两种加速器靶驱动装置的比较与维修探讨
2011-01-31唐志全刘仁云
唐志全 刘仁云 蒋 泽
医用高能电子直线加速器一般配置2~3档X射线能量和6档电子线能量。在加速波导的末端是因不断被加速而获得能量的电子束,将电子束直接引出可以得到电子线治疗模式;电子束轰击重金属靶则可以获得相应能谱的X射线,从而得到X射线治疗模式。靶装置密封在靶端真空中;射线种类与能量间的转化,由靶驱动装置——驱动靶装置来完成,靶驱动装置在真空外。引出的电子束或X射线与治疗床面垂直,因此电子束的引出窗和X射线靶面则会与治疗床面平行。加速波导与治疗床面平行或接近平行,因此需要偏转磁铁来改变射线方向;而且因为电子束流能谱的色散原因,偏转磁铁还起到消除色差的作用。为了减少照射头的漏射线,各个结合部还设计了许多铅钨合金或不锈钢屏蔽挡块。这些都给靶装置或靶驱动装置的检测或维修操作带来诸多不便,因此靶驱动装置的检修一定要操作得当。
1 两种靶驱动装置的工作原理分析
瑞典医科达Elekta公司的加速器Synergy机型(简称E机),美国瓦里安Varian公司的加速器CL2300CD机型(简称V机)。
1.1 E机
E机采用行波加速,电子束流能谱发散较小,采用90o3级复合消色差偏转。由于加速管与治疗床面呈22o夹角(机架为0o),因此实际为偏转112o。3级分别是顺时针44o、逆时针44o和顺时针112o的滑雪式偏转。
靶装置飞行管枪端方向连接波纹管以实现在飞行管整体运动时管内仍然保持真空状态,飞行管主体夹在3级偏转磁铁的磁极缝隙中,其用于运动的间隙<0.2 mm,近乎是紧配合结构。在飞行管驱动组件驱动下,飞行管可以在水平面上的枪-靶方向作轴线运动,以实现靶-窗转换。E机配置3档X射线,共用一块钨-铼-铜的合金靶,电子窗为一薄块镍片。
飞行管驱动组件分为A、B两部分,总体呈“T”字结构。A部分是“T”字的横,B部分是“T”字的竖。A部分顺飞行管的轴向方向安装在B部分之上,调整前后位置可以调节飞行管的初始位置。A部分包括直流电机M1、驱动齿轮、从动齿轮和从动轮轴及沿从动轮轴的滑槽。滑槽两端是微动开关SW1(X射线)和SW3(电子束),从动轮旁是开关SW4。B部分垂直于飞行管的轴向方向安装在偏转磁铁组件上,包括推拉飞行管的“L”形曲臂、弹簧张紧的大于号“>”形曲臂和电位器RV1。继电器PLA1和PLA3变换电压极性实现电机正转或反转,电机旋转时带动从动轮轴旋转,从动轮轴旋转带动微动开关压合杆及“L”臂顶端沿滑槽运动。从动轮旋转一圈,联动凸杠将会压合SW4闭合从而使电机停止转动。“L”臂长臂顶端的滑动使“L”字平面以底部的“横”为轴进行旋转,使位于飞行管轴线上的“L”字倒钩短臂沿飞行管轴线运动,同时将倒钩短臂的推拉力放大。对应于“L”臂长臂顶端两个端头位置,倒钩短臂有两个位置,分别对应于飞行管内的靶-窗中心,因此飞行管在轴向上的运动行程是靶-窗中心点间的距离,飞行管向枪端缩回是X-线靶位,向靶端拉出是电子束窗位。微动开关压杆在滑槽两端压合至SW1和SW3时,指示当前靶位。SW1、SW3和SW4的编码生成Item 200 TARG TYPE,指示靶类型。“>”型曲臂被飞行管枪端法兰盘推动使电位器RV1与飞行管位置联动,电压值编码后生成item 262 TARGET CHK,用于监测靶位置是否到位。
