基于溶剂过程的废油再生技术及工艺研究进展
2011-01-04杨鑫陈立功周星
杨鑫,陈立功,周星
(后勤工程学院军事油料应用与管理工程系,重庆 401311)
基于溶剂过程的废油再生技术及工艺研究进展
杨鑫,陈立功,周星
(后勤工程学院军事油料应用与管理工程系,重庆 401311)
石油资源紧张和油价不断飙升促使各国越来越重视废油的回收利用,根据大力发展循环经济的要求,我国的废油再生技术及工艺正逐步向着环保、高效、经济的趋势发展。文章从溶剂精制、超临界流体萃取、絮凝沉降三个方面综述了国内外基于溶剂过程的废油再生技术及工艺的研究进展,文章在对当前国内外废油再生技术及工艺分析研究的基础上,展望了我国废油再生处理关键技术的研究趋势。
废油;再生;溶剂过程;研究趋势
0 引言
石油是不可再生的自然资源,石油资源紧张和油价不断飙升已是不争的事实。我国十二五规划提出加快建设资源节约型、环境友好型社会,提高生态文明水平,积极应对全球气候变化,大力发展循环经济,加强资源节约和管理,加大环境保护力度的要求,对于我国最大限度地回收利用各种废油,缓解资源紧张,促进经济社会又好又快发展具有重要意义。
随着全球经济的发展,世界性的石油资源紧缺日见凸显,油价居高不下的局面已成定局。因此,废油再生不仅是重要的经济问题,更是社会问题,是发展循环经济的战略性课题。目前,中国每年消耗润滑油600多万吨,其中90%以上都可以回收,废油再生的市场机会巨大,采用先进的废油再生技术,废油回收率可以达到70%,而能耗仅为从原油中提炼润滑油的15%,经济效益相当可观[1]。再生废油,变废为宝,将废油通过技术工艺转化成为可重新利用的润滑油是一项利国利民的事业,从保护生态环境、维护群众健康、节约石油资源、降低我国对石油进口的依赖程度,具有无可估量的现实意义。
基于溶剂过程的废油再生技术及生产工艺包括溶剂精制、超临界流体萃取及絮凝沉降,均具有环境友好、操作方便、能耗低、规模不受限制,易与其他技术集成等诸多优点,具有广阔的应用前景。
1 溶剂精制
1.1 溶剂精制技术
溶剂精制就是利用某些有机溶剂对废油中的基础油组分与添加剂、氧化产物、油泥等杂质溶解度不同的特性,在一定工艺条件下,将基础油与杂质分开,获得再生油。
杨树花[2]研究了废润滑油溶剂精制过程:预处理-常压蒸馏-减压蒸馏-溶剂精制-白土补充精制-过滤,并选取糠醛-杂醇混合溶剂和糠醛溶剂在100℃时再生废油,再生油各项理化指标优于硫酸-白土工艺精制油,收率分别为70%与78%,表明溶剂精制工艺可用于废油再生工艺,值得开展更深入的研究。莫娅南、郭大光等[3]研究了乙醇、糠醛、N-甲基吡咯烷酮(NMP)再生废油,试验得出乙醇、糠醛、NMP与废油的比例分别为2、1.5、1时再生油黏度指数最佳;NMP萃取剂油比为1,精制温度为60℃时,再生油达到QSHR001-95HVI标准,回收率达93.19%,表明NMP是效果很好的废油再生溶剂,但其价格昂贵,来源困难,因而不易广泛应用。
Brownawell等[4-6]与Jordan等[4-6]分别进行了正丁醇、丁酮再生废油的试验,研究表明四个碳原子的醇、酮极性溶剂不仅能萃取出废油中的基础油,还能絮凝部分添加剂和氧化产物。Brownawell等与Jordan等的基础性研究为以后众多科研人员开展工作提供了极其有价值的参考。Jesusa Rincon,Pablo Canizares等[7-9]研究了不同温度、压力下丙烷、乙烷作为溶剂再生废油的效率、产率及氧化产物、含金属化合物的去除量。研究表明,压力对含金属化合物的去除无影响,但低压能提高氧化产物的分离效率;液态、超临界流体状态、气态三种不同状态下丙烷、乙烷精制再生废油时,液态效果最佳,液态丙烷温度为90℃,压力为30 kg/cm2,时间为4.5 h时,再生油质量最好,产率达80%;液态乙烷温度为25℃,压力为100 kg/cm2,时间为5 h时,再生油质量最佳,产率达80%。丙烷、乙烷溶剂精制-真空蒸馏所得再生油指标见表1。