基于FX2N PLC的上料检测系统设计
2011-01-06林伟
林 伟
(江苏财经职业技术学院)
基于FX2N PLC的上料检测系统设计
林 伟
(江苏财经职业技术学院)
根据工件上料检测装置的控制要求,以三菱FX2N为控制器,结合传感器技术、气压传动技术和PLC控制技术,设计了一种基于工业场合自动化生产线的工件上料检测系统.完成了系统硬件和软件的设计,该系统能够实现给工作台供料,并且能够检测工件的颜色.
上料检测;FX2N;PLC;检测系统
0 引言
随着科技的不断发展,工业应用的自动化程度越来越高,可编程控制器(PLC)的应用得到了飞速的发展,它以编程简单、控制灵活方便、可靠性高、性价比高等优点在工业生产线中得到了广泛应用,为自动化控制设备提供安全可靠和比较完善的解决方案[1].
在工业场合中,完整的自动化生产线一般由供料、加工、装配、搬运和分拣等几个部分组成.供料部分位于系统的第一站,对整个系统起着决定性的作用[2].笔者以三菱 FX2N PLC为控制器,设计了一种应用于工业生产线的工件上料检测控制系统.
1 上料检测系统的结构及功能
该系统主要是针对工业应用场合的自动化生产线而设计的,属于生产线中的起始供料部分,主要作用是为后续的加工提供物料,设计的上料检测装置的结构图如图1所示.
系统工作时,PLC控制直流电机带动上料转盘转动,工件沿着送料导轨滑下,当有工件被送到工作台上时,光电传感器检测到工件,发出信号给PLC,PLC控制电磁阀使提升气缸动作,带动工作台上升,上升到位后,上面的光电传感器检测工件的颜色,把颜色信号传给PLC,PLC保存当前工件的颜色.

图1 上料检测装置结构图
2 系统硬件设计
2.1 传感器的选用及作用
该系统根据检测要求对两种传感器进行了应用,一种是红外线光电传感器,另一种是磁性开关.
(1)红外线光电传感器
红外线光电传感器又称为红外线光电开关,光电开关是通过把光强度的变化转换成电信号的变化来实现控制的.光电开关在一般情况下有三部分构成:发送器、接收器和检测电路,如图2所示.
发送器对准目标发射光束,发出的光束一般来源于半导体光源,发光二极管(LED)、激光二极管及红外发射二极管,接收器由光电二极管、光电三极管、光电池组成.在接收器的前面,装有光学元件如透镜和光圈等.在其后面是检测电路,它能滤出有效信号并且能够应用该信号[3].
按照不同的工作原理,光电开关分为槽型光电开关、对射型光电开关、反光板型光电开关和扩散反射型光电开关.该系统选用红外线扩散反射型光电开关,电源为直流24 V.该光电开关的检测头里也装有一个发光器和一个收光器,但前方没有反光板,正常情况下发光器发出的光收光器是接收不到的,当有物体通过时挡住了光,并把光部分反射回来,收光器就接收到光信号,输出一个开关信号.
该系统中采用两个红外线光电开关,下面的光电开关用来检测升降台上有无工件,上面的光电开关用来检测工件的颜色(黑、白),如图3所示.

图2 红外光电开关原理图

图3 红外线光电传感器检测位置图
红外线光电开关的接线方式为:红(棕)线接直流24 V电源的“+”;黑线接到FX2N PLC的输入端(X点);蓝线接直流24V电源的“-”.如图4所示.

图4 红外线光电开关接线图
(2)磁性开关
气缸的磁性开关由干簧管、限流电阻、发光二极管、稳压二极管组成.工作原理是:当气缸安装有磁环的活塞从干簧管上面经过时,两片舌簧被磁化吸合,电路被导通,发光二极管点亮[4],如图5所示.
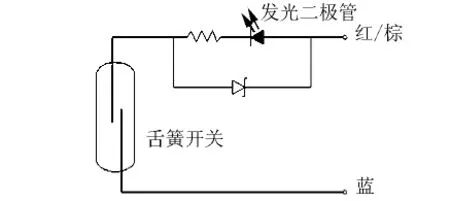
图5 磁性开关工作原理图
该系统中的磁性开关主要是用来检测各气缸活塞的位置,作用相当于行程开关,磁性开关通过检测各气缸运动是否到位,来检测各个动作是否完成,每个动作的完成,相应的磁性开关就会发出信号给PLC,磁性开关安装在气缸的两端,如图6所示.

