甲醇精馏废水在循环流化床锅炉上的焚烧处理
2011-02-09殷延星马剑飞段玉华
殷延星 ,马剑飞 ,段玉华 ,陈 丽
(河南省煤业化工集团煤气化公司 义马气化厂 ,河南 义马 472300)
河南省西部某甲醇厂现有甲醇合成装置3套,其中6万t/a、8万t/a、10万t/a生产装置各一套,采用低压羰基化反应生产甲醇。甲醇生产过程中产生高COD工艺废水,在精馏工段排出,该废水原设计采用生化处理,但实践中发现该废水中污染物主要为长碳链的石蜡及高级醇类,难以生化降解,直接排往生化处理装置将使生化过程无法进行。
近年来废水焚烧技术在污水处理中得到较多应用,特别是焚烧不含盐的有机废水,效果显著,已报道的应用领域包括丙烯腈废水处理、含酚废水处理、高浓度焦化废水、己二胺有机废水等[1-4],但目前还未看到有关废水焚烧技术在甲醇含蜡废水处理上的应用报道,该厂技术人员经过调研论证,认为甲醇精馏废水不含盐,有机物含量高,较适于采用废水焚烧技术。2010年,在该厂原有循环流化床锅炉上进行了改造,安装了废水焚烧装置,经过近半年的实际运行,取得了良好的效果。
1 实施前的论证工作
1.1 甲醇精馏废水的水质
甲醇废水在甲醇合成、精馏过程中连续产生,甲醇废水中主要杂质成分为石蜡(具体见表1),包括碳原子数为18~30的烃类混合物,主要组分为直链烷烃(80%~95%),还有少量支链的烷烃和带长侧链的环烷烃。由于废水中除水外全部是有机物,所以在焚烧过程中,产物为水蒸气和二氧化碳,较适于采用焚烧处理技术。
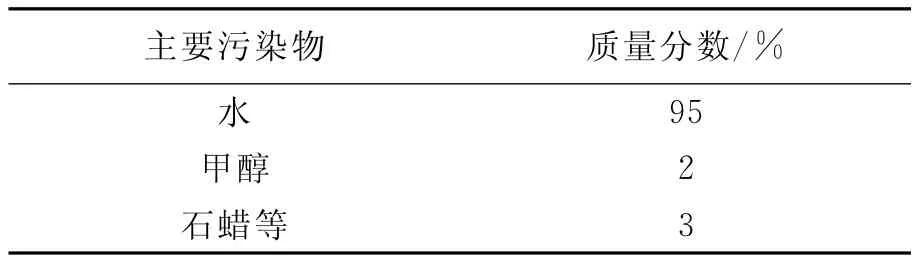
表1 甲醇精馏废水水质
1.2 焚烧装置的选择
目前各种废水焚烧一般采用专门的工业废水焚烧炉,要新建一套焚烧炉,并配套原料煤系统、给水系统、烟气处理系统、烟气排放系统,设备投资很大,同时,因焚烧炉装置产生的蒸汽压力在1.5MPa左右,不能运用到厂区现有任何等级的蒸汽管网系统中。经过调研并和相关厂家进行技术交流,决定对现有循环流化床锅炉进行技术改造,使之用于废水焚烧,从而节约设备投资。
2 改造实施
2010年通过对国内外甲醇生产废水的处理技术进行调研,该厂结合现有装置情况,决定采用甲醇废水进流化床锅炉进行焚烧,工艺流程见图1。
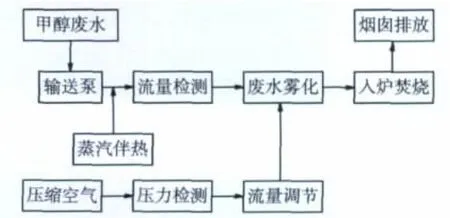
图1 甲醇含蜡废水处理流程示意图
增加两台废水泵,一开一备,放置于甲醇界区废水储罐;从废水储罐敷设新管道至流化床锅炉界区,与废水焚烧系统管道碰头,然后送入锅炉焚烧。因甲醇废水内含有石蜡等凝固点较低的杂质,为了防止含蜡杂质长距离输送产生凝固堵塞管道,保证管道正常输送,在整个废水管线上增加伴热管道,蒸汽或冷凝液就近接自(至)蒸汽分配站或冷凝液收集站。废水焚烧时所用的焚烧枪,采用耐高温特种材料,废水进来后需压缩空气使其雾化燃烧,所用压缩空气,由流化床锅炉界区装置空气管道甩头配管接至废水焚烧系统。装置设计条件见表2。
