基于机器视觉的密封件表面缺陷检测研究
2011-01-24高俊钗
赵 磊,雷 鸣,高俊钗
(西安工业大学 电子信息工程学院,陕西 西安 710032)
密封件在我国的工业生产中属于小产业,很多人对于密封件也不是很了解。其实密封件虽小,但却都是和大型工业设备配套使用的,其表面加工质量(主要是表面缺陷情况)直接决定了设备的密封性和可靠性。在工业工程生产中,橡胶密封件受力易变形,易损坏,在不允许有泄露的环境情况下,为了确保其质量,在使用前对其表面进行质量检测就显得尤为重要。主要针对密封件环形表面进行检测,要求检测出缺陷并对其进行识别分类。
针对人工检测难度大、检测周期长、精度低、易受人为因素控制影响等的不足之处,笔者提出了基于机器视觉的检测技术方法,利用机器代替人眼来做测量和判断,提高检测的速度和精度,确保橡胶密封件的质量,利用基于MATLAB的图像处理方法[1]进行实验分析。
1 密封件检测系统的结构
针对工件表面缺陷的检测进行研究,目标为O型密封件。利用对工件的轮廓边缘信息进行检测,提高图像检测的速度,有效地满足测量精度的要求,系统检测框图如图1所示。整个系统的运行就是通过CCD(charge coupled device)面阵相机与组合照明光源的配合对运动密封件进行采样,图像采集卡把数字图像传给计算机,对图像进行算法处理,最后再把处理后的结果显示出来。在这一系列的工作中,CCD相机、光源、密封件和图像采集卡等构成图像采集系统。计算机主要完成图像的处理和输出工作。
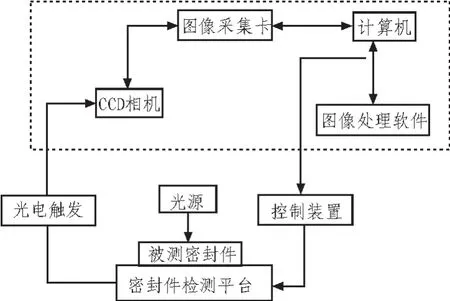
图1 系统设计框图Fig.1 Design diagram of system
1.1 照明光源的选择与设计
图像的捕获中,照明光源是机器视觉[2]应用最关键的部分之一,其主要目标是以合适的方式将光线投射到被测工件上,突出被测特征部分对比度。好的照明光源设计和选择能够改善图像采集系统的清晰度,降低图像处理的复杂度,提高后续处理的精度。而不合适的照明光源设计,可能会出现:过度的曝光会隐藏很多关于图像属性的信息;阴影会引起图像边缘的误差;噪声和不均匀的光照条件会造成对图像阈值判定的困难。因此,为了保证在检测时可以获得清晰稳定的图像,需要设计专用的照明光源[3]。设计如图2所示。
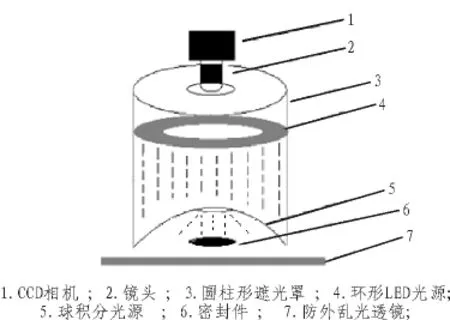
图2 图像采集装置Fig.2 Image acquisition device
缺陷存在于密封件的环形表面,形状、大小不规则,不易于检测,所以首先要保证缺陷瑕疵的清晰可见,以便最后的检测。为了防止自然光和室内电灯的干扰影响,设计了圆柱形遮光罩,在其上方正中间的位置制作一个圆孔,方便CCD相机的镜头可以深入到遮光罩内部,获得足够的视场;在遮光罩内CCD镜头的周围,沿着圆柱形遮光罩内嵌一个环形LED光源,LED光源的设计可以保证遮光罩内部具有足够的光亮。为了能够更好的检测工件,根据被测工件表面光滑易反光的特点,在遮光罩的下方采用了具有积分效果的半球面内壁、均匀反射从底部360度发射出光、对于产品表面凹凸检测效果很好的球积分光源。最后,将遮光罩放在可以防外乱光的透镜上,防止内外光源干扰影响检测。本课题要实现的是密封件表面缺陷的在线检测,要保证运动工件可以完全通过检测区域,所以遮光罩与透镜之间的摆放距离一定要能够使被测工件通过。
2 密封件表面缺陷检测
根据本系统的设计,被测工件在检测平台上匀速运动,当其运动到光源位置时触发光电开关,CCD相机进行图像的捕捉。通过对CCD信号采样以后,CCD摄像头将其接受的光学影像转换成视频信号输出给数据采集卡,数据采集卡再将视频信号转换成数字图像信息供计算机处理。
文中采用的是缺陷检测[4]中常用的模板匹配法,模板匹配是从一幅图像(目标图像)中寻找已知模式(模板)的一个过程。在模板匹配法中,模板就是对目标的描述,它本身也是一幅图像。先对CCD捕获到的原始图像进行对比度的调整、二值化的改变、备做模板,从而与图中可能出现的目标,且与模板图像有一样尺寸和大小的目标图像进行相减操作。
