变电站钢管结构加工焊接工艺及变形控制
2011-01-23武斌
武 斌
(四川电力送变电建设公司金属结构加工厂, 四川 成都 610056)
变电站钢管结构加工焊接工艺及变形控制
武 斌
(四川电力送变电建设公司金属结构加工厂, 四川 成都 610056)
本文结合我厂加工变电站钢管结构多年的经验,以西昌500KV变500Z-2构架的焊接为例,论述了我厂钢管构架的法兰和横撑焊接的工艺和方法及焊接变形的控制措施,通过对前后变形实测结果和数据的分析,总结归纳了此类焊接结构变形的一般规律,提高了产品焊接质量,对于指导、规范同类产品的加工具有较高实用价值。
钢管结构 焊接变形 控制
引言
变电站钢管构架的焊接变形对于产品质量,特别是对于现场安装会带来影响的主要是两个部位的焊接变形:横撑撑管同主管的焊接(以下简称横撑焊接)导致的主管变形;法兰焊接时法兰端面发生的变形。横撑焊接导致的主管挠曲变形会给现场安装过程中带来困难,影响安装精度;法兰端面变形会导致组合完成后法兰边缘缝隙过大,从而可能使法兰贴合面比例达不到设计要求,在变形严重的情况下由于缝隙过大甚至可能导致螺栓连接处无法贴合,导致螺栓受力情况发生变化,留下安全隐患。我们结合我厂多年的生产经验,对上述两种影响现场安装质量的焊接变形进行了研究,经过观察和测量,提出了一套控制两种不同部位焊接变形的工艺和后续处理方法。
1 法兰焊接及变形控制
1.1 法兰焊接结构、法兰尺寸及技术要求
法兰焊接结构简图如下,法兰尺寸为φ748(外径)/φ482(内径)/40(厚度),钢管为φ478*8螺旋焊管,法兰内径同钢管外径有4mm差值,钢管插入法兰深度为30mm,坡口尺寸为7mm(W)×10mm(H)。钢管和法兰材质均为Q345B,相关技术要求如下:1)法兰组合后贴合面比例不小于80%;2)外圈焊脚尺寸不小于10mm。
1.2 焊接工艺
焊接方法为手工二氧化碳气体保护焊,不预热,层间温度80℃~150℃,其他焊接参数如下表:
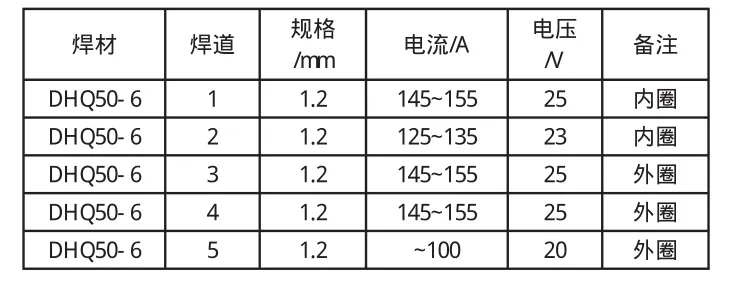
焊材 焊道 规格/mm 电流/A 电压/V 备注DHQ50-6 1 1.2 145~155 25 内圈DHQ50-6 2 1.2 125~135 23 内圈DHQ50-6 3 1.2 145~155 25 外圈DHQ50-6 4 1.2 145~155 25 外圈DHQ50-6 5 1.2 ~100 20 外圈
焊接材料(DHQ50-6)参数如下表:
1.3 工艺参数选择依据
焊接电流和电弧电压是影响焊缝成形的重要因素。焊接电流太大会使飞溅增加,并容易产生烧穿,气孔等缺陷。焊接电流太小电弧不稳定,容易产生未焊透焊缝成形差。电弧电压过高容易产生气孔,电弧电压过低则焊丝容易深入熔池,一般情况下焊接电流和电弧电压应按电流×0.04+16=电压来计算。一般而言,在希望提高熔融效果时,电流、电压选择偏大,希望获得比较好的表面时选择偏小的电流、电压。
1.3.1 焊道1,3,4
焊道1,3分别为内圈和外圈的打底焊,为了确保母材和焊材熔融,根据我们多次工程焊接的经验,选择较大的电流和电压。按照一般的电流、电压配比看,电压偏高,这是为了产生较深的熔池深度,改善金属融合情况。为了避免高电压情况下出线气孔等缺陷,我们在焊接此三道焊道时提高了CO2保护气体的压力,将气压设为15MPa(一般情况下选用13MPa)来减少气孔缺陷发生的几率。气孔焊道4为外圈的中间一道焊道,参数选择依据仍然以金属熔融为重,故仍选择同样的参数。根据焊接后超声波无损探伤结果表明,此参数的选择效果很好,在无操作失误的条件下,无损探伤通过率(二级焊缝要求)100%。实际操作中感觉此参数配比下金属融合好,且缺陷较少,部分表面缺陷可以在下一焊道的焊接过程中进行修正。
1.3.2 焊道2,5
内圈的最外一层成形焊道。为了获得较好的焊缝外观和焊接速度,结合两个焊缝不同部位、不同宽度,故选择了较焊道1,3,5为小的电流、电压作为焊接参数进行焊接,特别是焊道5,外观质量非常受重视,故焊道5选择了最小的电流、电压。按照此参数焊接的西昌500KV变电站构架外观规则,均匀,美观,得到了现场施工单位及监理的肯定。
1.4 焊接方法
为了达到设计要求的焊缝要求,并获得较好的外观质量,我们在多年的变电站钢管结构加工中不断探索、试验,先后试验了多种焊接工位的多种焊接方法,最终经过实际效果比较,确定立焊工位连弧摆动焊法最为符合要求。立焊便于焊接作业人员施焊,操作性好,连弧摆动焊能比较好的适应焊缝