Al-Zahrani[10],Jesusa Rincon[11-12]等考察了不同温度和剂油比时异丙醇、正丁醇、仲丁醇及丁酮再生废油的产率及质量,研究表明,单一溶剂作萃取剂时,丁酮的萃取效果最佳,正丁醇次之,异丙醇的萃取效果最差;丁酮与仲丁醇构成组合溶剂,质量比为1∶3时再生油质量最好,产率较高达87.5%。Whisman等[13]采用组合溶剂正丁醇、异丙醇和丁酮试验再生废油,研究发现:正丁醇∶异丙醇∶丁酮为2∶1∶1(体积比),组合溶剂与废油的萃取质量比为3∶1时,再生油质量达到最佳,产率达90%。Reis等[8]研究了组合溶剂正己烷和含KOH的异丙醇溶液再生废油,通过试验得出异丙醇中溶解少量KOH可以更有效的去除废油中的杂质和添加剂,当采用3 g/L的异丙醇溶液,废油∶正己烷︰异丙醇的质量比为0.25∶0.2∶0.55时,可以工业化再生废油,表明溶剂精制再生废油具有实用研究价值,有广阔的应用空间。
1.2 溶剂精制工艺
法国石油研究院(IFP)开发了丙烷精制工艺[13-17],废润滑油精制前,用液态丙烷剂除去废油中的主要杂质,然后再进行硫酸-白土精制得到再生油。该工艺硫酸使用量从10%~13%降到2%~3%,白土使用量从5.5%~8.5%降到2%~4%,酸渣生成量下降,再生油的收率大约提高了10%。
美国能源部能源中心开发出BERC工艺[13-17],用组合溶正丁醇、异丙醇及甲乙酮再生废油,正丁醇:异丙醇:甲乙酮为50%∶25%∶25%(体积比),组合溶剂与废油质量比为3∶1时对废油进行萃取——离心除去杂质获得粗产品,经减压蒸馏后白土精制得润滑油组分。
InterlineU.K Ltd[13-17]公司(Stoke-on-Trent,England)开始运行一项溶剂精制工艺回收废发动机油和液压机油,在环境温度下连续作业,废润滑油与丙烷混合,溶剂溶解废油,使添加剂和杂质析出并沉积,丙烷约在121℃和1.9 MPa下闪蒸后从油中回收,然后通过真空蒸馏将废油油分离为等级油。该工艺将废油转化为约75%的润滑油基础油,8%的燃料油和12%用于沥青混合料的沥青产品,运行费用仅约为常规的硫酸-白土处理或蒸发加氢处理费用的1/3。
2 超临界流体萃取
超临界流体是温度及压力均处于临界点以上的气体,是一种既不同于气态,也不同于液态和固态的新型流体。超临界流体作为一种特殊的溶剂,其溶解能力可以通过压力或温度的变化而改变,从而改善萃取过程的选择性及分离效果。超临界流体萃取作为一种新型的分离技术,在石油化工领域也得到了应用。
程健、战玉富等[18]选用超临界流体丙烷、丁烷再生废油,试验发现,超临界流体具有较强的脱除残留添加剂等杂质的能力,再生油的金属Zn、Mg、Ca、Fe等含量达到基础油标准,收率达到90%;同时通过试验得出超临界丁烷比超临界丙烷具有更强的溶解能力。邵敏、刘溆蕃[19]选用丙烷为溶剂论述了超临界流体萃取分馏技术再生废油的可行性,研究表明采用超临界流体萃取工艺再生废油有较强的脱酸性氧化物和金属的能力,再生油理化性质接近中性油指标,收率达到80%~85%;表明超临界流体萃取工艺再生废油是可行的,结合该工艺对环境无污染的显著优点,因而有广阔的开发前景。
Monica Arias,Ignacio Penichet等[20]对超临界流体萃取与传统溶剂萃取方法索氏萃取、超滤萃取及高速溶剂萃取做了比较,得出超临界流体萃取具有高效、快速、用量少和无污染的独特优点。Rodrigueza[21]在实验室条件下过滤清油,加入超临界流体CO2,利用超临界状态下的CO2流体来降低润滑油的黏度,结果表明,当压力在150 MPa时,废润滑油的黏度减少了80%,从25mPa·s降到了5mPa·s。Jesusa Rincon等[7-9]初期采用超临界流体乙烷、丙烷试验再生废油,研究表明,随着温度升高,超临界乙烷、丙烷密度减少,再生油产率下降;Jesusa Rincon等[22]随后考察了超临界流体CO2在温度25~80℃,压力300 400 kg/cm2下,分别用乙烷、甲醇、丙酮、正己烷作为助溶剂改性超临界CO2再生废油,试验发现,压力为300 kg/cm2,温度为40℃,正己烷为助溶剂,浓度为10%时,再生油质量最好。Luca Fiori[23]研究了超临界流体CO2工业化规模再生废油的动力学模型、生产工艺流程如图1及经济可行性,研究表明应用超临界流体萃取再生废油效率高达86%,有可观的经济收益。Luca Fiori的研究结论获得了国际社会的关注。