2.1 图像预处理
在对图像进行获取、传输的过程中,由于受到光照程度、成像系统性能、电子噪声等因素的制约,可能会出现对比度偏低、图像失真模糊等情况。为了获得便于检测的图像,需要先对其进行预处理。本课题主要用到了图像的平滑,意义为减少图像本身的噪声。考虑到图像中的目标物体和背景相差很大,既有不同的均值和方差,选择采用自适应平滑的方法,
不仅可以有效的去除图像的噪声,而且可以保留图像的局部边缘信息。
2.2 图像分割
数字图像处理[5-6]的目的之一是图像的识别,而图像分割是识别工作的基础。针对要求检测的O型密封件,由于从相机获得的图像中含有大量的无效信息,对于后续的处理检测工作带来很多不便,所以为了提高后续工作的效率,需要对初始图像中的感兴趣区域进行提取。
由图3(a)可以看到,首先要做的处理就是去除光源外圈的黑色边框和环形表面的无缺陷部分。由于目标工件与图像背景以及缺陷在灰度级上存在着明显的差别,所以选择采用阈值处理的区域分割技术。该方法主要是利用图像中要提取得目标物体和背景在灰度上的差异,选择一个合适的阈值,通过判断图像中的每一个像素点的特征属性是否满足阈值的要求来确定图像中该像素点属于目标区域还是属于背景区域,进而产生二值图像,只留下密封件的内外环轮廓和缺陷图像,如图 3(b)所示。
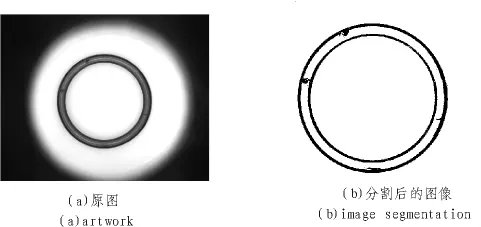
图3 图像分割Fig.3 Image segmentation
2.3 缺陷检测
对缺陷进行检测,首先必须确定图像中的缺陷是否是独立的。然而在对分割后的图像中可以看到,密封件的外环和内环与检测到的缺陷形成连通,影响了图像的独立性,对后续的检测增加难度。为了能准确有效地检测缺陷,在已经对图像分割并二值化的基础上,依次按照先提取外轮廓、再提取环内区域(缺陷所在区域)、最后提取内圆的顺序进行处理。
实现检测的算法[7-8]主要为:首先,对分割后的二值图像进行轮廓的边界提取、跟踪、标记,再利用图像重构的方法对边界区域进行补偿、重构,然后将属于同一个连通区域的边界进行归类。首先对外环的边界进行提取,逐行对图像扫描,以某点及四邻域点的像素为目标,将具有相似性的像素集合,用4连通方法对区域进行连接,逐步扩大边界区域并对区域加以标记,然而区域不仅有外边界还有内边界,所以标记后的边界需要进行分类。利用图像重构的方法对边界区进行补偿、填充,判断不同边界对应的连通区域是否出现重叠。若出现重叠,则将此边界归为第一类,同时重新对边界区域标记;否则,将对剩下区域继续判断直到出现重叠为止。同样的方法对环内区域、内圆进行提取,但是在提取环内区域的时候要注意:一定要得到图像的所有行所有列,使得内圆图与缺陷图相同,以便匹配时减去中间的圆;对缺陷进行标记查找时,缺陷的像素面积要大于50,不然会把多余的噪声引进。
检测时处理的图像依次为:
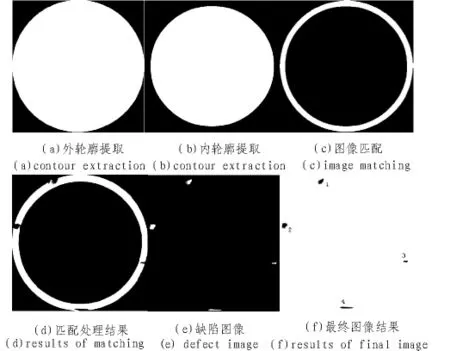
图4 缺陷检测流程图Fig.4 Flow chart of the defects detection
2.4 缺陷的识别
通过对工件图像的分割处理,得到图像中的目标缺陷,利用形状描述特征作为区分不同缺陷的依据。鉴于最终得到的缺陷图像,在已知物体的边界时,对图像进行逐像素扫描,计算图像边界点的最大坐标值和最小坐标值,并根据其主轴方向上的长度和与之垂直方向上的宽度,连立一个面积最小的外接矩形(MER-Minimum Enclosing Rectangle),用其外接矩形的长宽比r=WMEP/LMER:来刻画缺陷的基本形状。
针对本图像中标记的区域,区分出图像中含有粗短块状缺陷(麻坑和掉角)和细长形缺陷(径向划痕和切向划痕),对不同类型的缺陷进行分类,细长形缺陷的判定是:如果缺陷的总像素值小于外接矩形总像素值的或者该缺陷外接矩形的长宽比例大于5;反之认为是块状缺陷;如表1所示。

表1 缺陷识别结果Tab.1 Results of defects recognition
