发热保温冒口套在真空感应熔炼炉浇注中的应用研究
2011-01-24冯兆龙
冯兆龙
(中国船舶重工集团公司第七二五研究所,河南 洛阳 471039)
强化冒口补缩是防止铸件产生收缩类缺陷的重要工艺措施。统计表明,铸件凝固后,普通冒口的缩孔体积仅占冒口体积的10%~14%,真正用于补缩铸件的只占6%~10%。保温冒口可将冒口的补缩效率提高到20%~25%。集保温与发热于一体,构成发热保温冒口,可将冒口的补缩效率提高至45%[1~3]。铸钢件的金属补贴工艺也广泛采用保温补贴和发热保温补贴,并且随着保温、发热材料的开发,保温补贴和发热补贴逐步取代了金属补贴。通过补缩,不仅提高铸件的工艺出品率和成品率,而且省去了切割金属工序,降低能耗等。本文主要介绍了发热保温冒口套在真空感应熔炼炉中的应用情况。
1 真空感应熔炼及发热保温冒口套
真空感应炉冶炼是在负压条件下进行加热、熔化、精炼、合金化和浇注的冶炼方法。由于全部冶金过程是在与大气隔离的条件下进行的,因此避免了大气对钢液的污染。钢液在真空下精炼,能显著地提高其纯度并能准确控制钢的化学成分。由于受真空室尺寸的限制,一般使用真空炉冶炼基本为毛坯料或者母合金,后续还要进行诸如电渣重熔、锻压、轧制等热加工工序。我单位真空感应熔炼炉主要以生产钢锭为主,然后进行轧制、拉拔,做成不同规格的焊丝。这就要求钢锭要有比较好的浇注质量,内部不允许有疏松、夹杂、缩孔等。在大气状态下,可以通过添加覆盖剂等进行补缩,使钢锭的上表面最后凝固,从而形成横截面如图1所示的钢锭。但在真空状态下,由于缺少补缩手段,钢液将从各个表面同时凝固,往往在心部出现不同程度的缩孔,如图2所示,大大影响了成品率。
保温冒口套是冶金工业浇铸铸件时用的保温制品,这种制品,过去沿用的有膨胀珍珠岩、陶粒等轻质保温隔热材料为集料的水泥制品,国外也有应用纤维复合型的制品。漂珠具有优越的耐高温、隔热和保温性能,并且对所冶炼钢种成分没有什么影响,因此,就选用漂珠型保温冒口。漂珠保温冒口是以纯净漂珠为集料,以水玻璃为胶凝材料,经搅拌、成型、干燥等工序制成的一种保温制品。
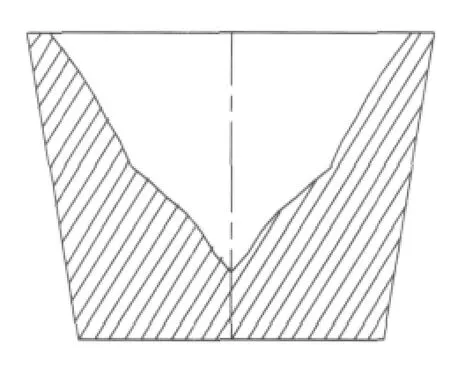
图1 补缩的非真空浇注钢锭
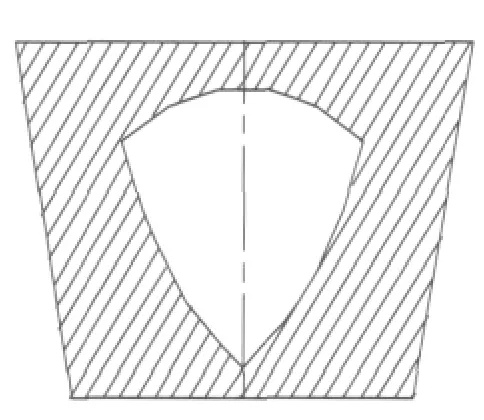
图2 未补缩的真空浇注钢锭
2 试验方法
由于市场上销售的漂珠型保温冒口尺寸不适合我单位使用,因此,使用木模进行人工打结成符合我单位使用的发热保温冒口。其中,要求漂珠纯净、高铝(Al2O3>30%)、低碳(烧失量<30%),粒径为40μm~60μm,具体成分及力学性能如表 1、表 2 所示。
其工艺流程为:
漂珠+水玻璃——称量——计量——搅拌——封存——成型——干燥——成品检验;
石英砂+水玻璃——称量——计量——搅拌——备用(用于冒口底部)。
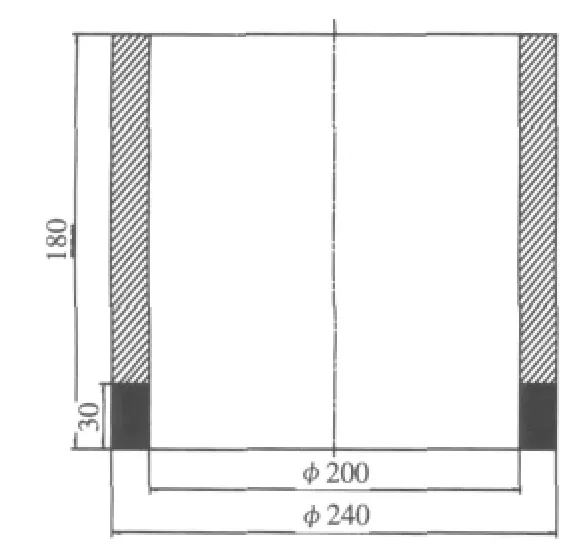
图3 发热冒口套尺寸示意图

