紧要合适,紧丝后要调整贮丝筒的行程。
贮丝筒是贮存并带动电极丝做高速运动的机构,通过调整行程撞块,来确定贮丝筒的换向位置。调整时,根据贮丝筒上电极丝的多少和位置来确定贮丝筒的行程。为防上机械性断丝,在行程挡块确定的长度之外,贮丝筒两端应各留5~8 mm贮丝量,这样才能保证贮丝筒正常运行而不断丝。
调整方法:把贮丝筒运行至一端,在轴向剩下5~8mm处停止,松开相对应的限位块上的紧固螺钉,沿调整槽移至接近开关的中心位置后拧紧。然后,反向移动贮丝筒,调整另一端的限位块位置,其调整方法同上。
5 电极丝的校正
电极丝的校正是一个很慎重、很认真的工作,绝不可草率从事。检查时,测量断丝保护开关是否开启。如不是,应调整至断丝保护位置,使断丝保护开关处于常开状态。
校正钼丝时,除电表显示的专用仪器外,多数采用靠放电火花找正的办法,这也是最直观的方法。最方便的找正器当然是四方六面体,只要将其放置于机床的床面上,用 X、Y坐标分别测量相邻3个面是否垂直即可,其误差值便一目了然。火花校正是在无水小电流状态下进行的,一般开一只功放管就行。否则,很快使校正工具伤蚀累累。
为确保切割工件的精度,在切割之前应用找正器对电极丝进行垂直找正(图5)。其方法是:先擦干净工作台面和找正器4个面,保持干燥条件,移动Z轴至适当位置,找正器(即四方六面体)底面贴实于工作台面,找正器的A面平行于X向或Y向,用手控盒或用手直接移动工作台5的 X坐标或Y坐标,使找正器的B面或C面贴近电极丝1,调用控制电源微弱放电功能(即调出定位功能中的火花找正)或打开一只功放管,移动工作台让找正器接近电极丝。当电极丝与找正器之间距离满足放电条件时,可以看见微弱放电火花。根据上、下放电火花间隙判断电极丝的偏斜方向,通过手控盒点动U轴或V轴坐标或直接调节U轴或V轴坐标,直到放电火花均匀一致,X、Y方向分别进行后,电极丝就找正垂直了。横、纵两个方向应交替调整重复两次。