1)识别麻坑和掉角 麻坑和掉角都属于块状缺陷,但是其区别在于麻坑在工件的内部,掉角一般存在于工件的边缘。可以利用缺陷与圆心的距离是否满足工件的内外径长度来判断,如果其距离小于内径或大于外径,可以判定为掉角;否则,认定为是麻坑。
2)识别径向划痕和切向划痕 径向划痕和切向划痕都属于细长形缺陷,可以利用划痕最左端和最右端与圆心连线之间的斜率来判断,如果两线之间的斜率为1,可以判定为径向划痕;否则,认定为是切向划痕。
3 实验结果与分析
为了验证本检测系统的精度、实时性、准确性,分别选择外径为48.34 mm、86.64 mm、99.69 mm,厚度为5.33 mm的表面含有缺陷的密封件各10个进行采样检测,并将检测到的缺陷分类识别。以人工采用工具显微镜检测缺陷作为标准,利用本文介绍的缺陷检测方法进行实验比对,实验结果如表2所示。
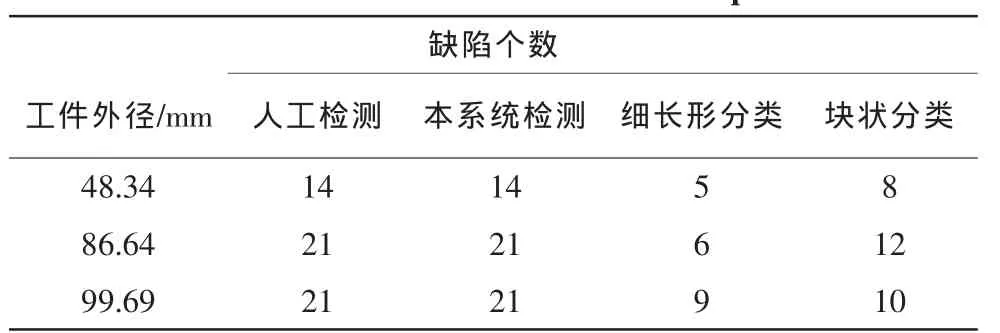
表2 缺陷检测实验结果Tab.2 Defects detection results of the experiment
从缺陷检测实验结果可以看出,本系统对影响密封件质量较大的缺陷检出率为100%,检测方法有效,满足检测精度要求,但是对于缺陷的分类识别存在一定的误差。
4 结束语
基于机器视觉的橡胶密封件表面缺陷检测系统,可以有效的解决生产中密封件表面缺陷的检测识别问题。本文介绍了系统的构建和关键技术,并结合MATLAB程序进行了表面缺陷检测实验,实验结果证明该系统具有较高的缺陷检测精度。用该系统代替传统的人工显微镜检测,可以提高工作效率,提高测量精度和稳定性。但对于个别表面复杂程度高的工件,对缺陷进行检测分类还有一定的误差,有必要进一步研究和改进算法提高识别率。
[1]冈萨雷斯.数字图像处理 (MATLAB版)[M].2版.阮秋琦,阮宇智,译.北京:电子工业出版社,2005.
[2]David A F,Ponce J.Computer Vision[M].Prentice Hall,Inc,2003.
[3]孔祥伟,曲兴华.组合光源与图像处理算法在工件表面缺陷检测中的应用[D].天津:天津大学精密仪器与光电子工程学院,2007.
[4]刘春,利新琴,鲁昌华,等.密封橡胶圈凸点缺陷检测的研究[J].电子测量与仪器学报,2008(23):178-181.LIU Chun,LI Xin-qin,LU Chang-hua,et al.Research on detection method for convex dot defect of rubber ring[J].Journal of Electronic Measurement and Instrument,2008,23:178-181.
[5]王晓丹,吴崇明,基于Matlab的系统分析与设计—图像处理[M].西安:西安电子科技大学出版社,2000.
[6]安宁,林树忠,刘海华,等.图像处理方法研究及其应用[J].仪器仪表学报,2006,27(6) :792-793.AN Ning,LIN Shu-zhong,LIU Hai-hua,et al.Study on method&application of image processing[J].Chinese Journal of Scientific Instrument, 2006,27(6):792-793.
[7]胡小锋,赵辉.Visual C++/MATLAB图像处理与识别实用案例精选[M].北京:人民邮电出版社,2004.
[8]刘春,江伟荣,吕淑琴.密封橡胶圈缺陷检测算法的研究[J].电子测量与仪器学报,2011(5):25.LIU Chun,JIANG Wei-rong,LV Shu-qin.Research on defect detection in rubber rings[J].Journal of Electronic Measurement and Instrument,2011(5):25.