深水压力舱密封技术研究
2011-01-09余建星王保建林镇诗郝晓楠林晓龙
余建星,王保建,马 骏,林镇诗,梁 静,郝晓楠,林晓龙,张 英
(天津大学 港口与海洋工程教育部、天津市重点实验室,建筑工程学院,天津 300072)
深水压力舱密封技术研究
余建星,王保建,马 骏,林镇诗,梁 静,郝晓楠,林晓龙,张 英
(天津大学 港口与海洋工程教育部、天津市重点实验室,建筑工程学院,天津 300072)
管道屈曲技术试验过程当中,发现深水压力舱的出厂自带密封工艺耗时过长、密封效果不好、安全性不佳、返工现象普遍。针对这一现象,采用全新的密封工艺流程与方法:在前期处理中对螺柱编号与清理以防止螺母安装过程中的卡死现象;采用自创的精度控制方法防止漏水以及返工;根据不同的工作压力对密封技术进行梯度划分,选取不同的密封方案。经过实验的检验,改革后的密封工艺极大地提高了密封效果的可靠性、可用性、安全性与快速性。
密封;深水压力舱;密封技术
对于深海压力舱出厂自带的密封工艺,厂家对舱体的整个密封时间长达24 h,占据整个实验时间的62%以上。深海压力容器的密封时间过长,不仅影响整个实验的进度,使科研不能按时结题;而且也是对于人力资源成本的巨大浪费,劳务安全的风险也会直线上升。本实验室通过试验,完成了对于压力容器密封过程的改良,使密封时间最低可以降低到两个多小时,只占到整个实验过程的15%以下。
1 前期准备
深海压力舱密封过程在前端盖小车将前端盖送至舱体内壁处就已经开始。从此时开始计算,整个密封过程最短可以2.5 h完成,最长也不会超过4 h。这极大的降低了密封时间,为实验进度的顺利进行提供了必不可少的保证。而且释放了实验人员的劳动力,减轻了劳动强度,避免了安全事故的发生。
1.1 前期处理
首先,在第一次实验之前就已经对舱体上的16颗螺柱以及其上的螺母进行了编号,编号情况如图1所示。
以顺时针的方向,将螺柱以及螺母依次标记为1,2,3……14,15,16。其作用:第一,每次安装以及拆卸螺母时,能够使相应的螺母以及螺柱配对,减少加工误差引起的装卸不便。第二,相同设备的配套,可以减少多次使用对螺柱以及螺母寿命的影响。第三,标号以后可以对于实验人员的分工起到显著的指导作用。第四,其对于密封效果也有影响,可以更好的起到密封的作用。
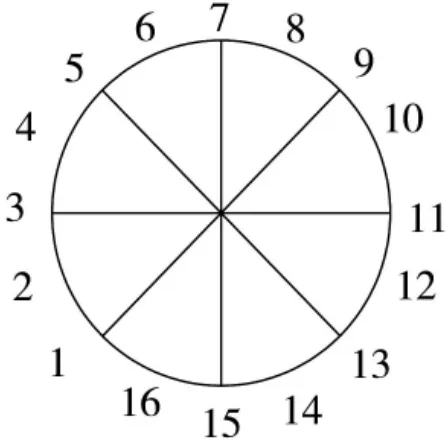
图1 螺母编号情况
1.2 选取工作压力
每次在螺母安装之前,应该对于本次实验有着比较深刻的理解。通过理论公式或者有限元软件对于该次实验进行数值模拟,从而对于该次实验所需要的压力值有着一个大致的预判断。然后选择该次实验所需要的密封工艺。本实验室将压力梯度分为4个档次(表1),经过实际的检验,没有发现问题。
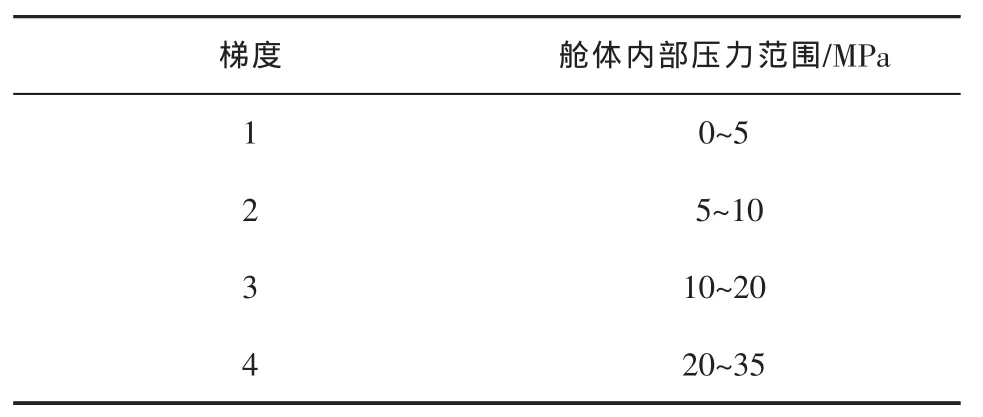
表1 舱内压力梯度表
1.3 螺柱清理
4个档次的密封均有如下的操作:首先用活扳手将所有的舱体上螺柱进行紧固,使其没有活动位移。在开始安装螺母之前首先检查舱体螺柱上是否有比较明显的刮痕,如果有,则需要用锉刀对其进行打磨,恢复螺柱上的螺纹,以防螺母以及液压拉伸头不能顺利的安装在其上。然后用铁刷子对16颗螺柱上的螺纹进行清理,将其上的铁屑以及其他杂物清除。最后用毛刷子在螺柱上粉刷机油,增加螺柱的润滑度。
1.4 螺母安装
首先将螺母垫圈套在螺柱的根部。正确的套装方式为:平滑的一面结贴舱体,有明显凹下去的一侧指向前端盖。然后依次选取螺母,看清其上标号,将其安装在与对应的螺柱上。在安装过程中,人力如果旋转不动,可以借助小撬棍插在螺母环侧开孔上,利用杠杆原理继续安装。螺母的正确安装方式为:平滑的一侧指向前端盖,环侧有插孔的一端指向舱体。螺母安装过程中不要使其紧紧贴死舱壁,留出大概一到两个螺距的距离,以方便前端盖调整平行度。
2 螺母紧固
2.1 精度调整
由于前端盖是依靠轨道小车前进,而轨道小车仅能够达到工程精度,达不到机械精度。因此当前段盖与舱壁接触后,沿一周接触缝必然某部分宽,某部分窄。最大间距能够达到40多mm,最小只有13 mm多。倘若如此直接进行密封,必然密封效果不佳,在实验中漏水,导致实验不能进行下去而必须重新返工,耗费太多的人力以及物力;有可能破坏管道模型,导致实验的直接失败;并且可能会发生事故,导致实验人员的生命安全受到威胁及实验设备受到破坏。因此必须进行前端盖的平行度调整。
首先准备好游标卡尺以及粉笔。依次测量3,7,11,15四颗螺柱旁边的前端盖与舱体接缝之间的距离,并将数据记录在所测量位置。选取这四个位置是由于3和11基本在水平位置,7和15基本在竖直位置,既能方便测量,又能提高测量精度。
测量过程最好一直由一个人完成,防止由于个人习惯以及测量工具的误差,引起明显的偏差。测量过程必须正确使用游标卡尺,尺寸精确到小数点后一位小数。
