3003+1.5%Zn合金铝板带生产工艺研究*
2011-01-12王进录陈晓云
王进录,钱 蓉,杨 鹏,陈晓云
(云南铝业股份有限公司,云南 呈贡 650502)
3003+1.5%Zn合金铝板带生产工艺研究*
王进录,钱 蓉,杨 鹏,陈晓云
(云南铝业股份有限公司,云南 呈贡 650502)
结合3003+1.5%Zn合金生产实践,着重研究了通过铸轧供坯,冷轧生产厚度为0.10mm空调铝箔,不同的工艺流程和退火工艺对产品性能的影响。
3003+1.5%Zn;冷轧工艺;退火工艺
3003合金是一种硬度高,脆性大,塑性差,难于轧制生产的铝合金,生产厂家较少。目前汽车工业开始逐步采用3003铝合金取代其它铝合金作为其散热片,特别是添加Zn元素后的3003+1.5%Zn合金,既保证了铝合金的强度,又增强了可焊接性能。随着国内汽车业近几年的迅猛发展,厚度为0.1 mm的3003+1.5%Zn合金汽车用空调箔作为一种全新的空调箔产品,市场需求量逐年高速增长。我们对0.1 mm的3003+1.5%Zn合金汽车用空调箔进行了研究和生产试验,生产出了合格产品。本文在工业试生产基础上,对生产过程、产品成分要求、尺寸及精度要求进行了阐述,重点对化学成分、冷轧、退火等工艺对产品性能的影响进行了研究。
1 技术要求
1)化学成分
依据客户要求,确定的化学成分要求为:Si≤0.10%;Fe0.25% ~0.35%;Mn1.05% ~1.15%;Zn 1.3% ~1.65%;Cu≤0.10%;Mg≤0.02%;Cr≤0.02%;Ti≤0.02% 。
2)几何尺寸
按客户需求,确定尺寸为0.1 mm×1 021 mm×C带材,厚度公差为±0.01 mm,宽度公差为±1 mm。
3)机械性能
按用途要求,抗拉强度为180~200 MPa,伸长率为≥1.5%。
2 生产试验及研究
2.1 成份控制
Fe、Si控制:由于3000系合金是铝锰系合金,Fe、Si的比例适当,可以起辅助调整性能,增加合金加工韧性作用,参考相关铝加工资料和我们的生产实践经验,铁硅比控制在2:1左右为宜。
Mn含量控制:Mn是3000系合金的主要弥散相形成元素,在合金中形成尺寸为0.01~0.1μm弥散相,抑制合金的再结晶和晶粒长大,有效提高机械强度,增强变形抗力,含量低于0.5%时强化效果不够;但含量过高达到2%时,在合金结晶过程中形成粗大的一次结晶化合物,使材料成型性能下降,增加铸轧、冷轧生产难度,所以按客户要求控制在1.05%~1.15%。
Zn含量控制:Zn在此合金中起到改善焊接性能的作用,是客户的特殊要求,考虑含量高后难于加工,按下限添加,控制在1.3%~1.5%。
Cu含量范围控制:Cu在此合金中起到进一步强化作用,低于0.5%时强化作用不明显;当高于0.10%时,根据铸轧生产1200等铝铜系合金的实际经验,容易产生边部裂纹,对产品质量影响较大,同时铜含量高于0.5%时会导致材料耐腐蚀性急剧下降,所以控制在0.05%~0.10%。
我们对试验生产中的8个炉次按每炉次取3个样进行了连续取样分析,可获得如图1所示的折线图。

图1 试验样品杂质元素成分折线图Fig.1 Composition of impurity elements in test samples
从图1可以看出铸轧卷化学成份达到了预期的控制目的,表明所采用的熔炼和铸轧生产工艺可以满足化学成份控制要求。
2.2 冷轧与退火工艺
产品生产工艺流程为:铸轧卷→均匀化退火→冷轧→中间退火→冷轧→成品检验→入库,轧制加工率尽可能发挥设备极限,采用较大加工率,而均匀化退火是改善铸轧铝坯的内部组织偏析,为冷轧提供有利条件,中间退火是避免轧制硬化过大而产生裂纹,满足持续轧制加工的需要,成品退火是考虑Mn、Zn含量较高,适当提高热处理温度,以达到性能改善的目的。
试生产在360×800×1400铝冷轧机上进行,采用7.0 mm×1100 mm×C铝铸轧带材。先后采用了五个试验方案对产品进行试制,前四个试验方案获得的结果都无法满足要求,即产品力学性能都不符合使用要求,而试验生产方案五:主要工艺参数如表1。