由于设计上的原因,拆装飞行管驱动组件的步骤繁琐且需要非常仔细∶①吊起并移开整个机头组件;②完全排水并拆卸飞行管和偏转磁铁上的冷却水进出水管;③进行去真空处理;④拆开飞行管与波纹管接头;⑤移出飞行管;⑥吊起并移出偏转磁铁组件;⑦从偏转磁铁组件上拆下飞行管驱动组件。逆顺序回装各组件时,需要加水排气泡和抽真空处理。
1.2 V机
V机采用驻波加速,电子束流能谱发散很宽,必须是270o3级复合消色差偏转。加速管与床面平行,所以3级偏转分别是3个逆时针90o。靶驱动装置位于电子束流进入1级偏转前的上方空位(机架为0o)。
V机配置2挡X射线,分别配备2块不同的合金靶,低能靶较薄而高能靶较厚。电子线模式时靶块完全缩回,电子束直接从靶下方的铍窗射出。靶端伸进的第一块靶是低X射线,继续伸进的第二块靶为高X射线。靶装置共3个位置,缺损位置为电子线和零模式(No Mode)。
靶驱动机械总体呈“工”字形结构,上端一横是圆形不锈钢引导棒及其轴承外套,下端一横是气缸轴和气缸套,引导棒的轴承外套与靶组件的安装臂一体呈“T”字形。竖直安装臂由螺帽固定在气缸套上,气缸套运动时带动靶装置安装臂和轴承外套滑动,在推拉靶时保证运动轨迹平行于引导棒。靶装置组件的远靶端固定于安装臂上并密封真空,通过波纹管的伸缩实现靶块在真空内运动。固定引导棒后,靶位置监测微动开关组固定在引导棒最左端不动,3个开关的压合杆随轴承外套而运动。气缸活塞轴螺丝杆旋进固定的调节扣的丝套内,通过调节丝杆旋进的深度调节气缸套的初始位置,使电子束击于靶中心。气缸活塞轴螺丝杆用螺帽固定于调节扣的丝套内。
气缸是一种3位置双活塞气缸,每个活塞均为4重铝合金环与缸套紧配合、双重腈纶密封环密封。双活塞间距固定,中间固定于缸套之上的三位置适配器。
当压缩空气从气缸的E(电子)孔输入时,空气进入X-1(高X射线)端活塞与适配器间的缸腔,活塞右移(实际是缸套左移)至X-2端的活塞与适配器相碰,即缸套左端,此为靶位置的电子束位置,靶块完全拉出电子束流路径。
当压缩空气从气缸的X-1孔输入时,由于X-2端的缸腔无压力,缸套右移至X-1端的活塞与适配器相碰,此为靶位置的高X射线位置。
当压缩空气从气缸的X-2孔输入时,分为两种情况。若从电子线变换到低X射线位置,此时X-2端的缸腔逐步加压,由于双活塞间的最大气压导致缸套逐渐右移至X-2端缸腔而达到最大气压,此时为中间位置;若从高X射线位置变换到低X射线位置,由于X-1端缸腔无压力,使缸套逐渐左移。由于双活塞间的最大气压,当X-2端缸腔达到最大气压时,也位于中间位置。
气缸由两个相同的24 V直流电磁阀L2和L3供气推动。电磁阀为4个气孔∶进气孔(IN),排气孔(EXH),阀控输气孔1和2。电磁阀通断电的气孔逻辑见表1。
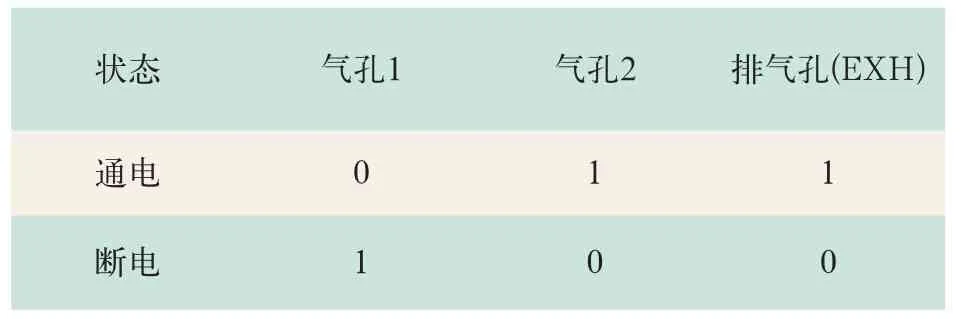
表1 电磁阀通断电的气孔逻辑
电磁阀L2和L3的通电、断电由控制命令将J81-8和J81-10接地来完成。靶位置与电磁阀通电、断电逻辑见表2。

表2 靶位置与电磁阀通断电逻辑
