中亚天然气管道工程哈国段CRC自动焊工艺应用研究
2011-01-04杜长青鹿锋华
杜长青,鹿锋华
(中国石油天然气管道局,河北廊坊 065000)
中亚天然气管道工程哈国段CRC自动焊工艺应用研究
杜长青,鹿锋华
(中国石油天然气管道局,河北廊坊 065000)
CRC自动焊设备是目前世界上最先进的管道焊接设备,具有自动化程度高、焊接速度快、全天候作业等特点。经过综合评定,中亚天然气管道工程哈国B段平原地区管道采用CRC自动焊工艺,保质保量完成了管道焊接任务。文章介绍了国内外同类焊接技术的比较、CRC工艺的特点、应用推广情况及其取得的经济效益。
CRC自动焊;工艺评定;天然气管道;经济效益
0 引言
中亚天然气管道项目是西气东输二线的气源工程,起自土库曼斯坦和乌兹别克斯坦两国边境,途经乌兹别克斯坦、哈萨克斯坦 (简称:哈国),最终到达中国新疆维吾尔自治区的霍尔果斯。管道总长超过1 800 km,其中乌国境内510.5 km,哈国境内1 300 km,中国境内4.4 km。全线采用双管并行敷设,管径1 067 mm,材质X70,壁厚分15.9 mm和19.1 mm,设计压力为9.81 MPa,设计年输气规模300亿m3,预计工程总投资73.1亿美元。
由于本工程X70钢管的强度等级较高、管径大、线路长,沿线地形复杂多样,工期要求紧,所以选用的焊接工艺必须具备合格率高、施工速度快、操作简单等特点。经专家组多次论证并结合本项目特点,确定了对于地形平坦、障碍少的地段采用全自动焊,无法连续作业的地段采用内焊+半自动焊、手工半自动焊的焊接工艺。大口径长输管道自动焊设备,生产厂家多,有意大利PWT公司、美国CRC-Evans公司、英国NOREAST公司、美国LINCOLN公司等,还有中石油天然气管道科学研究院近几年研制的PAW2000及其升级产品。专家组根据本项目特点,综合哈国国情,最终确定了在平原等适用全自动焊设备的地域采用美国CRCEvans公司生产的全位置自动焊设备。它是目前世界上最先进的管道焊接设备,包括焊接、坡口、对口系统,能对焊道进行自动跟踪,具有质量稳定、焊道成型好的特点。这套设备采用的焊接工艺代表着当今大口径管道焊接技术领域的发展方向。
1 当前国内外同类焊接技术的性能比较
1.1 PWT-CWS.02NRT外自动根焊 +PAW2000自动外焊机填充、盖面焊特点