表1 3003+Zn合金厚度0.1 mm铝板带冷轧工艺参数Tab.1 The cold-rolling process parameters for 0.1 mm thick aluminum alloy strip of 3003+Zn aluminum alloy
生产试验五结果产品性能见表2,只有3号试样抗拉强度偏低,其余都符合要求,并在此后的生产中多次采用此工艺生产了大量产品,都符合用户要求。

表2 产品力学性能Tab.2 The mechanical property of products
根据采用的冷轧与退火工艺看,能否获得合格产品关键在于是否采用中间退火制度以及成品退火制度,而中间退火属再结晶退火,主要目的是消除加工硬化,成品退火属低温退火,主要目的是消除部分内应力,保留一定的加工硬化。由于Al-Mn系合金固溶体内有过饱和的锰原子阻碍铝原子的扩散和形成新的晶粒,再结晶温度较高,相应的退火温度的选择也比其他铝合金要高。

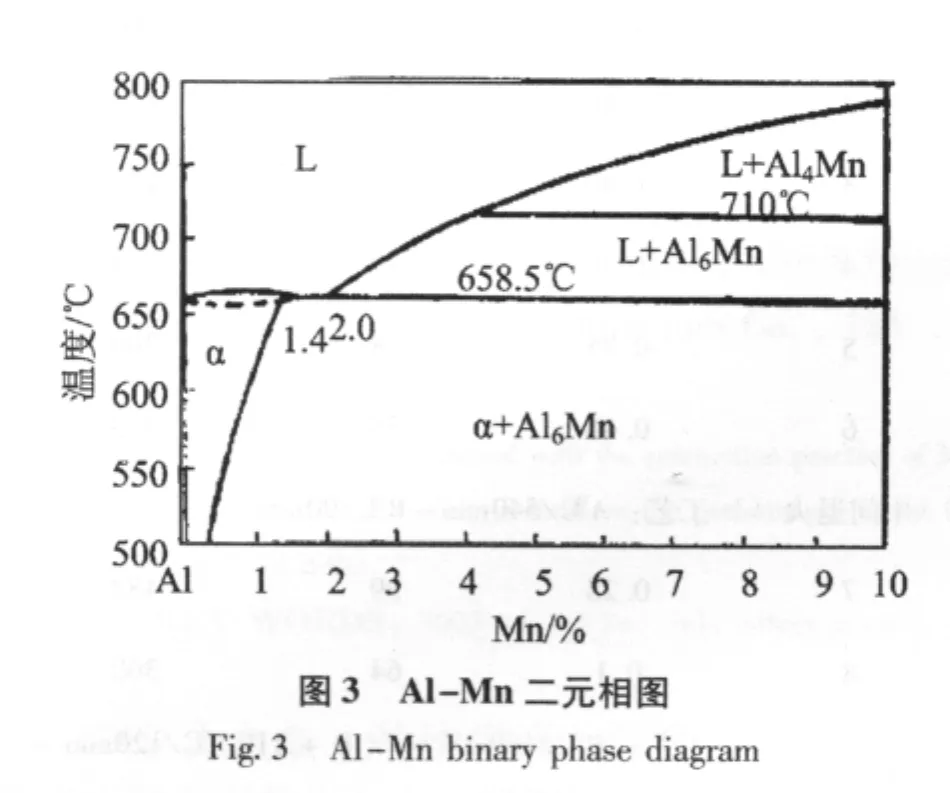
结合Al-Zn二元相图和Al-Mn二元相图可以看出:首先,在成品退火制度不变的条件下,试验二中间退火温度为 (A-60)℃时,加工硬化没有完全消除,产品成品退火后,抗拉强度低于技术要求,伸长率同样偏小;试验三调整中间退火温度为A℃后,抗拉强度同样低于技术要求,但伸长率大幅增大。其次,中间退火制度不变的前提下,试验四成品退火工艺为B℃/180 min-(B+110)℃/120 min- (B+80)℃/540 min。时,由于退火温度偏低,没有达到消除部分内应力的效果,产品抗拉强度偏高,超过了技术要求;试验五成品退火工艺为B℃/180 min-(B+110)℃/120 min-(B+95)℃ /540 min。时,退火温度比较适合,产品抗拉强度和延伸率都基本符合技术要求。
2.3 厚度控制
由于箔材对厚度控制比较严格,公差要求为±0.01 mm,考虑到我们X射线测厚仪设备测量精度和对3003+1.5%Zn合金测量校准的问题,控制精度难以符合要求。在试验生产中,我们分别采用X射线测厚仪合金校准、人工经验校准和综合校准(即合金校准+人工经验校准)三种方式进行了厚度控制,并对生产出的铝箔带材按间隔10米取一个样进行厚度测量统计,共测量10次结果见表3。

