预应力混凝土用螺纹钢筋的研制开发
2011-01-04刘宝超刘桂华苏玲天津钢铁集团有限公司棒材厂天津300301
刘宝超 刘桂华 苏玲 (天津钢铁集团有限公司棒材厂,天津 300301)
预应力混凝土用螺纹钢筋的研制开发
刘宝超 刘桂华 苏玲 (天津钢铁集团有限公司棒材厂,天津 300301)
介绍了PSB785预应力混凝土用螺纹钢筋中化学成分设计、孔型设计、控制冷却工艺等研制开发过程。试制结果表明,钢筋的外形尺寸、表面质量和力学性能均满足标准要求。在总结试制结果的基础上,通过进一步对化学成分调整和控制冷却工艺的优化,可以生产出PSB830级别的钢材。
精轧 螺纹钢筋 孔型 化学成分 力学性能 控制冷却 研制
1 前言
预应力混凝土用螺纹钢筋又名精轧螺纹钢筋,执行GB/T20065-2006标准,主要用于制造高强度、大跨度、钢筋用螺母连接方式的混凝土制品上,如核电站、水电站、桥梁、隧道、高速铁路等重点工程。根据其用途主要以ø25 mm、ø32 mm规格需求量为最大。精轧螺纹钢 筋 按 屈 服 强 度 分 为 PSB785、PSB835、PSB930、PSB1080 4个级别,其特点是在整根钢筋上轧有外螺纹的大直径、高精度的直条钢筋。在整根钢筋的任意截面都能旋上带有螺纹的连接器进行连结,或旋上螺纹帽进行锚固。具有连接、锚固简便、张拉锚固安全可靠、粘着力强等特点,又因省掉焊接工艺避免了由于焊接而造成的内应力及组织不稳定等引起的断裂。天津钢铁集团有限公司根据市场需求,为了提升公司的核心竞争能力,由棒材厂开发了PSB785ø32 mm螺纹钢筋。
2 产品主要技术指标
2.1 产品特点
精轧螺纹钢筋是一种热轧成带有不连续的外螺纹的直条钢筋,钢筋在任意截面处,均可用带有匹配形状的内螺纹的连接器或锚具进行连接或锚固。
2.2 外形、尺寸、重量允许偏差要求
2.2.1 外形
钢筋外形采用螺纹状无纵肋且钢筋两侧螺纹在同一条螺旋线上,外形如图1。

图1 钢筋表面及截面
2.2.2 尺寸
见表1。

表1 钢筋尺寸要求
2.2.3 重量偏差
精轧螺纹钢筋的重量允许偏差与国标热轧带肋钢筋相比,不按规格来分。钢筋按实际重量或理论重量交货,钢筋实际重量与理论重量的允许偏差应不大于规定的理论重量的±4%。
2.3 性能要求
钢筋的力学性能要求见表2。

表2 PSB835力学性能
精轧螺纹钢筋筋与国标螺纹钢筋相比,具有如下特点:
(1) 截面面积变大,成品孔型基圆及横肋形状(等高肋)都需要改动;
(2) 各参数尺寸无论是内径、间距还是横肋高尺寸范围都小,要求严格;
(3) 钢筋外形无纵肋,且横肋在同一螺旋线上,要求成品架次的某一轴能前后调整,加大各道次及成品架的调整难度;
(4) 性能要求高,主要体现在屈服、抗拉强度高,工艺上得采用微合金化加轧后余热控冷处理;
(5) 钢筋端部要求平齐,不影响连接器通过,得离线锯切,并倒棱;
(6) 调整难度大,生产效率低。
3 工艺设计
3.1 ø32 mm精轧螺纹钢筋的工艺流程
150 mm×150 mm连铸坯→加热→6架粗轧→1#剪切头尾→4架中轧→2#剪切头尾→4架精轧→水箱冷却→3#剪切倍尺→冷床冷却→4#剪切定尺→打捆→挂牌→收集→堆垛→拆包→锯切→倒棱→打捆→称重→挂牌→入库
3.2 化学成分
精轧螺纹钢筋,国家标准中未给定化学成分,结合我厂棒材生产线工艺装备的能力,设计化学成分。采用微合金化技术,在钢中加钒合金,利用钒与碳化物、氮化物形成的碳氮化矾的细晶粒化和沉淀强化的作用[1],提高钢的屈服强度、抗拉强度,使钢获得良好的性能。采用的钢种为40Si2Mn,设计V量为:≤0.15%;Si:1.2%~2.0%;Mn:0.5%~1.5%。C:控制在0.50%以下,S、P:≤0.045%。
3.3 轧制工艺
3.3.1 孔型设计[2]
(1) 成品孔型基圆设计
见图2。
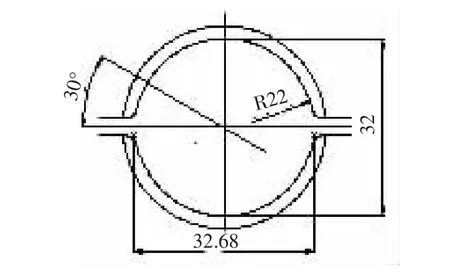
图2 ø32 mm精轧螺纹成品孔型示意图
精轧螺纹钢筋与国标螺纹钢筋相比,横截面积稍大,以ø32 mm规格为例,理论截面面积比公称截面面积大42.3 mm2,可以认为这部分是由于内径造成的,因为肋的面积只占总面积的7%左右。
轧槽高度:
Hk取内径高度32 mm;即半径R为16 mm。
轧槽宽度:

式中:d——公称直径;
δ+——正公差。
由于标准中对无纵肋要求严格,为避免在轧制过程中的钢温及张力影响使得尺寸超差,成品孔设计成带30°扩张角的圆弧连接。设计辊缝值为3 mm。

式中:ρ——侧角;
Bk——轧槽宽度;
R——基圆半径;
θ——扩张角;
S——辊缝值。
将数据带入(1)式中,求得侧角ρ为20.91°,此值小于30°扩张角,按(2)式确定扩张半径值R1。

将数据带入(2)式中,求得扩张圆弧半径为22 mm。
(2) 成品横肋及横肋间距设计
横肋为等高肋,考虑到负公差、旋入螺母以及轧槽的使用寿命等问题,选横肋高度尺寸为2.4 mm。与国标螺纹钢筋不同,精轧螺纹钢筋给出底宽的要求,对顶宽无要求,原则上底宽太大容易造成横肋充不满,太小造成横肋瘦不能保证与连接器连接后的锚固力。底宽根据标准选择6.7 mm,横肋斜角根据标准强制选择45°,螺纹根弧根据标准取2 mm(减小应力集中)。
横肋间距参数:精轧螺纹钢筋偏差(±0.3 mm)比国标螺纹钢筋偏差(±1 mm)标准要求更加严格,因为精轧螺纹钢筋要旋入锚具或连接器,且于之配合间隙均匀。国标螺纹钢筋横肋间距范围大,可大可小,精轧螺纹钢筋横肋间距范围小。根据国标螺纹钢筋的生产经验,以及对前滑的考虑,按前滑率为6.25%计算间距为15 mm。
或者按以下公式计算:

式中:N——横肋个数;
D——轧辊外径;
L——轧辊外圆间距(既考虑前滑又考虑横肋间距不能超标准,取L为16.26 mm)。
当D最大为380 mm时,求得N等于73.42个;将N取整为72时,求得轧辊外径D为372.65 mm。根据深为14.5 mm,求得轧槽底部内间距为14.996 mm,与经验值15 mm相吻合。
故将横肋均匀分布在轧辊上。分布在轧辊上得出初次使用的轧辊直径为372.65 mm,共72条横肋,铣肋间距为15 mm。
(3) 成品前孔的设计
由于精轧螺纹钢筋的成品孔面积比国标螺纹钢筋的成品孔大42.3 mm2,故应该对精轧螺纹钢筋的成品前架孔型(17#)进行调整,以保证精轧螺纹钢筋的成品架次有足够的压下量及充满度,但还不能出纵肋。所以,仍然采用双椭孔型,但是面积要加大。主要变化如下:将原来的槽口宽度加大5.23 mm,孔型高度缩小0.3 mm。最终使得红坯面积比国标螺纹红坯面积大23 mm2,对16#与18#架次红坯尺寸起到衔接过度的作用。孔型见图3。

图3 ø32 mm精轧螺纹成品前孔型示意图
(4) 延伸孔型的选择
延伸孔型基本上与国标螺纹共用,第1~4架选择箱形孔型系统,第5~16架采用椭圆-圆孔型系统,轧机采用平-立交替布置,使轧制过程实现无扭轧制。1~6架采用微张力轧制,10~18架采用活套无张力轧制。
3.3.2 现场成品架次的调整
精轧螺纹钢筋轧制的最大难点是对成品架次调整,因为既要保证所轧出的成品的外形符合国标要求,又要使成品能顺利旋入锚具和连接器,这就要求钢筋两面既不能“错辊”,又不能“错牙”。
错辊可以和调整圆钢一样,通过测量小样或成品的左右双肩尺寸,通过轧机的轴向调整螺丝来向上或向下调整。
错牙则通过调整成品轧机外侧的连接轴实现。外侧的连接轴采用无级变速液压锁紧轴,成品过小样后,测量成品小样左右牙相互错动的距离,根据此距离,顺时针或逆时针调整外侧轴位置,使左右牙首尾相连,以便使所轧成品能顺利旋入连接器或锚具。具体有两种方法:一是凭借调整工经验,在调整轴时看里外轧辊的横肋牙位置来调整;二是借助工具,测量左右牙错动的距离根据以下公式推算出外轴所需要调整的尺寸。

