倒置式车铣复合加工中心自动上料装置的设计
2011-02-03齐风华徐世昌
刘 江,齐风华,徐世昌
(1.北京科技大学机械工程学院,北京 100083;2.鑫泰科技集团,山东 275500)
倒置式车铣复合加工中心自动上料装置的设计
刘 江1,齐风华1,徐世昌2
(1.北京科技大学机械工程学院,北京 100083;2.鑫泰科技集团,山东 275500)
针对数控机床自动化加工生产线的需要,结合倒置式车铣复合加工中心的结构布局和特点,设计了工件自动上料装置。根据工件定位的要求,完成整体方案的选择,通过传动结构、运输单元和预定位结构的设计,实现自动上料装置的定位精度。为机床数控化改造和新设计机床辅助装置提供合理的依据。
数控机床;自动上料装置;结构设计;定位
0 引言
自动上料装置在数控机床中的应用越来越广泛,这样可以节省人力、提高生产效率和保证工作的稳定性[1-2]。自动上料装置使散乱的中小型工件毛坯,经过合理机构,实现定向排序,然后顺序的由上下料装置把它送到机床的工作位置上,或把工件取走。为保证工件的重复定位和轴向定位,从传动结构、进给送料结构、预定位结构和检测装置设计进行定位保证。经过实践验证,自动上料装置结构合理,成功配合倒置式车铣复合加工中心进行零件加工。
1 倒置式车铣复合加工中心的结构特点
1.1 倒置式车铣复合加工中心介绍
倒置式车铣复合加工中心是近年来出现的一种加工形式。这种机床主轴在上方、刀具在下方。主轴上安装动力卡盘,夹持工件后移向刀具,完成进给运动,刀具通常不移动[3]。与传统立车相比较,这种方式简化了机床配置和结构,有利于冷却液和切屑的排出,易于保证加工精度。VTD350是鑫泰公司自主研发的精密倒置式车铣加工中心,主要针对中小型盘类零件批量加工;可以解决一般车床工件装卡耗时、耗力,工人劳动强度大等缺陷,大大提高了生产效率。
倒置式车铣复合加工中心主体部分由主轴箱、滑鞍、床身、自动上料装置四大主要部件组成。床身在最下方,起主要支承作用;箱形滑鞍在床身上左右移动,既能支撑其主轴箱的上下移动,又能保证X向精密进给;主轴箱属箱体类零件,安装在滑鞍正前方,起支撑主轴和完成Z向进给功能;多工位的动力刀塔安装于床身左下侧,刀盘上装有加工用刀具,可以完成车、铣、镗、钻等工序。工作时滑鞍沿床身丝杆导轨在X方向移动,主轴箱沿滑鞍丝杆导轨在Z方向移动,X、Z向移动至固定位置,配装在主轴上的动力卡盘松开或抓取工件后,移动至加工区域,然后由动力刀塔的刀具完成切削加工。总体结构布局如图1所示。

图1 倒立车整体结构布局模型
1.2 倒置式车铣复合加工中心对自动上料装置定位
自动加工生产线上的一个必备装置就是自动上料装置。根据自动化生产线节拍指令要求,自动上料装置将工件准确送至指定位置,再由机床动力卡盘或机械手将工件抓起至自动加工区域进行后续的自动加工[4]。在自动上料的过程中,不仅需要工件在指定节拍内传送至准确位置,而且希望在机械手抓取工件或加工设备的动力卡盘抓取工件时,在机械手的抓取方向或卡盘的轴向方向上准确定位[5]。这就要求自动上料装置一方面在工件传送方向上定位准确,另一方面在工件被抓取方向上也要便于准确定位。由于倒置式车铣复合加工中心的主轴箱在机床的上部,安装于滑鞍上,可随滑鞍左右移动,自身也可上下移动。主轴箱配装有动力卡盘,因此可随滑鞍移动至指定位置,上下移动抓取由自动上料装置运送过来的工件,然后移动至加工区域进行加工。在这个自动上料的过程中,一方面工件要准确地被传送至指定的位置,另一方面机床的动力卡盘在抓取工件时,必须能够使其在轴向准确定位。
2 自动上料装置的设计
2.1 自动上料装置的方案选择
自动上料部分结构布局形式如图2所示的两种形式分别为循环进给送料(图2a)和单向送料(图2b)。可循环上料结构可放置工件数量较单向送料结构可以多出很多,提高了上料工作效率。
根据机床空间位置,VTD350拟采用循环上料方式上料。图3所示为VTD350自动上料装置。置于床身右侧,该装置包含5个运输单元,可单独移出更换,具有模块化机构的灵活性。

