天铁集团6#高炉TRT控制技术的改进
2011-01-04沈乾天津天铁冶金集团动力厂河北涉县056404
沈乾(天津天铁冶金集团动力厂,河北涉县 056404)
天铁集团6#高炉TRT控制技术的改进
沈乾(天津天铁冶金集团动力厂,河北涉县 056404)
对天铁集团6#高炉TRT出现的冲转时转速控制精度不够、高炉塌料造成机组超负荷保护停机、高炉顶压控制波动过大等问题的原因进行了分析,通过采取增加冲转旁通阀、限制静叶开度、改进高炉顶压控制等措施,有效解决了上述问题。
高炉 顶压 静叶 超速 超负荷 控制
1 前言
6#TRT是天铁集团6#2 800 m3高炉配套余压发电装置,其主要作用是通过调节透平机静叶开度控制6#高炉的顶压以及高炉煤气余压回收发电。
6#TRT透平机型号为MPG20.0-280/180,设计高炉顶压250 kPa,煤气量558 600 Nm3/h,机组入口压力220 kPa,透平轴功率14 650 kW,最大轴功率19 550 kW,发电机功率为25 000 kW,控制系统采用GE的PAC Systems RX3i双CPU软冗余系统。高炉煤气经高炉及重力除尘设备依次通过TRT入口蝶阀、入口插板阀、快切阀进入透平机膨胀做功,做功后的煤气通过出口插板阀和出口蝶阀进入煤气管网。透平机将煤气内能转换为旋转的机械能,带动发电机发电。旁通阀用于协助静叶进行高炉顶压调节和机组急停时的前馈顶压控制。
2 投运后机组出现的几个问题
TRT主体工艺设备示意图见图1。TRT机组由于制作和安装要求相对于汽轮机、轴流风机等大型转动设备较宽松,并且其生产状态受高炉炉况影响较大。因此,在实际生产过程中出现的一些偶然因素可能对TRT生产造成很大的困难。6#TRT机组实际运行工况为高炉顶压220 kPa,煤气流量为600 000 Nm3/h,负荷在12 000 kW左右,基本能满足生产要求。但是自2009年6月6#TRT随6#高炉同步投产运行以来,透平机组入口煤气量大、静叶间隙过大造成机组冲转时转速控制精度不够、发电机并网困难,高炉炉况波动、塌料造成机组超负荷停机及顶压控制不佳,这些问题对6#TRT的运行造成了很大困难。
2.1 冲转时转速控制精度不够
6#TRT第一次开机时就出现了冲转转速控制精度不够的情况。按照正常开机程序,静叶在开度为零时仍能将透平机冲至超速,发电机并网相当困难。同时,由于并列快切阀安装的均压阀为电动阀,不具备快关功能,在开机过程中不能用它来节流冲转。因此只能通过调节煤气入口电动蝶阀来控制转速,但是该阀缺点很明显,由于阀门直径大,动作响应不够快,不能很好地控制住煤气流量和转速。发电机并网时运行工经常是手忙脚乱,甚至造成转速与励磁电压不匹配而跳闸,严重损害透平机组设备。
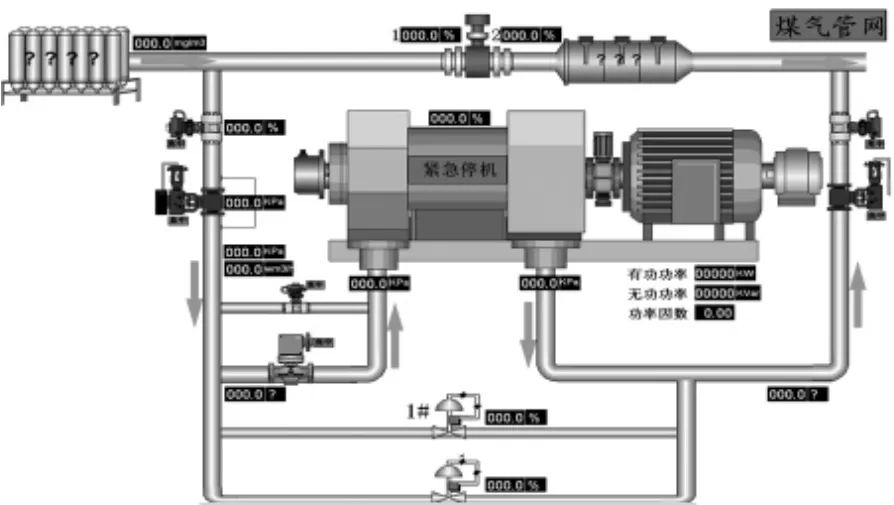
图1 TRT主体设备示意图
2.2 超负荷