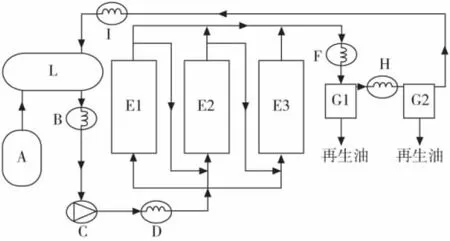
图1 超临界流体萃取再生废油生产工艺流程
3 絮凝沉降
絮凝沉降是利用以胶体形态存在于废油中的杂质粒子带有同类电荷,因而加入特定絮凝剂配成的溶剂,使胶体粒子吸附凝聚,在外界提供动力的情况下脱稳沉淀,把废油中的积炭、金属磨粒、氧化产物等杂质除去,获得再生油。
丁福臣[24]通过废油再生的试验研究,筛选出一种由极性溶剂与烃类组合的复合萃取-絮凝溶剂,当溶剂组成比为1∶1,剂油比为3∶1时,再生油质量优于传统酸-白土精制油,并接近基础油500SN的质量标准。董元虎,尹兴林等[25]应用硅酸钠溶液再生废CNG/汽油两用燃料发动机油,通过正交试验获得再生油的最佳工艺参数:硅酸钠溶液浓度为20%,溶液添加量为10%,搅拌温度为75℃,搅拌时间为20 min,搅拌速度为1 000 r/min,沉降温度为70~80℃,沉降时间为16 h。张圣领等[26-27]以石油破乳剂DPA2031为絮凝剂、活性白土为吸附剂,经絮凝、吸附再生废柴油,再生油一些理化指标符合国家标准,产率为73%。张贤明等[28]选取一种具有氨基结构的化合物作为絮凝剂将废油脱色后进行白土精制,所得再生油基本接近新油SC40的标准。熊道陵等[29]开发出一种聚氧乙烯去水山梨醇多油酸酯类的新型絮凝剂再生废油,研究结果表明,在絮凝剂添加量为5%、反应温度为80℃左右、反应时间为30 min、恒温沉降温度为80℃、沉淀时间为20 h的试验条件下再生油透光率最好,各项指标可达新油标准。絮凝沉降再生废油无二次污染,操作简单,而且易与其他技术集成。
4 展望
国内目前约有2/3厂家采用传统的蒸馏-酸洗-白土精制工艺再生废油,该生产工艺虽然操作简单、成本较低,但再生油收率一般小于70%,质量较差,并且产生难以处理的酸渣、废水等,污染环境,不切合我国建设环境友好型社会的要求;其次,国内约有1/3工厂采用沉降-酸洗-白土蒸馏工艺再生废油,此工艺将蒸馏与白土精制合为一个工序,节约了热能,但此工艺酸洗沉降缓慢,洗油中夹杂有酸渣,蒸馏后可能影响油品质量,特别是如今中高档油品比例上升,增加了使用此工艺的难度[14-16]。国外的废油再生工艺已经从早期的蒸馏-酸洗-白土精制工艺向蒸馏-加氢精制工艺转变。该工艺污染少、再生油质量高,但投资成本高,同时需要健全的回收体系收集大量废油进行大规模生产,不适合现阶段我国大多数废油再生厂规模小、资金少、技术落后的实情。
基于溶剂过程的废油再生技术及工艺操作简单,能耗较低,再生油质量好,消除了酸渣污染,设备可在原有的酸土工艺上采用萃取-蒸馏技术加以改造。因此,根据国内废油再生实际发展水平,以环保节能、成本低廉、提高再生油质量为出发点,将溶剂萃取技术与絮凝沉降技术组合成为萃取-絮凝技术再生废油,在现有研究成果的基础上改进优化溶剂精制工艺是我国现阶段废油再生工业的发展趋势。
[1]洪凤林.发展循环经济,促进废油再生[J].中国资源综合利用,2009,27(11):5-6.
[2]杨树花.废润滑油溶剂精制工艺探讨[J].润滑油,1993,8(3):36-37.
[3]莫娅南,郭大光,张延雪.溶剂精制法回收废润滑油[J].石油与天然工,2007,36(2):124-134.