表3 产品厚度测量记录表Tab.3 The measurement record list for the thickness of products
从以上结果可以看出,合金校准厚度均值虽然符合要求,但厚度波动大,有较多测量值超出厚度要求范围 (即0.1±0.01 mm);人工经验校准厚度均值虽然偏小,不符合要求,但其厚度测量值较为稳定,在生产中我们进一步做了试验,把厚度控制向上调节,但获得的产品厚度测量结果却偏大,仍不符合要求。经过分析认为人工经验校准不能准确把握X射线测厚仪对该合金厚度控制时测量的基准值,且缺少自动调节作用,一旦人为向上限或下限控制,则结果都会偏离要求。为此,我们综合了两种厚度控制的优点,确定了综合校准厚度控制,即“合金校准+人工经验校准”联合使用,通过生产试验,获得实测结果见表3,厚度实测值有两个仍超出厚度技术要求,但稳定性和平均值都符合要求,经过调整可以满足产品技术要求。
3 结语
通过新产品的开发和生产试验,我们先后为客户提供了3003+1.5%Zn合金厚度0.1 mm铝带材,标志着新产品工艺开发获得成功,探索研究出厚度为0.1 mm的3003+1.5%Zn合金汽车用空调箔最佳生产工艺。
1)化学成分:Si 0.05% ~0.10%;Fe 0.25%~0.35%,Mn 1.05% ~1.15%,Zn 1.3% ~1.65%,Cu 0.05% ~0.10%,其他元素不超过0.02%;
2)冷轧工艺:厚度7 mm铸轧坯均匀化退火→冷轧→0.46 mm→中间退火→冷轧→0.1 mm→成品退火;
3)热处理工艺:均匀化退火工艺 (A+40)℃/540 min-B℃/90 min,中间退火工艺A℃/540 min-B℃/90 min,成品退火工艺B℃/180 min-(B+110)℃ /120 min-(B+95)℃ /540 min。
4)厚度控制采用X射线测厚仪的“合金校准+人工经验校准”联合控制。
[1]王祝堂.汽车热交换器用铝板带箔 [J].轻合金加工技术,2005,(11):1-8.
[2]孙斌煜等.板带铸轧理论与技术[M].北京:冶金工业出版社,2002.
[3]郑 璇.民用铝板带箔材生产 [M].北京:冶金工业出版社,1992.
[4]王祝堂,田荣漳,等.铝合金及其加工手册 [M].长沙:中南工业大学出版社,1989.
[5]崔忠圻.金属学与热处理 [M].北京:机械工业出版社,1993.
[6]王占学.塑性加工金属学 [M].北京:冶金工业出版社,1991.
[7]王廷溥.金属塑性加工学—轧制理论与工艺[M].北京:冶金工业出版社,1988.
[8]李艳萍,张治民,李保成,等.铝合金材料在汽车工业中的应用与展望 [J].铝加工,2007,(1)23-24.
[9]黄文波,黎祚坚.新型铝中温钎焊剂钎焊性能研究 [J].广东工业大学学报,1999,16(3):73-76.
Study on Production Process of 3003+1.5%Zn Aluminum Alloy Strip
WANG Jin-lu,QIAN Rong,YANG Peng,CHEN Xiao-yun
(Yunnan Aluminum Co.,Ltd.,Chenggong,Yunnan 650502,China)
Combined with the production practice of 3003+1.5%Zn aluminum alloy,This paper focus on the effects of different process flow and annealing process on the performance of the 0.10mm thick aluminum foil for air conditioner which produced by cold rolling with cast billet.
3003+1.5%Zn;cold rolling process;annealing process
TG166.3
A
1006-0308(2009)05-0054-03
2011-05-05
王进录 (1969-),男,云南永胜县人,高级工程师。
