熔融挤出条件对可食性羟丙基交联淀粉-普鲁兰多糖复合膜性能的影响
2011-01-12郭培董海洲侯汉学闫倩倩
郭培,董海洲,侯汉学,闫倩倩
(山东农业大学食品科学与工程学院,山东泰安,271018)
为解决塑料包装带来的白色污染以及能源短缺等问题,开发环境友好型包装材料已成为国内外学者的研究热点。淀粉作为一种天然多糖,因其具有来源广泛、价格低廉、功能多样、易于降解和可食用等优点[1],成为可食性包装材料的主要组成基质。近几年来,采用挤压工艺技术制备淀粉膜的研究屡见不鲜,但是能够连续工业化生产并且成功制备符合商业化要求的不多,主要是因为机筒温度、螺杆转速、水分含量以及喂料速度等因素都会对淀粉膜加工过程产生显著影响[2]。另外,以淀粉为基质的材料在挤压过程中发生的变化比传统的聚合物更为复杂,如凝胶化作用、熔融变化、分解以及再结晶等[3]。因此,研究熔融挤出条件对可食性膜性能的影响具有重要意义。
羟丙基交联淀粉具有良好的热抵抗能力[4],可抵抗强烈的加工过程(如高温、长时间加热、强酸及强剪切力等),形成透明薄膜。普鲁兰多糖形成的膜具有良好的水溶性、色泽、口感、气味、透明度和柔软度[5]。因此,本文以羟丙基交联淀粉为主要成膜基质,添加普鲁兰多糖、甘油和水等辅助剂,研究熔融挤出条件挤压温度、螺杆转速以及水分含量对淀粉复合膜性能的影响。
1 材料与方法
1.1 主要材料
羟丙基交联淀粉(改性马铃薯淀粉),杭州普罗星淀粉有限公司;普鲁兰多糖,山东三清生物制品有限公司;甘油(食用级),天津市凯通化学试剂有限公司;硝酸镁(分析纯),北京亚太龙兴化工有限公司。
1.2 主要仪器与设备
高速搅拌机,张家港市宏基机械有限公司;双螺杆造粒机,莱芜市精瑞塑料机械有限公司;TAXT2i物性测试仪,英国Stable Micro System公司;101A-1型电热鼓风干燥箱,黄骅市卸甲综合电器厂;PERMETMW3/030水蒸气透过率测试仪,济南兰光机电技术有限公司;HH-2数显恒温水浴锅,江苏金坛市荣华仪器制造有限公司;99-IA型数显恒温磁力搅拌器,江苏金坛币荣华仪器制造有限公司);UV-2100型紫外可见分光光度计,北京普析通用仪器有限责任公司;真空泵,沈阳微电机厂;螺旋测微器,上海量具刃具厂;AY220电子分析天平,日本岛津公司。