电磁阀L3与L2是级联关系,L3的进气孔IN连接L2的输气端1,压缩空气从L2的IN端引入。当电磁阀L2断电,L3通电时,L2仅为1孔输出,而L3为2孔输出,即气缸的E孔输入,即为靶位置的电子束位置。直到两活塞间压力达到最大压力时,后续空气从L3的排气孔EXH排出。当电磁阀L2通电、L3断电时,L3的进气孔IN端无输入,L2的2孔输出给气缸的X-2孔,此为低X射线位置。当L2、L3均断电时,气路从L3的1孔输出给气缸的X-1孔,即为高X射线位置。
微动开关组的S0,S1,S2分别提供高X射线、低射线X和电子束的靶位置连锁,如果未被压合到地电平,则出现TARG靶连锁。
2 两种靶驱动装置的比较
两种加速器的靶驱动装置动力特征分明,E机和V机分别为电动和气动。实现电子束流在真空中轰击靶的措施均采用可伸缩的波纹管。E机驱动飞行管整体平移使得X射线靶、电子窗完全分开,X射线不经过电子窗,维修时需进行去真空和抽真空处理;V机仅驱动靶块移动,作为引出窗的电子窗固定,X射线经过电子窗,维修时不涉及真空处理。E机的X射线多能同靶,而V机的X射线则为一能一靶。
3 故障现象、排查与维修
3.1 E机
3.1.1 故障现象
选择电子束模式,同时出现item 200 TARG TYPE与item 262 TARGET CHK连锁。反复转换数次后,item 200消失,而item 262却不能消除。
3.1.2 排查与维修
进入维修模式,屏蔽item 262连锁项目,用6X出束试验,剂量率降低。说明电子束没有击在靶中心位置。此时将机架旋转至180o,拆卸防碰环,拆卸旋转机头与左右内臂罩壳。拆下内臂保护板,露出靶驱动装置的A部分,在X射线和电子束模式间转换,观察紧固螺钉、电机运动、微动开关压合情况,均无异常。由此初步判断为推拉飞行管的倒钩短臂机械有异常,在电机旋转齿数正常的状态下飞行管仍然不到位。
根据原理分析,需要拆卸偏转磁铁组件。此步骤工序复杂且工作量大,需要操作仔细得当,步骤如下。
⑴将加速器机架置于90o,拆卸外臂罩壳和外臂钨屏蔽块,并为所有挡块和支撑托架做好标记,以便回装还原。用水平尺将机架准确旋到180o以方便起吊与回装。安装旋转鼓架支撑钢条和锁紧钢条;射野钨门关闭到小野并安装4个吊环螺栓;将治疗床转至90o并将床面转至90o;关闭ICCA电源;拆卸内臂防护窗内靠近飞行管的铅块与支撑托架;拆卸所有连接准直器电缆的接头;用24 mm扳手拆卸准直器周围的铅和钨屏蔽块直至机头可以垂直起吊并露出3个M16的固定螺帽。移动龙门架将吊葫芦置于机头正上方,穿扁平尼龙吊带于吊环螺栓,将机头保持水平而垂直吊起,平移机头至其它处地面的木方上。此时露出飞行管,用靶罩罩住靶端。
⑵完全释放内循环冷却水至水压为0,搬下WATER PUMP水泵电源开关。拆卸飞行管上的供水和回水管。逐层拆卸各位置屏蔽块和磁铁钢板。搬下溅射离子泵VACUUM电源开关,准备钢瓶压力>14 bar,纯度>99.9%的高纯干燥氮气。准备新的清洁塑料袋,并加氮气后用手挤瘪预冲洗。拆卸真空端头防尘罩,将氮气袋口紧握在接头上,慢慢旋开连通阀,袋中氮气逐渐进入真空腔内,直至氮气袋完全凹瘪,关闭连通阀。再装氮气加入真空腔,直至氮气袋不再凹瘪,关闭连通阀。回装防尘罩。拆卸飞行管与波纹管的法兰盘接头脱开飞行管,波纹管很脆弱,注意避免损坏造成真空泄漏。准备小袋氮气,用橡皮筋将袋口紧扎在波纹管法兰盘盘口,以免室内空气水蒸气进入。至此完成去真空处理并可取出飞行管。