(1)PWT-CWS.02NRT焊机是意大利PWT公司生产的一种由计算机控制的MIG/MAG焊接系统,对焊接熔池可控性调节,有效保证了焊接质量。PWT外自动根焊克服了内自动根焊仅适用于固定管径的缺点,可以同时完成根焊和填充、盖面焊,又克服了半自动焊打底和手工焊打底的固有缺陷,适于管径大于406.4 mm的各种壁厚管道的焊接。它由一台2×400内燃弧焊发电机、两个焊机电流控制单元、两个焊接小车控制单元、两台焊接小车、两套焊枪冷却系统、一个焊接编程器、一个焊接保护气配比混合单元、焊接防风棚和一条轨道组成。该机采用行走电机、送丝电机、摆动电机、焊枪横向调节电机、焊枪对中和纵向调节电机来控制焊接小车的焊接;计算机通过重力角度传感器控制管道环缝各点位置的工艺参数,该机还可通过焊机自带软件实现焊接工艺参数和焊接线能量计算。但是焊工掌握该机操作存在一定难度,较不易控制,此外需要单独的内对口器。
(2)PAW2000外自动焊机由中石油天然气管道科学研究院开发设计,主要用于长距离油气管道施工过程中管道的自动焊接。它主要由焊接小车、导向轨道、计算机控制系统、 保护气供气系统等组成。用户可根据需要在编程器上方便地更改参数设置。具有技术先进、自动化程度高、焊接速度快、焊接合格率高、操作简单、焊接工人劳动强度低等特点。可完成焊道的热焊、填充、盖面等工序。其性能参数见表1。
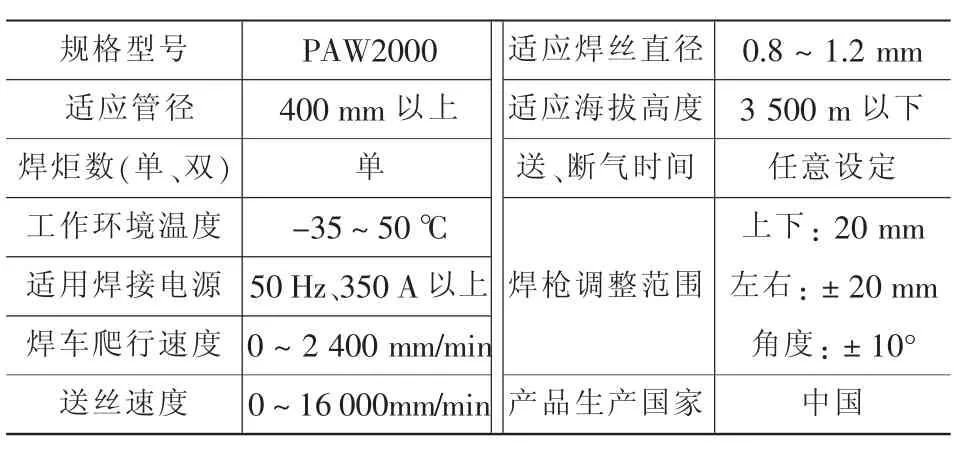
表1 PAW2000外自动焊机性能参数
但是PAW2000外自动焊机由于开发时间短,在实际现场应用中存在故障率高、维修率高的问题,设备性能不是很稳定,有待改进。
1.2 CRC管道全自动焊系统特点
CRC管道全自动焊系统包括有6把焊枪的内焊机、P260热焊系统、P600双焊枪焊接系统。带6把焊枪的内焊机集对口器和根焊机于一体,根焊在管口的内圆周完成。以X70管材、D 1 067 mm管径为例,用该内焊机打底焊,一道口平均根焊时间为80 s,其焊接效率约是焊条电弧焊的10~15倍,具有自动化程度高、焊接速度快、全天候作业等特点。
2 CRC自动焊工艺试验及其评定
为了尽快掌握CRC全自动焊技术,我们开展了工艺试验。
2.1 CRC全自动焊工艺试验
2.1.1 试验准备
(1)管材:X70钢,管道规格D 1 067 mm×15.9 mm,符合中亚天然气管道工程用直缝埋弧管技术条件。
(2)焊材:见表2。

表2 中哈天然气管道工程CRC自动焊工艺用焊材
(3)辅助设施:焊嘴等配件。
(4)操作手:都是经验丰富且在项目上操作过CRC全自动焊设备的焊工,他们都具有CRCEvans公司颁发的上岗证。
2.1.2 试验依据
API 1104-2005《管道及相关配件的焊接》和业主批准的 《中亚天然气管道工程—线路焊接工艺评定程序文件》。
2.1.3 工艺参数