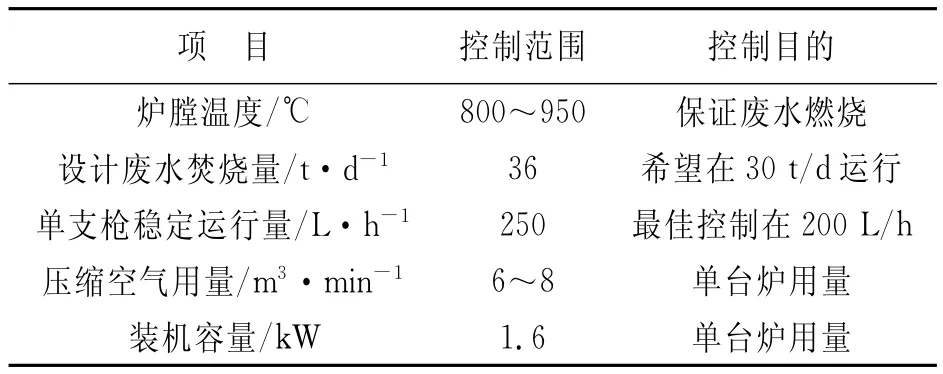
表2 设计条件
3 试运行
3.1 开车前准备
开启总电源,启动单台设备,检查仪表的显示是否正常。检查压缩空气,保证压缩空气压力在0.5 MPa,通知压缩空气岗位,准备消耗8m3/min的压缩空气的使用量,伴热系统运行稳定。自动控制系统处于工作状态。
3.2 操作步骤
系统开车:首先设备安装完成应进行管线的吹扫,并且确认电动调节阀能够自由关闭。打开压缩空气管道阀门,经过5min后,确认压力变送器压力正常,保证压缩空气的用量稳定,系统不会出现压力不足而停车。通知废水产生车间,启动废水泵,当废水压力在0.2MPa时。可以启动焚烧系统,调整废液管线上的球阀,保证流量在200L左右。调整压缩空气,使雾化达到规定的要求。系统稳定运行10min,检查各项指标,主要是流量计,保证每支枪的流量在200L左右,并且每半小时巡检一次。
系统停车:当系统因为紧急状态或者锅炉处于需要停止时,系统准备停车。首先关闭废水阀,然后开启电磁阀,反复吹扫管线3次,确保系统管路没有废水积存,关闭压缩空气阀。退出废水枪,安装护套内管。通知废水车间停止废水输送泵,打开反吹放流阀,启动系统反吹,将管道废水吹回废水车间,防止石蜡凝结。关闭系统电源。
3.3 操作要点
①废水操作压力控制在0.1~0.3MPa内,压力不应太高,尽可能开启数量相应的燃烧枪。②冬季运行,注意巡检在1次/h,巡检采用手触摸燃烧枪不锈钢软管丝接头的温度,防止被冻结。③巡检注意废水的温度变化,控制废水温度可以在50℃以上。④巡检压缩空气,防止没有压缩空气,引起废水雾化不好,引起燃烧枪堵塞,压缩空气压力应在0.4MPa以上。⑤在焚烧量过低时,可以将另外一台炉的燃烧枪取出,防止长期在炉内高温氧化,同时可以节省压缩空气的用量。
4 废水焚烧运行情况
废水焚烧装置自2010年12月16日开车投用至今,从锅炉运行数据上看,除了燃烧区炉膛温度有些降低外,燃烧工况、炉膛含氧量,烟气成分等都没有发生明显的变化,锅炉的负荷未受到影响。

表3 锅炉运行参数对照
装置投运后,每小时处理含蜡废水量3t,使甲醇生产废水全部得到了处理,同时使生化处理系统环境得到较大改善,解决了甲醇废水长期以来难以处理的难题,为企业节能减排、环境治理起到了作用。
5 结论
通过循环流化床锅炉的焚烧处理,彻底解决了该甲醇厂废水处理问题,达到了工业废水的零排放。同时大大改善了装置区的大气环境,与其它废水处理系统和处理工艺相比,该处理工艺简化了处理流程,降低了投资,提高了废物的有效利用,可向同类或相近企业推广使用。