图4 保温冒口套的使用方法
打结成型的保温冒口套如图3所示。
为使冒口底部的耐火度和抗蚀能力有所提高,特在冒口底部用少量石英砂-水玻璃胶砂加固,粒径为1mm~0.1mm。
将烧结好的保温冒口套按照如图4所示的方法组装到一起,然后进行实际浇注试验。由于漂珠型保温冒口套是一种比较脆的产品,为了保证在突然受到钢水冲刷时不致破裂,因此要在其外面加一个保护圈。

表1 空心漂珠成分(质量分数,%)

表2 漂珠保温冒口物理力学性能
3 应用情况
所冶炼钢种为08CrNi3CuTi钢,配料重量为65 kg,除将钢锭模充满外,保温冒口套的使用高度在120mm~150mm之间,余下30mm~60mm高度作为安全空间的裕量。工艺出品率由原先的60%左右提高至85%以上。通过后续不断的冶炼浇注,钢锭质量非常稳定,其工艺出品率也随着工艺的不断成熟而有所提高。
将钢锭冒口部分切除之后发现,通过肉眼观察,其组织非常致密。将此钢锭通过轧制、拉拔成3.2mm埋弧焊丝进行熔敷金属性能试验,其韧性有了较大程度的提高。分析原因,主要是通过使用保温冒口,使冒口中的发热材料在高温下反应放出热量,同时保温材料发挥保温效果,减少了金属液的热散失,延缓冒口金属液的凝固时间,实现对铸件的长时间补缩,确保了获得组织致密的钢锭。从而为后续热加工保证更加致密组织提供了基础。
4 结束语
通过使用发热保温冒口套,改变了真空感应熔炼炉中所浇注钢锭的凝固顺序,使上表面最后凝固,达到了补缩的效果,提高了产品的工艺出品率。另外,还明显提高了钢锭的内部质量和后续产品的综合力学性能。
[1]何源,马敏团.新型发热保温冒口的研制[J].机械工人(热加工),2000(12):9-10.
[2]萧泽新.表干型保温冒口的研究及应用[J].铸造,1998(6):46.
[3]张怀伟.保温冒口在铝合金金属型铸造上的应用[J].特种铸造及有色合金,2003(3):54.