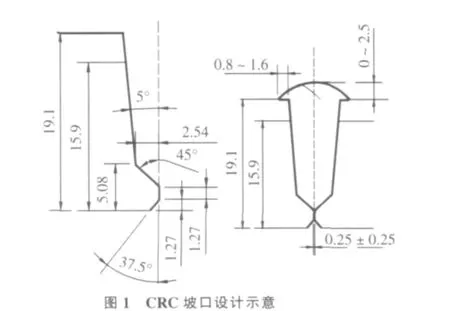
(1)坡口设计见图1。用机械方法将坡口内壁及坡口两侧各25 mm范围内的油污、铁锈等污物清理干净,直至露出金属光泽。
(2)火焰加热器在管口两侧100 mm范围内加热,预热温度≥60℃。焊接错边量≤1.6 mm,根部间隙≤0.5 mm。风速要求≤1.0 m/s。
(3)焊接参数见表3。
2.2 工艺评定
外观检查:焊缝外观整齐、均匀,无裂纹、未焊透和烧穿,焊缝有咬边现象但是未超标,符合API外观检查标准要求。
射线检测:合格,无超标缺陷,符合标准要求。
力学性能试验:按照API 1104-2005标准和业主批准的焊接工艺评定程序文件的要求取样和试验。4个拉伸试件均在母材处断裂,抗拉强度值均高于X70钢的最小抗拉强度 (570 MPa);刻槽锤断试验和弯曲试验均未见明显缺欠;在-10℃时进行冲击试验,熔合线和焊缝中心的冲击吸收功均大于45 J(中亚天然气管道工程施工规范要求-10℃时的低温冲击功平均值不低于45 J);宏观金相无明显缺陷;在母材、热影响区、焊缝中心共取25个硬度点进行硬度试验,焊缝和热影响区硬度不大于280 HV10,均满足 《中亚天然气管道工程线路焊接工艺评定程序文件》的要求。所焊试件均能满足API 1104-2005和中亚天然气管道工程施工规范要求,说明采用该焊接工艺所焊的焊接接头性能优良,完全可以在中亚天然气管道工程项目上应用和推广。
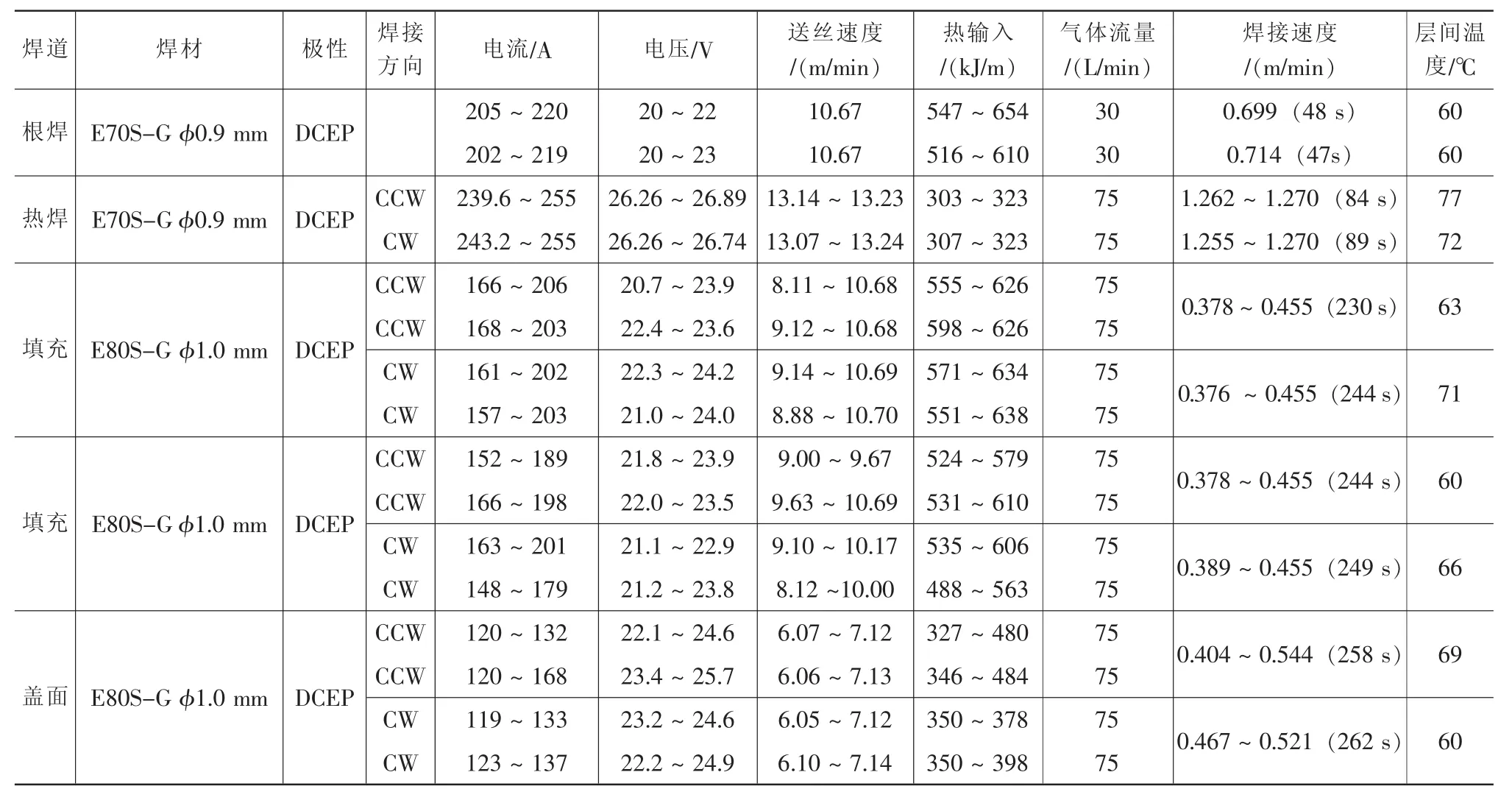
表3 焊接参数
2.3 效果
采用CRC全自动焊工艺在中亚项目用管上一共试焊了两道完整的焊缝,焊缝均满足中亚天然气管道施工要求,并据此出具了两份焊接工艺评定报告和一份焊接工艺规程,用于指导现场焊接施工。2008年7月开工以后,在CRC-Evans公司专家的帮助下仅用一个星期就渡过了磨合期,经过在中亚天然气管道工程哈国B段推广应用,完全符合规范要求,并取得了理想效果,为项目的顺利完工奠定了基础。
3 应用情况
中亚天然气管道工程哈国段于2008年7月9日开工建设,截至到2009年8月,A线和B线主体焊接已经完毕。中石油天然气管道局先后共投入3个施工主体单位,分别为管道工程一分公司、三分公司和四分公司,共计13个焊接流水作业机组。其中CRC全自动焊机组3个,完成管道焊接长度占B线的30.6%,创下了日焊接136道口,月焊接32 km的管道局焊接记录,一次性合格率达94%以上,确保了2008年500 km的焊接任务,为2009年年底A线投产,B线主体完工打下了基础。
中亚天然气管道项目采用该工艺后获得显著的经济效益,焊接401 km管道用CRC全自动焊机组比焊条+半自动焊机组要节省工期20天,合730万美元。
Application Research of CRC Automatic Welding Process in Kazakstan Section of Central Asia Natural Gas Pipeline Project
DU Chang-qing(China Petroleum Pipeline Bureau,Langfang 065000,China),LU Feng-hua
At present,CRC automatic welding equipment is the most advanced pipeline welding equipment in the world which has the features of high automation level,fast welding speed and all-weather operational capability.After comprehensive assessment,it was decided to adopt CRC automatic welding process for pipeline welding in the plain area of Kazakstan B section of Central Asia Natural Gas Pipeline.The pipeline welding work was successfully fulfilled both in quality and in quantity.In this paper,the similar welding technologies at home and abroad are compared,and the characteristics of CRC welding process,its applications and economic benefits are introduced.
CRC automatic welding;process;assessment;natural gas pipeline;economic benefit
TE973.3
B
1001-2206(2011)04-0056-03
杜长青 (1971-),男,河北廊坊人,工程师,一级注册建造师,2008年毕业于西南石油学院管道工程专业,长期从事管道工程的施工管理工作。
2011-02-23;
2011-04-18