2010年以来,至少出现了6次因为高炉塌料导致的煤气量剧烈变化,造成6#TRT出现间歇性超负荷运行,负荷由正常12 000 kW瞬间升至20 000 kW以上,控制系统中透平机的振动、轴向位移以及瓦温均发出危险运行信号而停机。高炉塌料在高炉生产过程中是不可避免的,且难以预见。高炉一次塌料往往会持续几个小时,这会对发电量造成非常大的损失,如何保护机组在高炉炉况异常时的安全运行就显得非常重要。因此,TRT机组必须具备超负荷保护功能。
2.3 高炉顶压调节精度不够
高炉顶压作为高炉炉况稳定最重要的前提条件和表征参数之一,直接关系到高炉的产量、焦比和煤气产量,是TRT机组长期高效发电的保证。现代高炉生产中顶压调节采用TRT直接调节的方式已经相当成熟,并且普遍应用于干式煤气除尘的高炉生产中。通常要求高炉顶压控制在顶压设定值±5 kPa以内波动。
天铁集团6#高炉实际运行时差值高压在+5 kPa以上,并且旁通阀还参与了泄压调节,低压最大时甚至到达-20 kPa。整个调压系统,特别是TRT的静叶调节效果对6#高炉的生产造成了很大的影响。
3 原因分析、解决方案及实施效果
3.1 增加冲转旁通阀
6#TRT冲转时转速控制精度不够的主要原因有两个:一是入口煤气量大,缺少节流控制设备;二是机组静叶间隙大,静叶本身对转速的控制功能丧失。对于静叶间隙的问题,需要合适的检修机会,计划在机组大修时重新测量和校正,而增加节流控制设备的方案实施起来相对简单,将原均压阀改为一个具有快切功能的液压旁通阀,管道直径由300 mm改为500 mm,见图1中透平机入口煤气管道中较细的一颗管道。TRT开机时关闭快切阀,打开此旁通阀进行冲转,冲转完成后打开快切阀,再关闭此阀,TRT投入正常生产。
改造后的旁通阀远程操作必须具备开度调节、快速切断、游动试验、故障检测等功能。根据要求选择了型号为QYKD741H-25C的快速切断阀,带独立动力油站。根据其控制原理,编写PLC控制程序。如图2所示,图2(a)为阀门控制梯形图,图2(b)为封装后功能块示意图。PLC系统需要增加的I/O点为:DI点7个,分别是远程操作(REMOTE)、就地操作(LOCAL)、开到位(KDW)、关到位(GDW)、主电源故障、控制电源故障、综合故障;DO(无源脉冲信号)点5个,分别为慢开(MK)、慢关(MG)、游动(YD)、快关(KG)、停止(T);中间变量M点4个,用于人机界面的操作,分别是慢开(MK_M)、慢关(MG_M)、游动(YD_M)、快关(KG_M)。
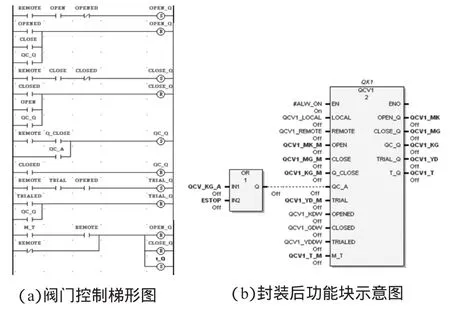
图2 旁通阀控制梯形图及其封装后功能块示意图
TRT启动条件由快切阀开到位改为快切阀开到位或冲转旁通阀开到位,停机条件由快切阀关到位改为快切阀关到位与冲转旁通阀关到位,停机指令由发出快切阀快关改为快切阀和冲转旁通阀同时快关。同时增加一个急停按钮,直接对旁通阀进行就地泄油压快关阀门。