1.3 膜制备
称取一定量的淀粉和普鲁兰多糖(100∶12,质量比),加入到高速搅拌机中搅拌,同时缓慢加入30 g/100 g(淀粉)的甘油和水,形成均匀粉料,粉料经双螺杆挤出后得到条状热塑性淀粉(TPS)。将TPS粉碎后,称取一定量的粉料溶于100 mL蒸馏水中,于恒温水浴锅并在磁力搅拌器(240 r/min)下不断搅拌40 min,使其形成均匀成膜液[6],然后将成膜溶液于0.09 MPa真空度下脱气20 min以驱除搅拌过程成膜液中形成的气泡,防止所成的膜有孔隙[7-8]。称取一定量的膜液倾倒于玻璃平板上,置于电热鼓风干燥箱中,50℃下烘3h,取出后揭膜,样品保存于25℃的干燥器(50%RH)中备用。
1.4 膜厚度测定
在被测膜上随机取6个点,用螺旋测微器测量,取其平均值。
1.5 膜力学性质测定
抗拉强度TS(MPa)和断裂伸长率E(%)是判断膜力学性质的重要指标。力学性质测试按照ASTM D882-02方法[9],并根据膜条件进行一些改动。将膜裁剪成80 mm×15 mm长条,并放置在相对湿度为53%环境中放置48 h待测。本实验中设置TA-XT2i物性仪初始夹距设为50mm,探头的移动速度设为1 mm/s。TS和E计算公式如下:

式中:TS,抗拉强度(MPa);F,膜断裂时承受的最大张力(N);S,膜的有效面积(m2)。

式中:E,膜的断裂伸长率(%);L1,膜断裂时的长度(m),L0,膜的原有效长度(m)。
1.6 水蒸气透过系数(WVP)
水蒸气透过系数由PERMETMW3/030水蒸气透过率测试仪测定。采用取样器将膜裁剪成直径为80 mm的圆形,测试试样应该没有皱折、褶痕、针孔和污渍,厚度应均匀,并且试样在试验前应按照GB298或ISO291中的规定,在温度(23±2)℃、相对湿度(50±5)%RH的环境条件下至少放置12h。设置试验参数为预热时间4h、试验判断比例10%、温度38.0℃、湿度90.0%、称重间隔120 min。
1.7 膜的DSC分析[10]
