汽车大梁钢TT610L的开发
2011-01-04王鼎天津天铁冶金集团热轧板有限公司河北涉县056404
王鼎 (天津天铁冶金集团热轧板有限公司,河北涉县 056404)
汽车大梁钢TT610L的开发
王鼎 (天津天铁冶金集团热轧板有限公司,河北涉县 056404)
介绍了天铁热轧板公司新型含Nb汽车大梁钢TT610L的开发过程,阐述了微合金化的成分设计、控轧控冷工艺对钢的微观组织及力学性能的影响。实验表明,TT610L具备优良的微观组织,稳定的力学性能,良好的低温冲击韧性,优异的冷成型性能,能够满足多种轻型车和载重车车身轻量化及高质量零部件的加工和使用要求。
汽车 钢板 成分 设计 微合金化 控制 轧制 冷却
1 前言
随着我国汽车工业的飞速发展,交通安全等问题也日益凸显。在保证汽车强度和安全性能的前提下,尽可能地降低汽车整体重量,提高汽车的动力性,减少燃料能耗,进而降低环境污染,以上几点已成为目前汽车工业发展的风向标。而广泛使用高强度汽车板则成为实现汽车轻量化的主要途径之一。研究结果表明,钢板的抗拉强度从400 MPa提高到600 MPa,钢板厚度可从16 mm降低到12 mm,而吸收的冲击能指数基本保持不变,汽车减重率可提高15%左右[1]。
为了适应汽车工业的发展,天铁热轧与国内某知名汽车企业合作开发新型高强度汽车大梁钢,此类板卷经裁剪后主要用来冲压成载重汽车的车架纵梁、横梁等结构件。通过工业试制与应用跟踪,成功开发出抗拉强度610 MPa的汽车大梁钢TT610L。
2 成分设计
结合汽车大梁钢TT610L的性能要求、服役环境,主要设计目标为实现高强度、高韧性、稳定的冷成型性能,经过多方求证,最终确定采用低C结合高Mn,并通过添加Nb、Ti进行微合金化的工艺路线,最终实现有效促进C、N化物粒子析出,通过沉淀强化及细晶强化等策略,稳定高强度汽车大梁钢的各项性能[2]。TT610L成分设计详情见表1。

表1 TT610L成分设计 /%
3 TT610L的生产工艺
3.1 工艺路线
铁水预处理→180 t氧气顶底复吹转炉冶炼→LF精炼→Ca处理→连铸→板坯加热→粗轧→精轧→层流冷却→卷取→板卷检验→打包出厂。
3.2 冶炼工艺
3.2.1 铁水预处理
高强度汽车大梁钢TT610L对钢水纯净度的要求很高,冶炼时力求将有害元素及非金属夹杂物的含量降至最低。采用镁石灰法脱硫,要求入炉铁水经脱硫站脱硫后,硫含量≤0.006%,脱硫后铁水表面需扒渣彻底。
3.2.2 转炉冶炼