图6 系统中的磁性开关安装图
2.2 气压传动系统设计
系统的控制核心采用的是三菱FX2N PLC,而动力驱动部分则是由气压传动系统来控制,执行元件为直线气缸.因此,气动控制部分也是系统的重要组成部分,根据系统的功能和控制要求,设计的气压传动系统原理图如图7所示.
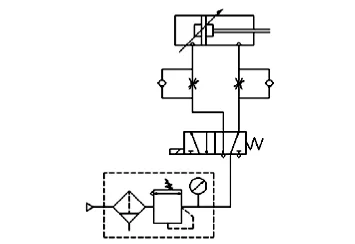
图7 气压控制系统原理图
高压气源通过空气过滤器和减压阀通向电磁换向阀,PLC通过控制电磁阀就可以控制气体进入气缸的方向,使提升气缸带动工作台上升或下降,与气缸连接的单向节流阀用来控制气缸的运动速度,采用的是排气节流法.
2.3 控制系统硬件设计
系统的硬件设计是以三菱FX2N PLC为控制器,以气动控制系统为动力驱动部分.根据系统功能和控制要求,系统的硬件结构设计如图8所示.
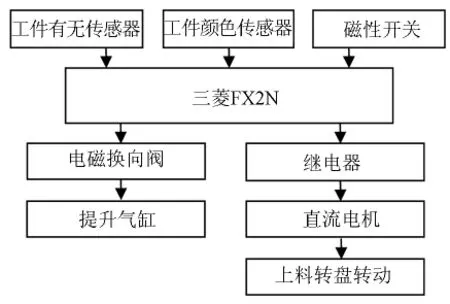
图8 系统硬件结构框图
3 系统软件设计
整个系统以三菱FX2N PLC为核心控制器,红外线光电传感器和磁性开关是检测系统的主要部件,它们将检测到的信号传到PLC的输入端(X端),PLC经过分析后,再通过输出端(Y端)发出控制信号,控制继电器和电磁阀,从而控制直流电机和提升气缸,向整个生产线提供物料,并记录下工件的颜色信号,以便后续产品的分类.根据系统的控制要求,设计的软件流程如图9所示.
4 结论
笔者以三菱FX2N PLC为控制核心,结合传感器检测及气压传动等机电一体化技术,设计了一套用于自动化生产线的工件上料检测系统,阐述了系统的结构和功能,完成了系统的硬件设计和软件设计.系统自动化程度高,实用性强.实验证明,该系统运行稳定,能够实现预定的功能要求.

图9 系统软件流程图
[1]刘美俊.基于PLC的挖掘机电气控制系统设计[J].电机与控制应用,2007,34(5):17 -18.
[2]董爱梅,丛红.基于PLC的模拟生产培训控制系统设计[J].机床与液压,2003(5):235 -236.
[3]张辰贝西,黄志球.一种基于红外光电传感器的自动导航车系统[J].机械制造与自动化,2011,40(1):105 -107.
[4]龙小波.电磁类开关型传感器原理及其应用[J].大众科技,2009(7):126-127.
Design of Feeding Detection System Based on FX2N PLC
Lin Wei
(Jiangsu Vocational and Technical College of Finance&Economics)
In this paper,the Mitsubishi FX2N PLC is used as controller based on control requirements of workpiece feeding detection device.The feeding detection system based on industry automatic production line is designed by using sensor technology,pneumatic technology,PLC control technology and so on.The system hardware and software design are completed.The workpiece can be fed to worktable and the color of workpiece can also be detected in this system.
Feeding detection;FX2N;PLC;Detection system
2011-05-31
(责任编辑:季春阳)