⑶手动飞行管法兰盘接头处使飞行管在滑槽中滑动,发现滑动不畅,有明显阻滞滑动的位置。反复滑动摩擦,以便容易拿出飞行管。用细绳套住飞行管铜水管,反复垂直向上提拉,直至将飞行管提出磁极间滑槽。
⑷手动L臂长臂顶端并给倒钩短臂阻止力,在长臂运动到滑槽极限时,倒钩短臂已不在“L”字平面,即倒钩短臂滞后一角度,其推拉点的行程已经缩短,致使飞行管不到位。回顾原因,由于本机配置Beam Modulator多叶光栅(等中心投影4 mm宽),日常治疗从不使用电子线,飞行管铜表面因发热及潮气影响锈蚀而与磁极缝隙粘连,在作电子线质量保证时,倒钩短臂无法推动飞行管,致使短臂轴承部分粉碎,导致短臂与长臂不在同一平面。
拆卸4根偏转磁铁冷却水管及所有接到偏转磁铁组件的电缆线,将2个吊环螺栓安装到磁铁钢板的左右两侧吊环孔位,并将偏转磁铁组件保持水平而垂直吊起再平移它处置于木方之上。
将飞行管放回滑槽,反复前后滑动直至滑动顺畅,再取出飞行管,用干净的无棉布将滑槽和飞行管滑动处擦拭干净。从偏转磁铁组件上拆下驱动组件B部分并换上新件,将偏转磁铁组件回装,注意组件保持水平并垂直落下且对准定位销钉和3个紧固螺栓。将飞行管回装到位,与波纹管接头处用新的O型密封圈,紧固螺栓时保持不扭曲波纹管。然后手动电机齿轮使L臂滑动进行靶块位置预调整,注意靶块上的小园凹面是电子窗,左右定位销钉中心连线几乎是管内电子束流中心,压杆滑动到靶端压合微动开关时,靶块小圆凹面中心正好在定位销钉中心连线,若不是则松开固定A部分的2颗安装螺钉,前后移动A部分直到对准为止。检查机械真空泵状态与性能,试验前级管道自抽时10 min之内应下降到5 mtorr。将连接管连接到真空接头紧固,预抽连接管2 min后慢慢反时针旋开真空腔连接阀抽真空,注意观察真空压力表,通常10 min后压力表指示就会低于10 mtorr,如果到达10 mtorr的时间过长则说明真空系统可能已经泄漏,特别是本次维修动到过靶端的波纹管可能因操作不当造成泄漏。确认波纹管无泄漏后,依次回装水管、电缆、屏蔽块及磁铁板,注意检查偏转磁铁电缆有无因吊装过程造成的绝缘破损。然后回装机头,注意对准定位销钉和紧固螺栓且机头保持水平落下。加内循环水,推上WATER PUMP开关,排完气泡,给机器通电。当压力表指示低于5 mtorr时,关闭真空连接阀,将机械真空泵换成涡轮分子泵。分子泵完全工作后,搬上VACUUM开关,观察i227枪端真空和i228靶端真空,如果显示值恶化,则搬下VACUUM开关,继续单独使用分子泵。直至搬上VACUUM开关后,真空显示值在逐渐改善,则保留离子泵和分子泵一起工作。当真空度显示值<-5.00(真空度优于10-5torr)时,按步骤移去分子泵,抽真空结束。加载6 MV的X射线试验,微调飞行管驱动组件A部分的前后位置,直至剂量率达到最大。作对称性与平坦度检查,符合标准则完成了靶驱动装置的维修。
3.2 V机
3.2.1 故障现象
频繁出现TARG靶连锁,能量之间多转换数次可以消除靶连锁,且连锁消除后束流正常。
3.2.2 排查与维修