试验项目 相当于美国AWS5.18或5.28 抗拉强度(MPa) 屈服强度(MPa) 延伸率(%) AKV(试验温度)冲击值(J)-29℃保证值 ER70S-6 ≥500 ≥420 ≥22 ≥27
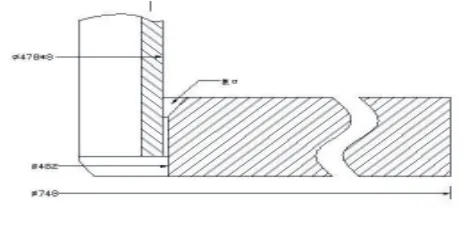
图表 1 法兰结构示意图

图表 2 法兰焊缝示意图

图表 3 焊道示意图
1.5 变形形式及危害
法兰结构焊接变形基本形式为法兰端面变形。由于焊接热胀冷缩引起的应力,牵引法兰盘外缘向钢管方向变形,导致法兰组合端面形成内圈高、外圈低的鼓状变形,类似凸面。这种变形发生后会导致现场在安装中因为相互贴合的一对法兰凸面高点的接触,而使外圈缝隙过大,法兰贴合面积不够。
1.6 措施及变形实测
由于法兰此种凸面变形在焊后无法矫正,故对于此变形必须在焊接的同时加以控制。我厂从彭州500KV变钢管结构加工中就开始试验用工装法兰反向施加外力的方式进行变形控制。工装法兰根据管径大小进行加工,在一面车削成斜面,一般外圆较内圆的削去值按照下表进行:
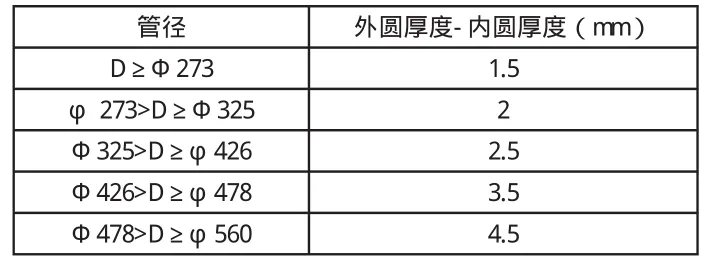
管径 外圆厚度-内圆厚度(mm)D≥Φ273 1.5 φ 273>D≥Φ325 2 Φ325>D≥φ426 2.5 Φ426>D≥φ478 3.5 Φ478>D≥φ560 4.5
工装法兰在法兰内圈焊接完毕后安装,先手工将螺栓安平,工装法兰同法兰边缘间隙大致均匀,再用150KG风炮进行机械拧紧,施加约束力控制变形。彭州变我们对此方法进行了实验,分别按照同种焊接方法、同样的焊接参数对五对φ478法兰进行了焊接变形实验,检验方式为水平靠尺靠齐后用塞尺检测靠尺同法兰端面的最大间隙,法兰焊后为凸面检测数据为正值,凹面检测数据为负值,每个在不同方向法兰检测4个数据。实测结果如下表:

法兰编号 无约束 施加约束1 1.8,2.2,1.5,2.1 0,0.1,-0.2,0.1 2 1.5,1.7,1.3,1.9 0,0.1,0.3,0 3 1.2,1.5,1.6,1.5 0.1,0.1,0.1,0 4 1.7,1.8,1.7,1.9 0,0,0.1,0 5 2.0,1.9,2.2,2.3 0.2,0.2,0.1,0
可以看到,采用工装法兰施加刚性约束后,明显起到了很好的抑制变形的效果。之前的数据几乎全部超标,法兰端面平整度无法达到设计要求,而施加约束后,按照双侧同值计算,最大法兰间隙0.3*2=0.6mm,符合设计要求法兰边缘间隙0.8mm的要求。
1.7 工艺改进措施
1)焊前注意清理焊缝及其周边油、锈、水、氧化铁等有害杂质;2)小号焊道焊接完后先对本焊道焊接质量进行检验,消除药皮、飞溅以及气孔、夹渣等焊接缺陷后方可进行下道焊道的焊接;3)严格控制层间温度,手背在距离焊缝约200mm处能感觉到温热感;4)坡口不宜过大,坡口夹角不超过40°,组合时法兰同管的间隙尽量均匀;5)外圈时采用工装法兰施加刚性约束,消除焊后法兰变形;尽量一次合格,减少焊接返修量。
2 横撑焊接介绍及变形处理
2.1 结构及技术要求
横撑结构示意图如图表4所示,主管、撑管均为φ377×8螺旋焊管。西昌500KV变设计单位为西南电力设计院,横撑焊接采用短主管设计,主管总长1.5m。另外一种更常见的设计是主管为8.5m的长主管设计。
2.2 焊接变形形式及危害
对于1.5m的短主管设计,我们采用先焊接横撑后再次上工装组合法兰的方式来消除横撑焊接变形的影响,此种方式不在本文讨论。本文重点讨论对于长主管设计的方式下,主管焊接变形的危害。
横撑焊接的变形主要是焊接引起主管向构架中轴线方向的挠曲变形。在长主管结构形式下,由于横撑在主管中间,横撑焊接后导致的主管弯曲变形会严重影响上下构架段之间的组合。下面我们以西昌500KV变220Z-1构架为例进行说明横撑焊接引起的主管变形对产品质量和现场安装的危害。(本例中主管长度为7m,在8.5m的主管设计中影响比此例更为明显)。设计数据如下表:

项目 设计数值A 673.8959 B 2066.9479
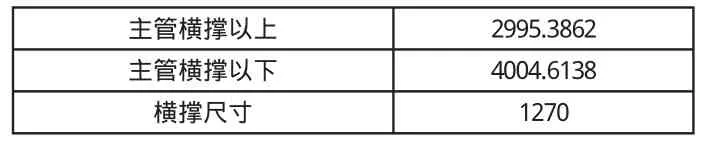
主管横撑以上 2995.3862主管横撑以下 4004.6138横撑尺寸 1270
按照现场安装的一般顺序,由上往下组装构架,我们假设A尺寸保持不变,如横撑焊接引起主管发生5mm的挠曲变形(即直线连接主管上下两端,横撑焊接部位偏离此直线的最大距离),由于横撑撑管本身不发生长短改变,即横撑处1270mm不发生改变,经过在AUTOCAD中模拟变形后测量,会在主管下端造成11.6846mm的位移,即B尺寸会总计偏小23.3692mm,由于钢管本身的硬度,这样大的位移是不可能在后续安装过程中,通过拨动能够解决的。位移尺寸超过法兰安装孔径一半,给现场安装带来困难。
由于横撑尺寸较大,类似法兰焊接的约束添加有困难,故我们采取了选取合理焊接参数减小焊接变形同焊后处理的方式来解决焊接变形。
2.3 横撑焊接工艺
焊接方法为手工二氧化碳气体保护焊,不预热,焊缝分为上下两道,层间温度80℃~150℃,其他焊接参数如下表。
目前使用的焊接参数同以前相比主要在电压上进行了调整,进行了调低。西昌检测数据同历史检测数据表明,在调整后同样规格的横撑焊接约减少了1~2mm,但是并不能完全消除变形,剩余的变形就需要靠焊后的矫正处理。

焊材 焊道规格/mm 电流/A 电压/V 备注DHQ50-6 1 1.2 200~220 28~30视组合间隙进行调整DHQ50-6 2 1.2 150~180 25~28视电缆长短进行调整
2.4 横撑焊接变形的矫正
在主管两端架设两个支撑架,撑管向下。对焊接部位背面进行加热,然后利用热胀冷缩原理用水冷方式进行冷却,促使主管背面收缩,达到消除挠曲变形的目的。根据经验,φ377管挠曲在经过此方法矫正后挠曲控制在2mm以内,φ478及以上管挠曲控制在4mm以内,则可以在后续镀锌的过程中利用撑管及管体自重达到进一步消除挠曲的目的,按照此种方式,最终镀锌后横撑焊接变形最后可以控制在+2mm/-2mm以内,在现场安装中完全可以通过拨动主管,在单人、简易工具可以引起的主管弹性变形范围内就可以完全消除,使现场能够顺利组装。
结语
实践证明,根据不同结构、不同特点的焊接采取有针对性的措施,焊接变形是能够得到有效控制的,但是焊接变形毕竟是客观存在的现象,不能完全消除,关键是在可行的情况下,将变形控制在允许范围内。
[1]郭日彩,李宝金,李明.500(330)kV变电站典型设计研究与应用[J].电网技术,2005,29(20):29~37.
TM
A