首先将液压拉伸头装配在间距最大的所测螺柱上,对其打压,当其间距缩短至18 mm处停止(一般最大间距均会大于20 mm),测量与其对角螺柱处间距。当两个对角处缝隙在0.5 mm差距范围内,将被打压的螺柱上螺母以及左右两个螺母带死。紧固的力度不用很大,防止前端盖反弹即可。同时其对角处螺柱上螺母也做相同处理。然后将液压拉伸头卸下,寻找与其垂直的两个螺柱间隙较大的那个,采用相同的方法,对其进行调整。此时其最大间距不一定大于18 mm,只要保障与其对角间隙在0.5 mm误差允许范围内即可。然后再次测量4个点的间隙,看看是否达到要求。如果没有,采用上述的方式继续调整前端盖的平行度。
在密封过程中有如下要求与假设:
(1)液压拉伸器在此时一般为单打,具体的使用方法在此不再赘述。
(2)在调整过程中认为,由于罐体重达80多t,所以是固定不动的,只是调整前端盖对于其的平行度。
(3)调整的精度要求对角的两个间隙在0.5 mm之内。4个点当中间隙最大与间隙最小的差距不能大于1.5 mm。
(4)由于罐体生产时,不可避免的会存在加工误差;而其罐体的外直径为5 024 mm,默认环向有0.5 mm的误差。所以上述的1.5 mm的误差是允许的。
2.2 机械密封
当前端盖的平行度调整好之后,将所有的螺母紧固死,达到人力拧不动即可。同时调整液压拉伸器,使其两个液压拉伸头都能够工作。以上的准备工作对于4个档次的紧固工艺均要求完成。以下将对于不同的档次分别选取不同的密封工艺。
第一档:对于罐体内达到此等压力范围,液压拉伸器在整个密封过程中,主要选用60 MPa这个压力。首先用液压拉伸器打压7号和15号,当打到60 MPa时停止,同时不要泄压。测量该位置处的间隙距离。如果平行度还满足要求在1 mm范围内,则将其上两个螺母紧固死。倘若两个间隙距离差距大于1 mm,则将间隙大的位置处紧固死,间隙小处留下一个螺纹间距的活动量。然后泄压,再次测量两个被打压位置处的间隙距离,一般情况下平行度会得到满足。随后采用相同的方法打压3号和11号,保证其精度。此时再次测量4个点处的间隙距离,保证对角间隙差距在1 mm之内。倘若不满足要求,则需要将间隙最小处的螺母松动一些,确保其平行度;倘若满足精度要求,则需要将所有的螺母再次用人力紧固。
接下来采用对角打法, 依次选择打 (5,13),(1,9),(8,16),(4,12),(6,14),(2,10)。 一般在打完(1,9)后,舱体上螺柱受力呈米字形,精度基本上就能满足要求。但是,在打压过程中要继续用游标卡尺测量间隙距离,防止操作失当以及个人能力问题引起的误差偏大的缺陷。
在打压过程中全部选用液压拉伸器的60 MPa这一档。在打完最后一对螺母后,测量前端盖与舱体之间的4个点间隙,倘若对角的间隙距离大于1.5 mm,则用液压拉伸器打压间隙大处螺母,此时选用80 MPa这一档。一般打压方式为单打,基本能满足精度要求。
第二档:前面的工作如第一档所描述。但是在打完(1,9)这一对螺母后,对于剩下的螺母需要选用80 MPa的档来打压螺母, 顺序如上所述。 然后再次按照 (7,15),(3,11),(5,13),(1,9)的顺序,用 80 MPa 的档再次打压一遍。最后调整选用100 MPa这一档。
第三档:前面的工作如第一档所描述。但是要用60 MPa这一档将所有的螺母打一圈,然后再次按照上述顺序用80 MPa打一遍,最后用100 MPa调整平行度。
第四档:前面的工作如第一档所描述。但是此次密封需要紧固三遍, 顺序如上所述。 对于 (7,15),(3,11),(5,13),(1,9)用 60 MPa 打;(8,16),(4,12)(6,14),(2,10)用 80 MPa打。 然后再次按照上述顺序:(7,15),(3,11) ……(6,14),(2,10)用110 MPa打一遍。 最后用120 MPa调整。
在打压过程中前期的平行度调整起着决定性的作用。如果平行度没有调整好,不仅会要求返工造成时间上的拖沓与误工,还会直接导致实验的失败。
2.3 尾端盖密封
对于以上4个档次的密封工艺,在第一个米字打完以后,尾端盖的密封就可以开始进行。首先将尾端螺柱配套的螺母安装在螺柱上。螺母的正确安装方式为有十字气孔开口的一端指向罐体内部,使螺母紧紧贴死舱体的外壁。然后按照与前端盖相同的顺序与要求将尾端盖密封。但是需要注意的是尾端盖的安装需要使用手动拉链,因此最少需要两个人同时工作。由于设计工艺的问题,在尾端盖的安装拆卸过程中需要将尾端盖的排气阀拆下。因此在尾端盖安装好之后,需要将排气阀安装回原来的位置,并且逆时针开至最大。
3 结论
经过本实验室的工艺研究与改进,不仅满足了深海压力舱对密封强度的需要,而且节省了安装大螺母的时间。既减轻了操作工人的劳动强度,又减少了反复操作对实验器械的损伤,保证了整个密封技术的可靠性、可用性、安全性与快速性。试验表明本实验室对于深海压力舱密封技术研究与改进是完全成功的。