将加速器机架旋转至270o,放入机架安全销钉,拆除屏蔽块,转换能量,观察引导棒轴承外套的运动。在无TARG连锁时,微动开关压合杆正好压合相应微动开关。当出现TARG连锁时,引导棒轴承外套不到位,使微动开关压合杆离开微动开关还有一定距离。
试验说明微动开关本身及其位置均正常,属于靶装置确实不到位。继续转换能量试验,同时给引导棒轴承外套一同方向外力,则每次转换均能到位。检查压缩空气压力,压力设定在50 psi(每平方英寸磅)属正常。检查气阀L2、L3通断电逻辑,气阀正常。可以判定,气缸活塞密封环因磨损可能已经有漏气,更换气缸。
将加速器机架旋转至90o,拆除屏蔽块,关闭立架控制电源S2,拔下Collimator Patch Panel板,放尽压缩空气。此时可看到并操作靶装置安装臂固定螺帽、气缸活塞轴固定螺帽和气缸。标记并拔下气缸上的3根进气管。尽量松开气缸活塞轴固定螺帽,在活塞轴螺丝上沿丝套外壁作标记。活塞轴上有一段四方棱用于扳手操作,反时针旋转活塞轴让活塞轴缩进气缸,直至活塞轴螺丝完全脱出丝套。抓住气缸,松开靶装置安装臂固定螺帽,慢慢将气缸拿出,注意避开电缆、水管等管线。测量活塞轴螺丝上标记段的长度,在新气缸上作同样长度的标记,初步确定靶装置的初始位置。将靶装置安装臂固定螺帽、活塞轴固定螺帽分别旋进新气缸上的相应螺丝处,拿住气缸到位,旋紧靶装置安装臂固定螺帽,将气缸固定。将活塞轴螺丝旋进丝套至标记处,注意应该轻松旋进,否则松开靶装置安装臂固定螺帽并适当调整气缸位置使活塞轴与气缸圆筒同轴。旋紧靶装置安装臂固定螺帽及活塞轴固定螺帽。然后接上气缸的3根进气管,用水平尺确认将机架精确旋转至0o,用适当仪器(Mapcheck二维半导体阵列剂量仪)检查6X的轴向对称性,若不符合标准,松开活塞轴固定螺帽并适当调节活塞轴螺丝旋进深度,重新测量,直至轴向对称性符合标准。至此完成靶驱动气缸的更换。
4 结语
靶驱动装置的驱动原理并不复杂,但因为靶驱动装置构造是适配于加速器的整体构造而形成的,机械结构都很独特,因此给原理分析造成一定困难。如果做到原理清晰,不仅可以在操作过程中少走弯路,使故障排查目标明确、流程清晰、操作得当,而且能保证维修后机器的射野特性符合质量保证标准。
加速器的晨检必不可少。虽然操作规程要求每天开机的预热和逐个能量的预出束,但因机器繁忙、任务量大,许多单位往往略去晨检步骤。如果坚持晨检,E机的故障是完全可以避免的。
[1]蒋泽,刘仁云,唐志全,等.医科达加速器电子枪灯丝更换及高真空系统的处置[J].中国医疗器械杂志,2009,33(4)∶303-304.
[2]蒋泽,唐志全,刘仁云.WARIAN 2300C/D加速器高真空系统泄漏的处置[J].中国医疗器械杂志,2002,24(3)∶182-183.
[3]顾本广.医用加速器[M].北京∶科学出版社,2003∶10.
[4]宫良平.放射治疗设备学[M].北京∶人民军医出版社,2010∶8.
[5]徐建铭.加速器原理[M].北京∶科学出版社,1981∶10.
[6]陈佳洱.加速器物理基础[M].北京∶原子能出版社,1993∶6.
[7]赵籍九,尹兆升.粒子加速器技术[M].北京∶高等教育出版社,2006∶11.
[8]S.Y.李.加速器物理学[M].2版(英文影印版).上海∶复旦大学出版社,2006∶11.