图2 上料布局方案的对比

图3 自动上料装置整体结构布局
2.2 工件预定位结构及其定位精度的保证
倒置式车铣复合加工中心对自动上料装置需满足以下要求:
(1)工件要准确的被传送至指定的位置;
(2)机床的动力卡盘在抓取工件时,必须能够使其在轴向准确定位。
VTD350自动上料装置采用以下的结构设计保证工件的定位以及重复定位精度。
2.2.1 传动结构
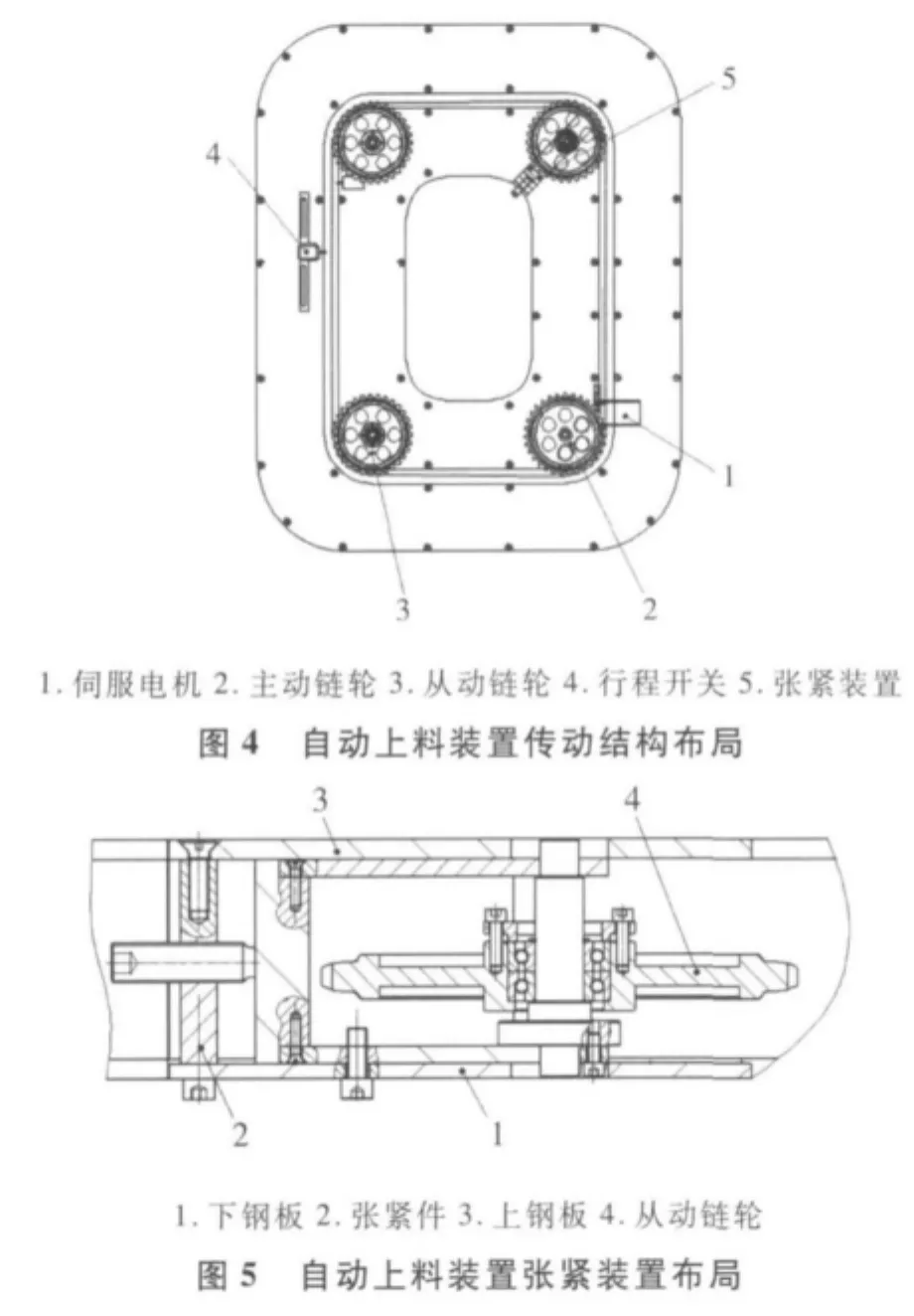
自动上料装置的传动结构由主动链轮、从动链轮组成,在伺服电机的驱动下,并经减速机的减速后带动链轮链条在上、下钢板之间进行循环进给运动。如图4为传动结构布局。
由于链条与链轮间属于带有中间挠性件的啮合传动、链条运行轨迹的周长不是链条节距的整数倍以及链条工作时间过长,导致链条不可能张紧,在循环运动中链条会左右摆动、松紧度不一,最终会导致工件定位不准。设计一个张紧装置,用以张紧链条,其目的就是使链条正常啮合及退出啮合、避免产生振动、跳齿或脱链现象,保证定位精度[6-7]。如图5为张紧装置结构布局。
2.2.2 运输单元
循环进给送料(图2a)中运送工件的结构过于简单,无法保证工件的定位以及重复定位的要求,且工件在运输时工件底面与导轨面摩擦力过大,为了消除摩擦力的影响,一方面需要大功率的电机,另一方面需要工件底面提前加工好,减小摩擦;工件输送到取、放料的位置后,为保证其轴向定位,需要设计一个柔性的装置,以便动力卡盘能下压,保证工件的轴心与卡盘的轴心一致[8]。针对以上要求VTD350自动上料装置设计了运输单元来满足要求。运输单元与钢板之间通过万向球来接触,使滑动摩擦变为滚动摩擦,大大减小其摩擦力,降低工件的惯性和带动工P件所需的扭矩;运输单元内部配装弹簧装置,使其为一柔性装置,工件放置于上,动力卡盘在夹持工件时可以根据不同的要求下压工件,以保证工件的轴向定位精度。自动上料装置运输单元结构如图6所示。
传动单元的传动装置安装于上、下钢板之间,运输单元通过均布安装于底部托盘的万向球放置于上钢板上,由牵引轴和导向轴实现两部分的连接和运动。牵引轴一端与托盘连接,另一端与牵引块连接,在牵引块上采用两个螺栓插于不锈钢空心链中,实现链条与运输单元速度的同步及功率的传递;导向轴一端与托盘连接,另一端配装轴承并于上钢板导轨槽中滑动,增强运输单元在运动中的稳定性。