[1]Rita G Toscano,Luciano O Mantovano,Pablo M Amenta,et al.Collapse arrestors for deepwater pipelines.Cross over mechanisms[J].Computers&Structures.2008,86:728-743.
[2]Assanelli AP,Toscano RG,Johnson DH,et al.Experimental numerical analysis of the collapse behavior of steel pipes[J].Eng Computation,2000,17:459–86.
[3]Kjell Arne Malo.Water pressure chamber for static testing of panels[J].International Journal of Mechanical Sciences,2001,43:1209-1228.
[4]T A Netto,S F Estefen.Buckle Arrestors for Deepwater Pipelines[J].Marine Structures,1996,9:873-883.
[5]Erling stby,Asle O Hellesvik.Large-scale experimental investigation of the effect of biaxial loading on the deformation capacity of pipes with defects[J].International Journal of Pressure Vessels and Piping,2008,85:814–824.
Research on Deep-water Pressure Container’s Sealing Technique
YU Jian-xing,WANG Bao-jian,MA Jun,LIN Zhen-shi,LIANG Jing,HAO Xiao-nan,LIN Xiao-long,ZHANG Ying
(Key Laboratory of Harbor and Ocean Engineering,Ministry of Education and Tianjin,School of Civil Engineering,Tianjin University,Tianjin 300072,China)
It's found in the tests of pipelines'buckling that the original sealing technique of the deep-water pressure container is timeconsuming,ineffective,insecure and always unsuccessful.For these phenomena,a brand-new method and process of sealing technique is adopted to greatly improve the situation:numbering and cleaning the studs in the preliminary process to prevent jamming during the installation of nuts,taking a new accuracy-control method to avoid leakage and rework,dividing for sealing technology and choosing different sealing solutions according to different working pressures.The experiments show that the new method significantly upgrades the reliability,availability,security and efficiency of the sealing technique.
sealing;deep-sea pressure container;sealing technique
TE58
A
1003-2029(2011)03-0097-03
2011-03-01
国家科技重大专项资助项目(2008ZX05026-005,2008ZX05026-006);国家高技术研究发展计划(863计划)资助项目 (2008AA09Z307);上海交通大学海洋工程国家重点实验室研究基金资助项目
余建星(1958-),男,教授,博士生导师,主要研究方向为大型工程结构可靠性分析与优化、工程风险管理等。
王保建,Email:wangbaojian856@163.com