膜热稳定性采用差示扫描量热法(DSC)进行分析。样品测试之前在湿度53%的环境中存放48 h,取5~10 mg样品于铝盒中压片,以空铝盒作为对照,N2流速为20 mL/min,升温速率为10℃/min,扫描的起始温度为 -50℃,升温至260℃,得到DSC曲线。
2 结果与分析
2.1 挤压温度对复合膜性能的影响
挤压温度在淀粉挤出过程中起着十分重要的作用,只有在足够高的温度下才能保证淀粉的完全糊化,降低挤出物的黏度。在水分含量15%(基于淀粉干基)、螺杆转速20 r/min的条件下,研究挤压温度变化对复合膜性能的影响,结果如图1、图2和表1所示。

图1 挤压温度对复合膜机械性能的影响
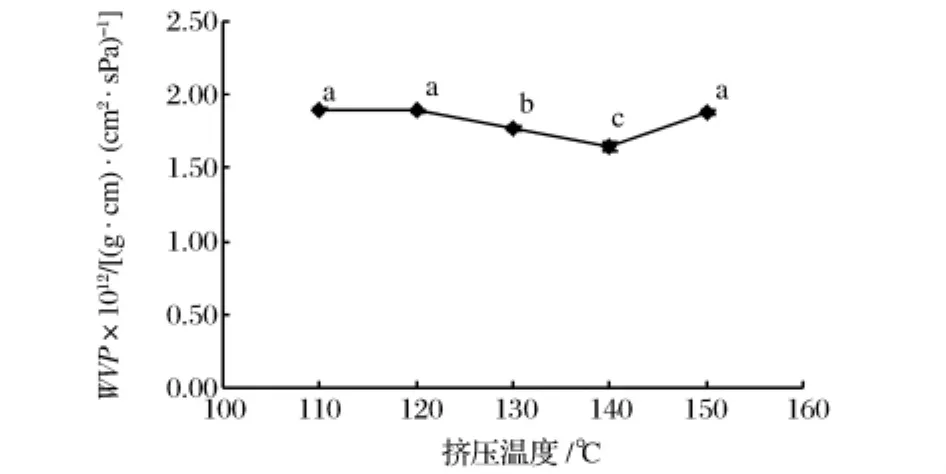
图2 挤压温度对复合膜水蒸气透过率的影响
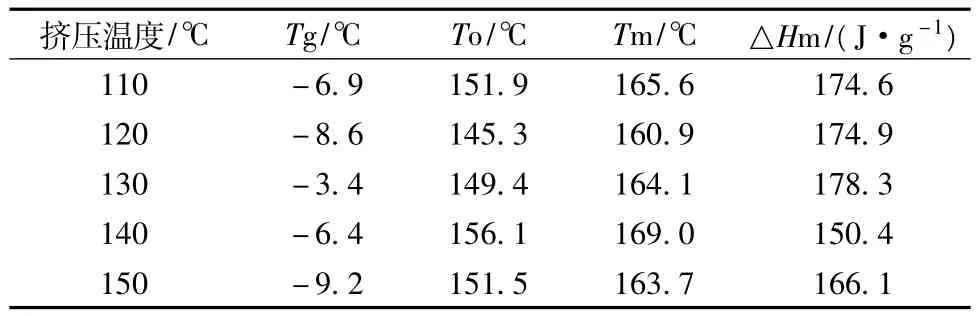
表1 不同挤压温度处理的复合膜的热性能的影响
由图1可知,随着温度的升高,TS和E均呈现先升高后减小的趋势,且均在机筒温度140℃时达到最大值。这是因为温度的升高促进了淀粉的凝胶化作用,增强了淀粉分子间的作用力,同时增加了淀粉分子链的流动性,但是随着温度的进一步升高,淀粉受热发生剪切稀释和热分解,乃至焦化[11],分子间作用力减弱,导致膜强度和延伸率降低。随着机筒温度的升高,WVP先减小后升高,在140℃时取得最小值,这是因为此温度下淀粉凝胶化程度最高,分子间作用力高,导致膜致密性高,通透性降低。
差示扫描量热法是在程序控制温度下,测量输入到样品和参比样的热流差随温度(时间)变化的一种技术。由表1可以看出,不同挤压温度处理的复合膜的Tg都在-10~0℃内,这说明增塑剂起到的塑化作用效果相差不大。聚合物的许多重要物理性能(力学性能、光学性能、耐溶剂性等)是与其结晶度密切相关的,所以百分结晶度成为聚合物的特征参数之一,由于结晶度与熔融热焓成正比,因此可利用DSC测定聚合物的百分结晶度[12]。由表1可知,140℃处理的复合膜的熔融热焓最低,结晶度最小,这是因为温度升高时,分子的热运动能增大,导致结晶破坏。挤压温度140℃时,复合膜Tm达到最高值169.0℃,说明经该挤压温度下处理的复合膜热稳定最高。
综合考虑,挤压温度140℃可以作为熔融挤出的合适温度。
2.2 螺杆转速对复合膜性能的影响