6#TRT增加冲转旁通阀后,开机由旁通阀冲转,主快切阀处于关闭状态,煤气节流后冲转升速能控制在个位数以内,并网时转速能长期稳定在(3 000±5)r/ mim以内,使机组开机冲转的过程更加轻松,同时旁通阀具有快速关闭功能,在紧急情况下能快速实现保护停机。
3.2 限制静叶开度
高炉塌料时,高炉底部风压上穿料层,导致炉顶高煤压力和流量突增,TRT静叶在自动情况下快速打开来调节高炉顶压,就会出现机组超出额定功率运行,机组振动、轴位移、瓦温均超出允许范围的情况,使机组处于非常危险的运行状态。高炉塌料往往具有连续性,炉况波动至少要持续4 h以上才能稳定,TRT方能投入运行,否则机组会反复进入危险运行状态而遭受巨大损伤。炉况波动是高炉生产中无法杜绝的现象,煤气量和煤气压力的剧烈波动也不可避免,但是TRT的发电负荷却是可以通过对静叶开度的限制来进行控制的。根据6#TRT以往的运行经验,当顶压为220 kPa时,静叶开度在25%以上就会出现超负荷现象。因此,我们只需要限制静叶的最大开度为25%,机组就能避开高炉炉况波动所带来的冲击。此时过高的顶压交由旁通阀和高炉减压阀控制。图3为静叶的PID控制及最大开度限制。其中,PID_ISA为PID控制器;SP为顶压设定值,由高炉设定;PV为高炉顶压实际测量值;MAN为控制器的手自动投切;UP为静叶手动开;DN为静叶手动关。MOV块为控制器的最大输出限制值,通过R00651[09]参数进行赋值,8192对应为最大开度32767的25%。
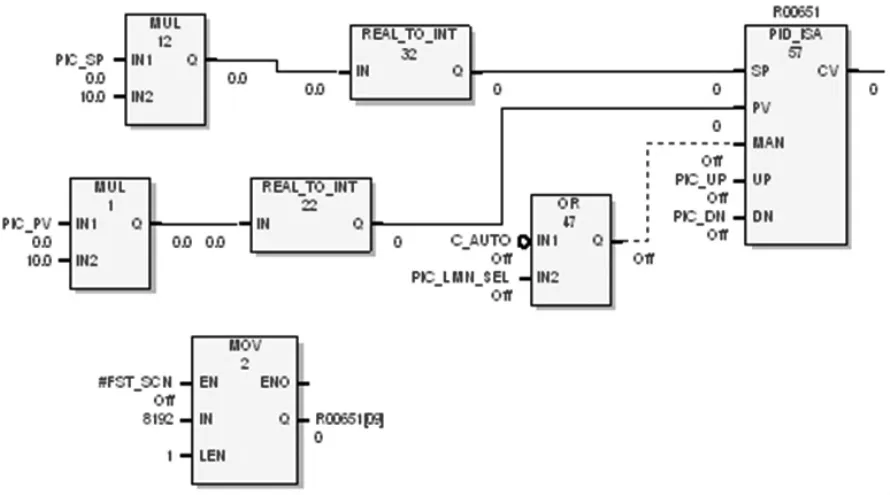
图3 静叶的PID控制及最大开度限制
静叶开度的限制完全杜绝了TRT超负荷的现象。发生塌料时,由于限制了静叶开度,通过透平机的最大煤气量同时得到限制,发电机的最大负荷也限制在了一个合理的范围内,除了过高的顶压通过旁通阀打开调整以外,其它状态都非常平稳,实施效果非常理想,解决了高炉塌料时TRT保护停机的问题,为TRT的生产挽回了巨大的损失。
3.3 高炉顶压控制的改进
高炉顶压的调节是一个相当复杂的过程。TRT开机并网成功后即参与顶压调节,直接将高炉顶压设定值GL_DY_SP赋值给静叶调节器的SP,将GL_DY_SP+3赋值给主控旁通阀调节器的SP,将GL_DY_SP+5赋值给从控旁通阀及高炉减压阀调节器的SP,从而区分各自的操作权限。
高炉顶压调节困难的主要因素有:(1)高炉在布料过程中炉顶对料仓的均压及炉料对风口的遮挡造成顶压脉冲式的下降;(2)长距离的煤气管道增加了静叶调节顶压的响应时间;(3)管道中的煤气振荡扰动了顶压的调节;(4)高炉热风炉换炉及送风压力波动对高炉顶压的扰动。图4为6#高炉顶压趋势图,采用目前最常用也是最有效的PID控制技术,控制效果从图中可看出,在大部分时间内静叶调节顶压的效果很好,但是在高炉布料周期上还是出现了脉冲式的顶压下降,图中时间坐标处的最大偏差甚至达到-20 kPa。无论对PID参数怎样调整,始终无法将顶压调好,已经严重影响到了高炉的正常生产。