转炉冶炼首先要造碱度较高、氧化性强的炉渣,为冶炼前期脱磷创造有利条件。冶炼中期要保证足够高的冶炼温度,同时将枪位和渣中FeO含量控制好,避免炉渣变性。冶炼后期要调整好炉渣成分,确保一定的碱度、FeO含量及出钢温度。出钢前用双挡渣帽堵出钢口,严格控制下渣,出钢时间保证5 min以上,防止钢水过氧化产生夹杂,影响钢水洁净度。
3.2.3 精炼
精炼采用过LF法,精炼时观察氩气流量和炉渣情况,通过多次加Ti铁来稳定Ti的收得率,通过喂含钙线固定硫和改变夹杂物形貌。最后调节底吹氩气流量,保证夹杂物充分上浮。实验炉次化学成分见表2。3.2.4 连铸

表2 TT610L试验炉次的实际化学成分 /%
板坯规格为230 mm×1 290 mm×7 800 mm,将拉速控制在1.0 m/min,平均过热度控制在21度,结晶器一次冷却、二冷配水采用APeri:弱冷曲线,动态轻压下采用DYN-Peri-230曲线,压下位置为7、8段,压下量为4 mm。浇注过程中保持液面平稳,大包和中包进行全程保护浇铸,在保证大包自开率高的情况下,大包长水口尽量靠近液面。下线后经检查,板坯表面质量良好。为避免冷却过快导致的板坯表面出现边、角部裂纹,下线后采用堆垛缓冷。经低倍检验,板坯内部质量良好,中心偏析0.5~1.0,中心疏松0.5~1.5。通过以上技术手段,结合板坯低倍检测结果,具备了此钢种的轧制条件。
3.3 轧制工艺
3.3.1 加热制度
从试验板坯化学成分来看,TT610L含有0.08%的Nb及大约0.08%的Ti,为使试验板坯中现有的Ti充分利用,现有的Nb充分固容,达到析出强化及细晶强化的目的,首先要保证板坯的加热温度达到完全奥氏体化温度,此温度直接影响钢中Nb、Ti等微合金元素的固溶程度和奥氏体晶粒的大小,从而影响后序轧制过程中奥氏体再结晶的状态、晶粒尺寸以及C、N化物的析出情况,最终影响到卷板的各项力学性能。因此,试验板坯要求在二加、三加及均热段各停留时间为 90、80、70 min,三段总停留时间为(240±5)min,保证三段的温度在1 180~1 230℃范围内。其中均热段炉膛温度控制在1 180~1 230℃,三加热段炉膛温度1 200~1 210 ℃;要求在炉时间尽量控制在(320±10)min。
TT610L详细工艺参数如下:
厚度规格:7.9 mm;
在炉时间:(320±10)min;
云天化示范田与其它品牌对照田肥料投入与产量对比,示范田冬枣增产明显,亩增产82.4kg,增产率达4.7%。这表明,使用云天化系列化肥可以显著提高该地区冬枣种植的产量。
5道次抛钢温度:(1 080±10)℃。
3.3.2 温度制度