螺杆转速是挤压工艺中的一个重要参数,适当的螺杆转速可以增大剪切力,较好破坏物料的颗粒结构,使材料混合均匀,但是过高的螺杆转速会降低物料在挤出机中的停留时间,导致物料加工不充分[2]。在水分含量15%,机筒温度140℃不变的条件下,研究不同螺杆转速对复合膜性能的影响,结果如图3、图4和表2所示。
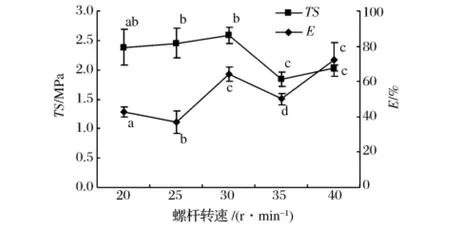
图3 螺杆转速对复合膜机械性能的影响
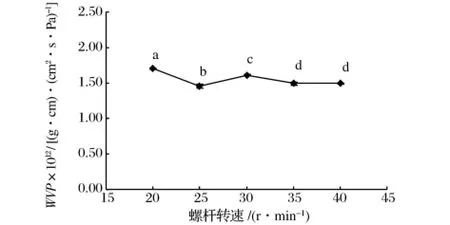
图4 螺杆转速对复合膜水蒸气透过率的影响

表2 不同螺杆转速处理的复合膜的热性能的影响
由图3可知,不同螺杆转速条件下,复合膜TS和E均在30 r/min时取得最大值,这是因为螺杆转速的增加提高了淀粉所受的剪切作用力,可以更好的破坏淀粉颗粒结构,有助于淀粉内部氢键断裂并与甘油羟基形成新的氢键[13],使分子间作用力增强。当螺杆转速高于30 r/min时,淀粉分子降解[14],淀粉分子链发生断裂,分子间作用力开始下降。螺杆转速对复合膜的WVP影响作用不大,当螺杆转速大于35 r/min时,基本不变。
从表2可以看出,螺杆转速低于35 r/min时,复合膜的Tg相差不大,而转速高于35 r/min时,Tg大幅度增大,说明转速过大导致淀粉塑化程度大大降低。复合膜的△Hm在30 r/min时得到最大值,表明此时膜材料的结晶度最高。随着螺杆转速的升高,复合膜的Tm先减小后增大,当螺杆转速高于30 r/min时变化幅度不大。
因此实际操作中可以选取30 r/min作为挤压的适宜转速。
2.3 水分含量对复合膜性能的影响
水分含量也是挤压过程中的一个重要参数,它可以显著影响特殊机械能(SEM)的输入和挤出物的性能[15]。固定机筒温度140℃、螺杆转速30 r/min等条件不变,研究水分含量对复合膜性能的影响,结果如图5、图6和表3所示。
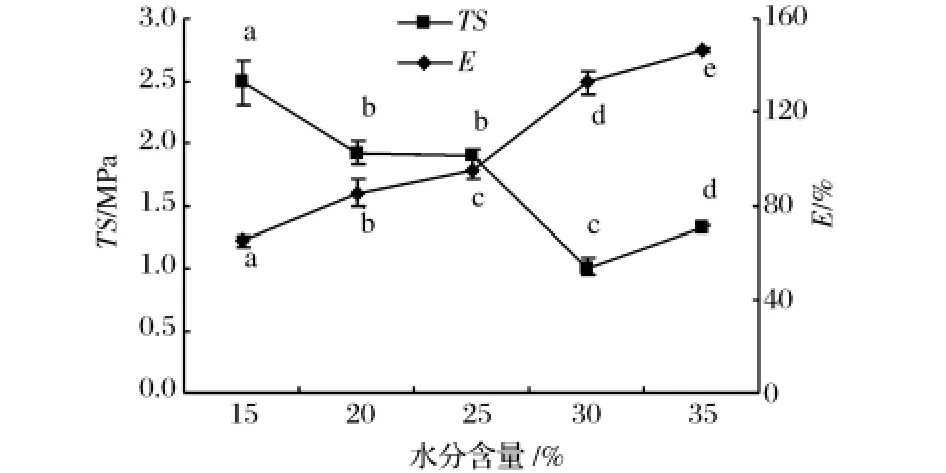
图5 水分含量对复合膜机械性能的影响
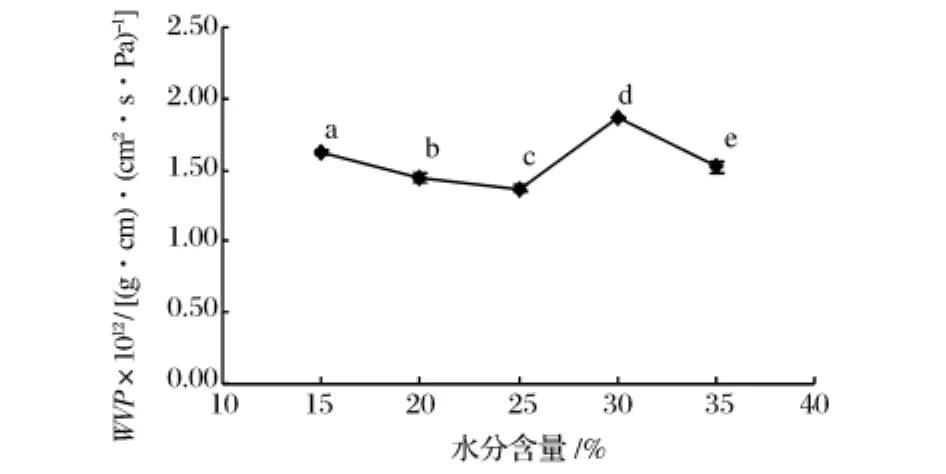
图6 水分含量对复合膜水蒸气透过率的影响
