电火花线切割全闭环控制装置的设计研究
2011-02-10蔡永一张向春
蔡永一,张向春
(温州市飞虹电子仪器厂,浙江温州 325029)
随着航天航空、军工、汽车等制造领域,特别是精密模具制造业的迅速发展,对数控电火花线切割机床的精度提出了更高的要求。虽然国内外研究人员和设备制造商采用信息化、智能化等各种技术手段,不断提高脉冲电源主机结构、运丝系统、数控系统等的技术水平,在提升机床加工效率、切割精度、表面质量等方面取得了一定的成效,但切割精度始终难以达到理想的效果。
电火花线切割机床的机械固有特性,控制系统的开环结构,X、Y轴拖板(工作台)的机械驱动结构(由数控系统发出步进信号,步进电机驱动齿轮经丝杠转换成位移),丝杠的非线性(自身精度)、磨损,齿轮的装配间隙以及导轨磨损与步进电机失步等因素,都会引起位移误差,使线切割机床工作台不可能达到精密的位移要求(位移精度1μm),最终影响切割精度。为此,研制开发了一种线切割全闭环控制装置,其原理结构如图1。
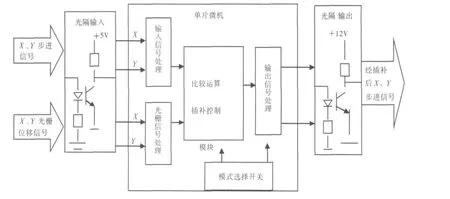
图1 线切割全闭环控制装置原理结构方框图
本装置原理是采集现有线切割编控系统(或线切割控制器)输出的 X、Y轴步进信号与机床X、Y轴拖板的光栅尺位移信号,经光电隔离后,由内部单片微机对步进信号进行辨向、计数;对光栅尺信号进行倍频、辨向、计数、抗干扰处理,然后将步进信号输入的计数单元与光栅尺位移信号的计数单元,逐步进行比较运算,判断机床工作台(X、Y拖板)位移是否到位,再进行插补处理,通过模式开关选择相应的步进电机驱动方式(三相六拍、五相十拍等),输出相应的步进驱动信号,经光电隔离后由步进驱动电源驱动步进电机。对机床位移逐步跟踪补偿,以达到机床 X、Y轴拖板的位移精度要求,实现线切割机床数控系统的全闭环控制。
单片微机内部程序流程图如图2。
本装置与机床控制系统连接方框图如图3。本装置外形如图4。
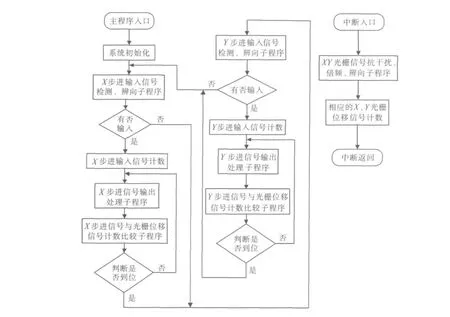
图2 程序流程图
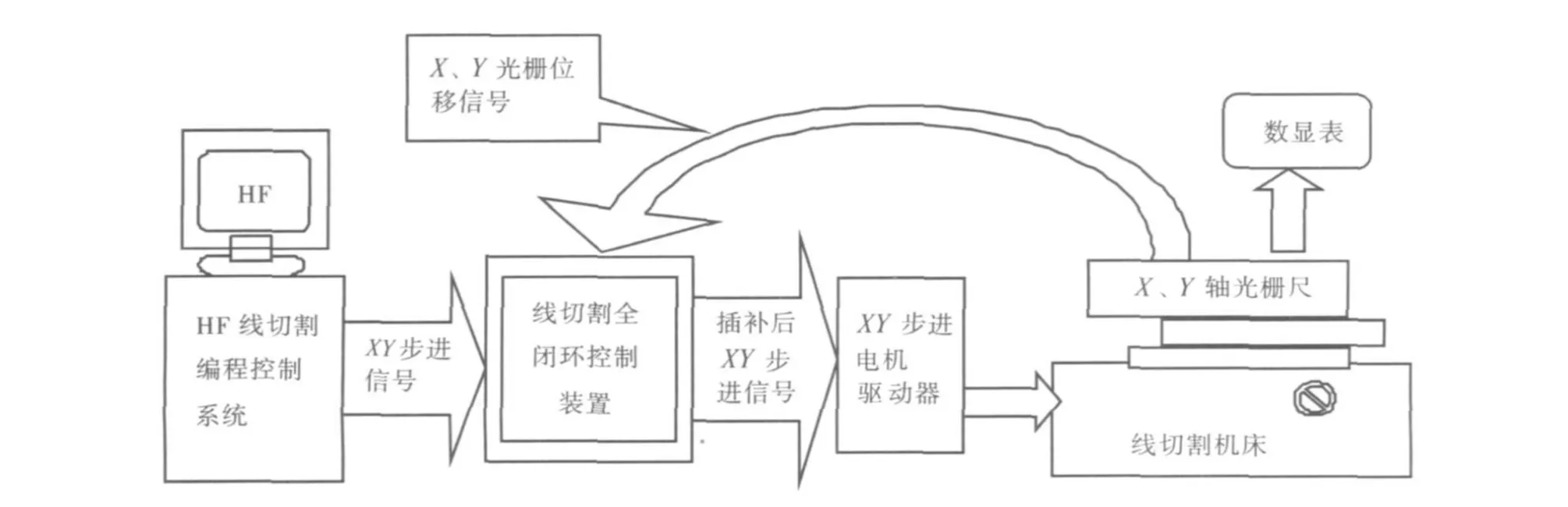
图3 控制装置与机床控制系统连接方框图

图4 线切割全闭环控制装置外形
本装置具有以下几大特点:
(1)通用性,能兼容国内各种型号线切割控制器及编控软件,实现全闭环控制。
(2)精度高,能使线切割机床X、Y轴拖板位移精度达到≦5μm。
(3)多种步进电机驱动方式输出(三相六拍、五相十拍、五相十拍节电等)。
(4)故障模式(当光栅尺或光栅信号出现故障时,实现原有的开环控制模式)。
(5)可分别对X、Y输出信号进行反向选择,实现步进电机的反方向运转。
本装置经一年多时间的研制开发,现已形成较完善的产品样机,已申请实用新型专利(201020258641.4)。经用户实际联机应用,各项技术指标均达到设计要求,能使线切割机床X、Y轴拖板位移精度达到≦5μm,是线切割机床生产厂家配套与旧机床改造的理想控制装置。