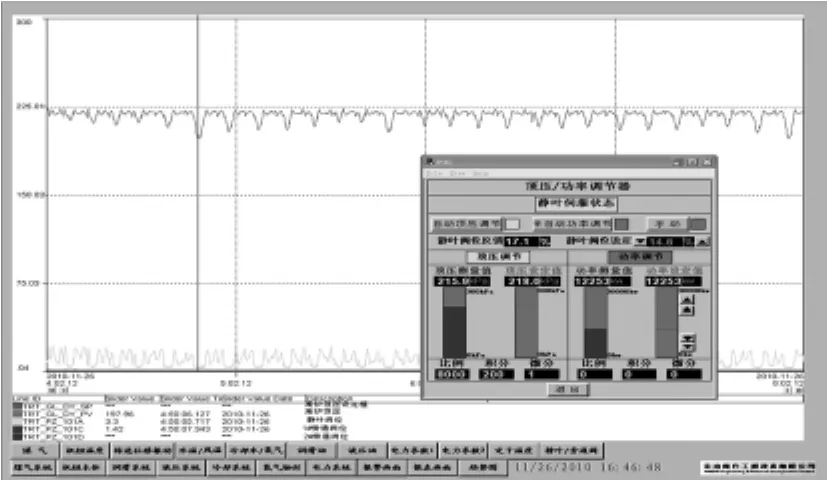
图4 改进前6#高炉顶压控制趋势图
因此引入偏差控制+PID控制的控制方式,控制逻辑图见图5。在顶压出现大的偏差时,偏差控制器能快速响应进行静叶调节,而当偏差较小时,由于积分作用,PID控制器能实现较好的静差控制。将PID控制器输出值CV与偏差控制值求和后赋值给静叶开度指令PIC_OUT来控制静叶。
改进后的顶压控制趋势见图6,顶压控制效果非常平稳,图中时间坐标处的高炉顶压最大偏差甚至在1.5 kPa以内。
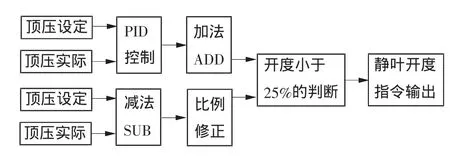
图5 增加偏差控制后的控制逻辑图
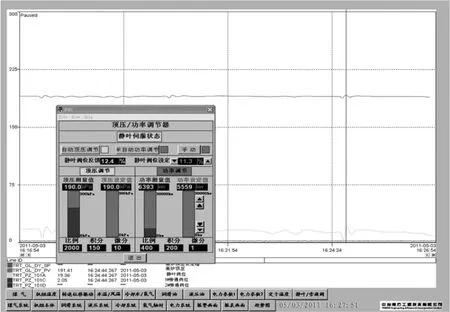
图6 改进后的6#高炉顶压控制趋势图
在引入偏差控制后,高炉顶压已经完全能控制在±3 kPa以内,按高炉正常生产时顶压设定值在220 kPa,6#高炉有效顶压相比之前提高2.5 kPa左右,对提高发电量、增加炼铁产量和降低焦比意义非常明显;同时由于静叶控制更加合理,滤除掉旁通阀和减压阀组的顶压调节,减少了煤气余能浪费,通过对生产报表的长期跟踪,发现6#TRT提高发电功率200 kW以上,具有很好的经济效益。
4 结束语
冲转时转速控制精度不够、高炉塌料造成TRT超负荷、高炉顶压控制效果不佳等是困扰TRT生产最常见的问题,在国内冶金行业中普遍存在,常常因为找不到较有效的解决办法而深受其害。本文对这些问题的存在原因、解决方案和实施效果进行了阐述,可靠、有效地解决了这几个难题。
[1]周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2002:8.
Modification of Tiantie Group BF 6 TRT Control Technology
Shen Qian
The author analyzes the problems of poor speed precision during rolling,stoppage due to machine overload caused by BF slippage and big BF top pressure fluctuation at BF 6 TRT, Tiantie Group.These problems were effectively solved by adding rolling by-pass valve,limiting stationary blade opening and improving top pressure.
BF,top pressure,stationary blade,overspeed,overload,control
(收稿 2011-10-08责编潘娜)
沈乾,男,工程师,主要从事高炉供风、喷煤及TRT的自动化方面的相关工作。