卷取温度和冷却速率的设定主要取决于合理的终轧温度。为了使板卷得到具有较高级别晶粒度的高倍组织,较好的冲击韧性,并避免回复再结晶,结合设备情况,将FT7定为(860±20)℃,CT定为(530±20)℃,层冷模式设定为前段快冷[3],工艺参数见表3。3.3.3 负荷分配

表3 温度制度
为保证有效地去除氧化铁皮并保证粗轧5道次抛钢温度,轧制过程中粗除鳞开两排集管、粗轧机上除鳞奇道次开启,精除鳞开两排集管。为避免中间坯过度温降,保温罩全长投用,中间坯厚度为49 mm。粗轧5道次速度前3块按4.2 m/s设定,后3块视前3块精轧负荷情况决定是否调整为4.0 m/s。精轧负荷:relRed%F1~F7:22.63、25.26、29.25、25.01、22.72、19.43、14. 25;生产时在保证设备安全的情况下,负荷调整在iRelR不超过5%;精轧不甩机架,机架间冷却水全部关闭,头部不冷却长度设为0.1 m。层流前10组不设置故障阀。制定合理的轧制规程,将精轧负荷向后机架分配,通过累积应变,细化铁素体晶粒,控制合理的变形量来保证钢材性能。
4 高强度汽车大梁钢TT610L性能检测结果
4.1 拉伸性能
从切除头尾各3 m后的板卷上的外圈、中间、内圈沿横向分别截取拉伸试样坯各3个,在室温下进行拉伸试验。由表4可以看出屈服强度、抗拉强度、延伸率等性能指标均满足标准要求。因高强汽车板具有时效性,屈服强度高于标准要求40 MPa以上,屈强比可保证在0.87以上,确保了高强汽车板的稳定性和安全性能。
4.2 冷弯性能
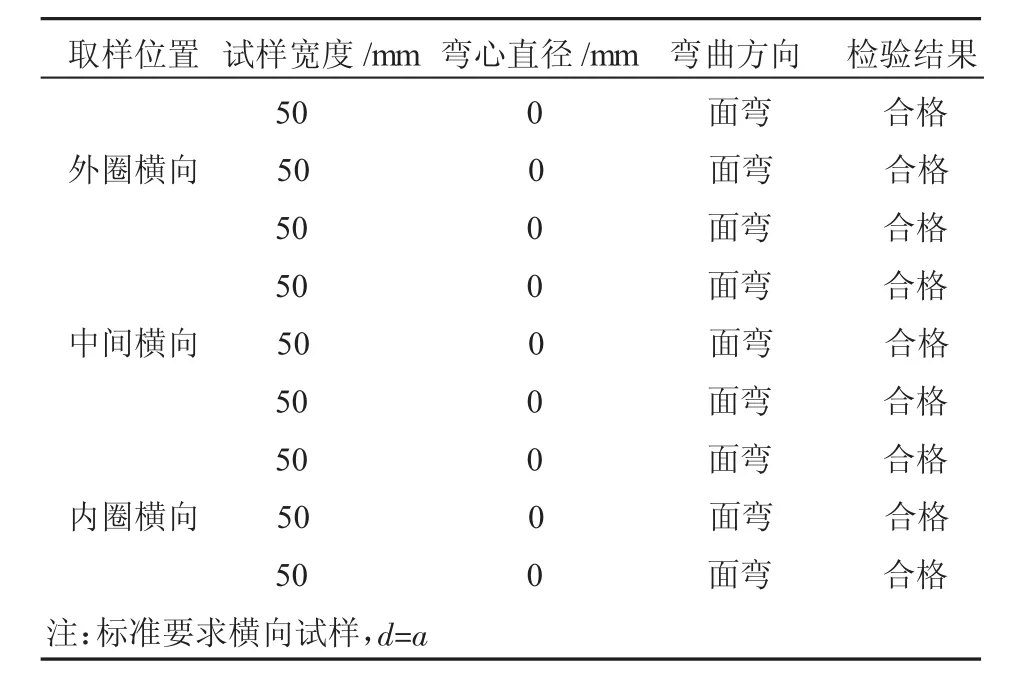
表5 冷弯试验结果
4.3 高倍组织
试样经过研磨、抛光后,用4%硝酸酒精溶液腐蚀,用莱卡DMI 5000M金相显微镜观察试样金相组织,见图 1。
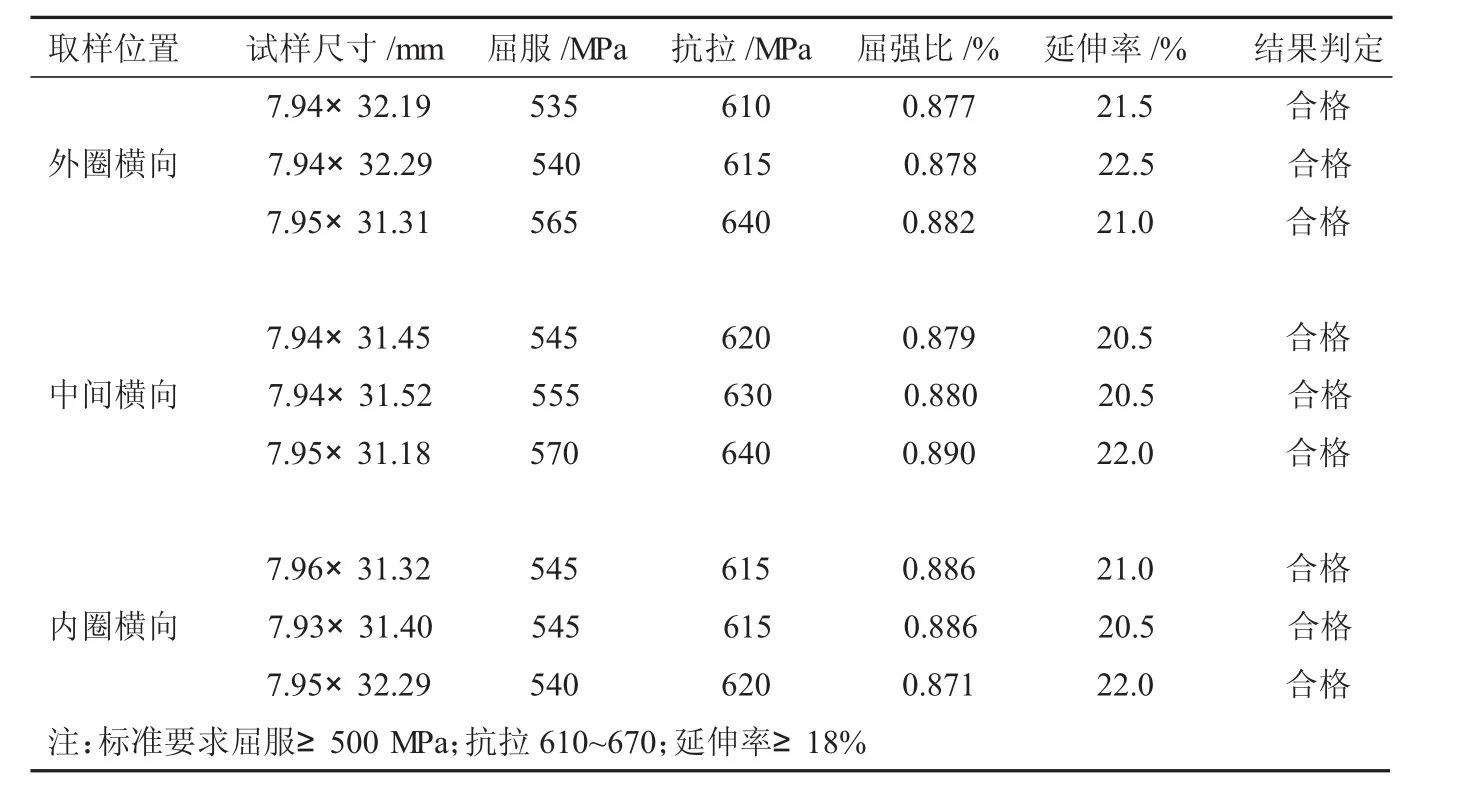
表4 拉伸试验结果数据
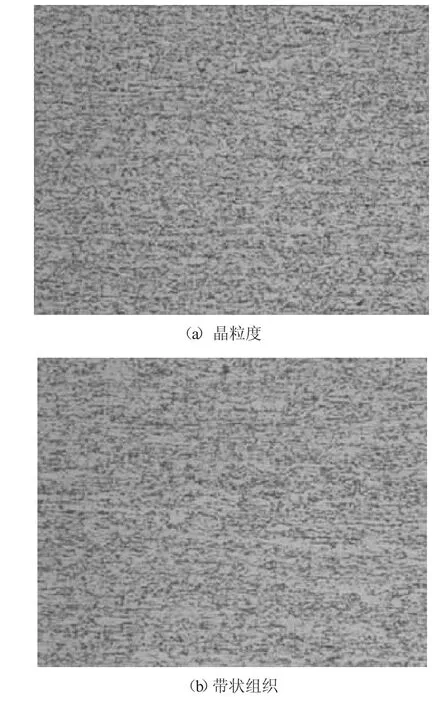
图1 汽车大梁钢TT610L高倍组织
由图1可见,高强度汽车大梁钢TT610L微观组织主要为细小的多边形铁素体+变异珠光体,平均晶粒度可达11级。带状组织1A,主要为少量MnS偏析,远远低于相关标准要求。因组织中夹杂物颗粒细小,基本可评为0级,由此可以证明钢水纯净度较高,成品板卷具有良好的冷成型性能。
5 结束语