式中:L——轴旋转的距离;
D——轧辊直径;
d——轴刻度处直径;
X——成品小样左右错动距离。
注意调整外轴的顺序是先松开液压锁紧螺丝卸压,然后对外轴进行调整,最后打压锁紧螺丝。一定要使外轴的上部分与下部分同时转动,不能相互窜动,否则要从新调整。调整时未必一次就调好,有时需要反复去调整。
在过钢的过程中,一定要调整好各架次的堆拉关系,最大限度地减少成品钢筋前后通条的尺寸偏差。
3.3.3 控冷工艺调整
为了提高精轧螺纹钢筋的钢筋的强度,改善钢的塑性和韧性,得到良好的综合力学性能,达到国家标准要求,除调整化学成分之外,轧后余热淬火处理也可以使之提高。其原理为钢筋出成品架次后,在奥氏体状态下通过进入水箱穿水,进行表面淬火,表层淬成马氏体,在随后的冷却过程中由心部传出余热,使表面进行回火,形成回火马氏体,而心部转变为铁素体和珠光体[3]。将终轧温度控制在980-1 040℃,水箱出口温度控制在520~560℃,水箱参数为:入口压力:1.2~1.4 MPa,水量:900-1 100 m3/h。
4 轧制结果
4.1 表面尺寸
见表3。

表3 表面尺寸 /mm
从测量的表面尺寸可以看出,对于dh,成品尺寸均在国标控制范围内;对于dv,成品尺寸的中部和尾部均在国标控制范围内,由于张力的影响,成品头部稍小,超出国标。对于横肋高度,成品尺寸均满足国标。对于肋间距,成品尺寸均符合国标。
ø32 mm精轧螺纹钢筋的尺寸外形基本满足国标要求,与验规连接,均可旋入。
4.2 钢筋力学性能
见表4。
从钢筋力学性能可以看出,ø32 mm精轧螺纹钢筋的力学性能指标存在如下问题:
(1) 一次检验中抗拉强度稍高于下限980 MPa,富裕量不大;
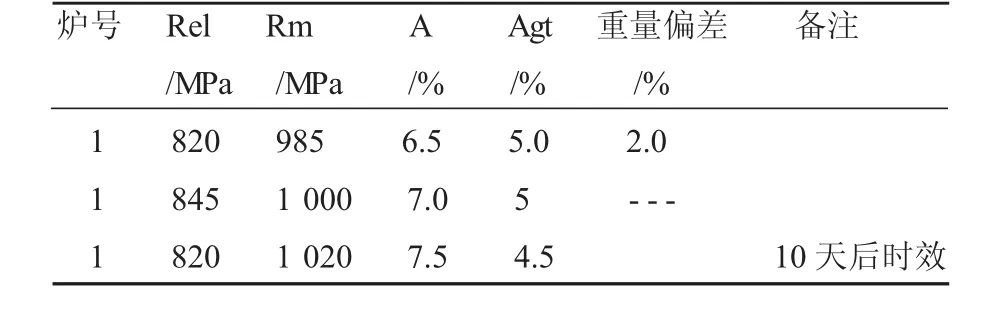
表4 钢筋力学性能
(2) 一次检验中伸长率指标低于或等于PSB785的下限7%;
(3) 一次检验中屈服强度和总伸长指标均合格。
由于精轧螺纹钢筋的钢种属于中碳钢,性能需经过时效后逐步趋于稳定,经过10天的时效后,屈服强度、抗拉强度、伸长率、总伸长各指标均达到国标PSB785的标准要求。
4.3 成品的金相组织
采用高倍显微镜对螺纹钢钢筋的横断面进行观察:边部组织为回火索氏体+回火马氏体(少量),过渡层为珠光体+贝氏体+铁素体组织,芯部为珠光体和铁素体组织。
5 结束语
采用微合金化和轧后余热控制冷却工艺相结合的生产方式生产ø32 mm精轧螺纹钢筋,性能达到PSB785级别要求。ø32 mm精轧螺纹钢筋的外形尺寸也达到标准要求。通过进一步对化学成分的调整(适当增加C、Si、Mn的含量)和控制冷却工艺参数的优化(通过对水压、水量的调节,降低水箱出口温度,使水箱出口温度控制在490-515℃之间),可以轧出性能合格的钢材,甚至可以轧制出PSB830级别的钢材。从2010年5月至2011年4月份,棒材厂轧制5次ø32 mm精轧螺纹钢筋,共生产28炉,其中符合PSB785级别的有9炉,符合PSB830级别的有19炉。
[1]王绍荣.澳标 500N钢筋的试制[J].轧钢,2010,27(6):71.
[2]白光润.孔型设计[M].沈阳:东北工学院出版社,1991:94-95.
[3]沈茂盛.型钢生产知识问答[M].北京:冶金工业出版社,2003:301-303.
Research and Development of Pre-stressed Concrete Rebar
Liu Baochao,Liu Guihua,Su Ling
The paper introduces the process of research and development of chemical composition design,pass design,controlled cooling process for PSB785 pre-stressed concrete rebar.The trail results showed that the outline dimension,surface quality and mechanical properties of the rebar could all meet the requirement of the standard.On the basis of trail result summarization,PSB830 graded steel can be produced by further chemical composition adjustment and controlled cooling process optimization.
finish rolling,rebar,pass,chemical composition,mechanical property,controlled cooling,research and development
(收稿 2011-07-13 责编 赵实鸣)
刘宝超,男,工程师,2004年毕业于鞍山科技大学,现在在天津钢铁集团有限公司棒材厂生产技术科从事技术工作。