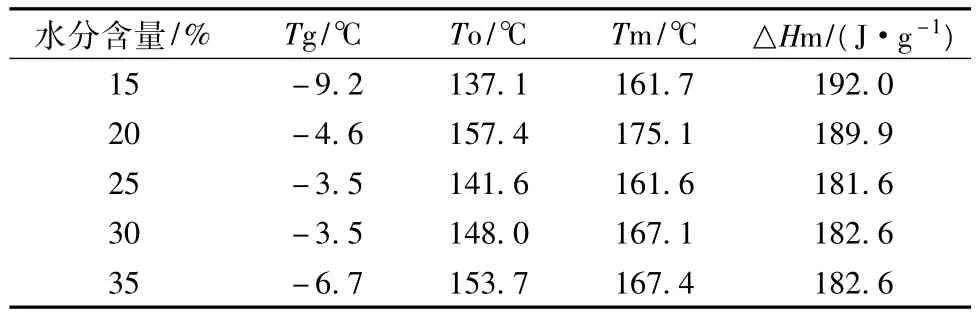
表3 不同水分含量处理的复合膜的热性能的影响
由图5可知,随着水分含量的增加,复合膜的TS呈现逐渐降低的趋势,而断裂伸长率变化趋势则相反。这是因为水也是一种常用的增塑剂,它可以削弱淀粉分子间的作用力,破坏淀粉的刚性结构,使膜变得柔软。当水分含量在25%时,复合膜的WVP最小,这是因为此时淀粉糊化程度最高,分子之间紧密结合的程度最高。
表3显示,不同水分含量处理的复合膜的Tg都在-10~0℃内,这说明淀粉的塑化程度相差不大。复合膜的△Hm呈现逐渐降低的趋势,当水分含量高于25%时,保持平稳。Tm在水分含量20%时达到最大值175℃,当水分含量高于25%时,变化不显著。
综合考虑膜的各种性能,可以选择水分含量25%作为熔融挤出的最优值。
2.4 经挤压处理后的复合膜与其他材料淀粉膜的性能对比
经熔融挤出加工过程后流延制备的羟丙基交联淀粉复合膜与其他材料淀粉膜性能的对比见表4。
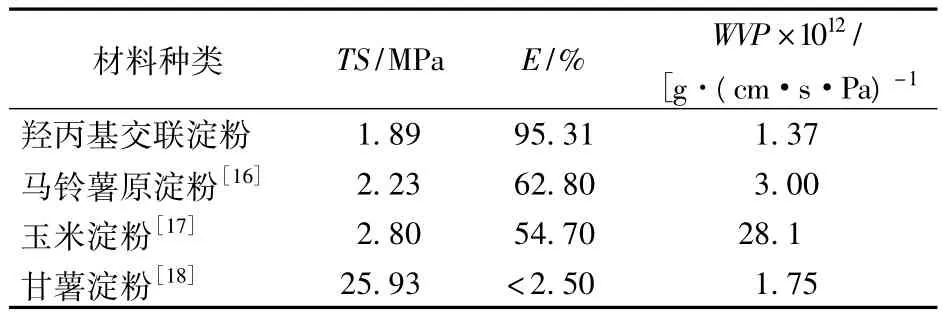
表4 经挤压处理后的复合膜与其他材料淀粉膜的性能对比
从表4可以看出,本实验中羟丙基交联淀粉复合膜的拉伸强度低于其他材料的膜,但其延伸性能和阻水性远优于由马铃薯淀粉、玉米原淀粉以及甘薯淀粉制备的膜材料,具备很好的柔韧性和阻水性。
3 结论
由实验结果可知,在挤压温度140℃、螺杆转速30 r/min、水分含量25%的条件下,可食性羟丙基交联淀粉-普鲁兰多糖复合膜的断裂伸长率和水蒸气透过系数分别是95.31%和1.37×10-12g/cm·s·Pa,优于马铃薯淀粉膜、玉米原淀粉膜以及甘薯淀粉膜。此外该膜还可以耐受160℃以上的高温。因此,本实验制备的淀粉膜能弥补普通淀粉膜柔韧性差、易吸湿和不耐高温的缺陷。
[1] Galdeano M C,Mali S,Grossmann M V E,et al.Effects of plasticizers on the properties of oat starch films[J].Materials Science and Engineering,2009,29(2):532-538.