根据成分设计、性能测试、高倍检验等检验结果,结合后期跟踪用户的最终冷成型加工使用情况,可以证明,高强度汽车大梁钢TT610L具有良好的力学性能、焊接性能以及冷成型性能,能够满足汽车轻量化的需求[4]。该研究为进一步开发生产700 MPa级高强度汽车大梁钢乃至1 000 MPa级高强度汽车大梁钢夯实了理论基础及实践基础。
[1]王国栋,刘相华,吴迪.节约型钢铁材料及其减量化加工制造[J].轧钢,2006,23(2):1-5.
[2]王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,1999.
[3]赵迪,郑中,邱春林.本钢热轧带钢卷取温度优化研究[J].轧钢,2007,24(1):24-26.
[4]赵培林,路风等,王建景,等.700 MPa及超高强度汽车大梁用钢研究与开发[J].轧钢,2011,24(2):12-16.
Development of Automobile Beam Steel TT610L
Wang Ding
The paper introduces the developing process of new automobile beam steel TT610L containing Nb at Tiantie Hot Rolling Plate Subsidiary and expounds the influence of microalloying composition design and TMCP process on steel microstructure and mechanical properties.Test results showed TT610L plate could meet the demand of bodywork weight-cutting by various light duty vehicles and trucks and that of machining and utilization by high quality parts with sound microstructure,steady mechanical properties,good low temperature impact toughness and excellent cold formability.
TT610L,composition design,Nb contained steel,microalloying,TMCP
(收稿 2011-10-08 责编 潘娜)
王鼎,男,2006年毕业于辽宁工程技术大学材料成型与控制工程专业,现在天铁热轧板公司技术质量部从事轧钢技术工作。