图6 自动上料装置运输单元结构布局
2.2.3 工件预定位
工件放置于运输单元上,运输单元在链条的带动下循环运动,经历启动,匀速,减速,停止的过程,并在转弯处会受离心力作用,在这些过程中,工件都可能在运输单元上移动,使工件自身的轴线与运输单元的轴线产生偏移,若偏移量超过动力卡盘的最大张开位移,则动力卡盘便不能抓取工件运送至加工区域。针对以上情况需设计预定位结构,工件放于运输单元上后,通过预定位结构,尽可能保证保证工件的轴心线与运输单元轴心线一致。

自动上料装置预定位结构的工作原理为工件放于运输单元的上面板上,上、下面板上分别洗出轨道相反的圆弧槽,定位柱安装于上、下面板轨道槽交接处。使上下面板绕中心线相对转动,带动定位柱在上下面板的轨道槽中移动,三个定位柱可以同时同速加紧工件,使工件移至面板的中心,保证工件的定位精度。
3 结束语
在自动上料装置的设计过程中,工件定位问题的处理是否合理直接影响到加工精度和使用性能,具有十分重要的作用[9-10]。通过上述几种结构的设计和分析,成功解决了倒置式车铣复合加工中心自动上料问题。这种上料装置具有很强的推广价值,可以广泛应用于数控自动化生产线。
[1]齐让孝.自动上料技术在车削中的应用[J].产品与技术,1996(2):67-69.
[2]李培宏,周孜亮.一种新型零件自动输送装置[J].组合机床与自动化加工技术,2009(8):82-84.
[3]张曙,陆启建.倒置式复合加工系统[J].航空制造技术,2008(5):56-57.
[4]鲍风雨.典型自动化设备及生产线应用与维护[M].北京:机械工业出版社,2009.
[5]吕景泉.自动化生产线安装与调试[M].北京:中国铁道出版社,2009.
[6]《机床设计手册》编写组.机床设计手册[M].北京:机械工业出版社,1986.
[7]赵成刚,狄景微.链传动运动特性的分析[J].安阳工学院学报,2009(2):29-31.
[8]李洪.实用机床设计手册[M].沈阳:辽宁科学技术出版社,1999.
[9]刘晓刚,刘志勇,王滨.高精度自动送料系统设计[J].机电工程技术,2004(11):63-65.
[10]常淑凤.自动上下料装置的设计与研究[J].电脑知识与技术,2009(10):76-78.
(编辑 李秀敏)
The Design of Automatic Feeding Device in Inverted Milling Com plex Machining Center
LIU Jiang1,QIFeng-hua1,XU Shi-chang2
(1.University of Science and Technology Beijing,Beijing 100083,China;2.Goldsun Technology Group,Shandong 277500,China)
In order to meet the requirements of the CNCmachine tools for the Automatic Product Line,combining w ith inverted milling complexmachining center layout and features of the structure,Automatic feeding device is designed.Based on the claim of the workpiece positioning,complete the selection of the integrative program.Designing transmission structure、transport unit and pre-position structure to realize positioning accuracy of the automatic feeding device.Providing rational basis of the new machine assist device selection and numeric control reform.
NCmachine tool;automatic delivery mechanism;structural design;position
TP391
A
1001-2265(2011)06-0091-03
2010-11-11;
2010-12-14
刘江(1969—),男,北京人,北京科技大学机械工程学院副教授,博士,主要从事数控机床等方面研究,(E-mail)Liuj_69@126.com。