[2] Ming Li,Peng Liu,Wei Zou,et al.Extrusion processing and characterization of edible starch films with different amylose contents[J].Journal of Food Engineering,2011,106(1):95-101.
[3] Dean K,Yu L,Wu D Y.Preparation and characterization of melt-extruded thermoplastic starch/clay nanocomposites[J].Composites Science and Technology,2007,67(3-4):413-421.
[4] Tharanathan R N.Starch - value addition by modification[D].Crit Rev Food Sci Nutr,2005,45:371 -384.
[5] Qunyi Tong,Qian Xiao,Loong - Tak Lim.Preparation and properties of pullulan–alginate–carboxymethylcellulose blend films[J].Food Rerearch International,2008,41(10):1 007-1 014.
[6] Babak Ghanbarzadeh,Hadi Almasia,Ali A.Entezami.Physical properties of edible modified starch/carboxymethyl cellulose films[J].Innovative Food Science and Emerging Technologies,2010,11:697-702.
[7] Loredana Mariniello,Prospero Di Pierro,Carla Esposito,et al.Preparation and mechanical properties of edible pectin-soy flour films obtained in the absence or presence of transglutaminase[J].Journal of Biotechnology,2003,102:191-198.
[8] 王晓玲,董海洲,刘传富,等.木薯淀粉对改善可食性羧甲基纤维素膜性能的研究[J].食品与发酵工业,2010,36(2):63-70.
[9] 王晓玲,董海州,刘传富,等.木薯淀粉对改善可食性羚甲荃纤维素膜性能的研究[J].食品与发酵工业,2010,36(2):63-65.
[10] 柳仕刚,陈培荣,朱苏文.高温处理对玉米淀粉/聚乙烯醇复合膜成膜性能的影响[J].中国粮油学报,2010,25(2):57 -61.
[11] 魏巍,张波,魏益民.处理工艺对热塑性淀粉粘度特性的影响[J].粮食加工,2007,32(3):63-65.
[12] 梅特勒-托利多.热分析应用手册——聚合物的热分析 (DSC、TGA、TMA)[M].上海:梅特勒 -托利多仪器有限公司.
[13] 魏巍,魏益民,张波.螺杆挤出热塑性淀粉黏度特性研究[J].粮油加工,2007,9:111-114.
[14] 丁霄霖,汤坚.玉米淀粉的挤出研究(Ⅰ)-淀粉聚合物的降解及其表征[J].无锡轻工业学院学报,1990,9(3):1-11.
[15] Ilo S,Tomschik U,Berghofer E,et al.The effect of extrusion operating conditions on the apparent viscosity and properties of extrudates in twin-screw extrusion cooking of maize grits[J].Lebensm Wiss,Technol,1996,29(7):593-598.
[16] 吕春林,海棠,仁庆考日乐.马铃薯原淀粉与交联淀粉可食膜的制备及其性能的比较[J].中国食品添加剂,2010(3):215-217.
[17] Heartwin A.Pushpadass,Pratik Bhandari,Milford A.Hanna.Effects of LDPE and glycerol contents and compounding on the microstructure and properties of starch composite films[J].Carbohydrate Polymers,2010,82:1 082-1 089.
[18] 吴佳敏,谌小立,赵国华.食品胶对甘薯淀粉膜机械及渗透性能的影响[J].食品科学,2009,30(23):161-165.