[4]M Alves dos Reis,M Silva Jeronimo.Waste Lubricating Oil Rerefining by Extraction-Flocculation 1.A Scienti-Fic Basis to Design Efficient Solvents[J].Ind Eng Chem Res,1988,27(7):1222-1228.
[5]M Alves dos Reis,M Silva Jeronimo.Waste Lubricating Oil Rerefining by Extraction-Flocculation 2.A Method to Formulate Efficient Composite Solvents[J].Ind Eng Chem Res,1990,29(3):432-436.
[6]M Alves dos Reis,M Silva Jeronimo.Waste Lubricatingoil Rerefining by Extraction-Flocculation 3.A Pilot Plant Study[J].Ind Eng Chem Res,1991,30(11):2449-2456.
[7]Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,et al.Regeneration of Used Oil by Propane Extraction[J].Industrial&Engineering Chemistry Research,2003,42(20): 4867-4873.
[8]Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,et al.Improvement of the Waste-Oil Vacuum-Distillation Recycling by Continuous Extraction with Dense Propane[J].Industrial&Engineering Chemistry Research,2007,46(1):266-272.
[9]Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,etal.Regeneration of Used Lubricant Oil by Ethane Extr-action[J].Journal of Supercritical Fluids,2007,39(3):315-322.
[10]SM Al Zahrani,N O Elbashir,A E Abasaeed.A Method of Predicting Effective Solvent Extraction Parame-Ters for Recycling of Used Lubricating Oils[J].Chemical Engneering and Processing,2002,41:765-769.
[11]Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,et al.Waste Oil Recycling Using Mixtures of Polar Solve-Nts[J].Industrial&Engineering Chemistry Research,2005,44(20):7854-7859.
[12]Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,et al.Regeneration of Used Lubricant Oil by Polar Solvent Extraction[J].Industrial&Engineering Chemistry Research,2005,44(12):4373-437.
[13]戴钧墚.废润滑油再生[M].北京:中国石化出版杜,2000:117-364.
[14]董志学,贾丽,王军,等.废油再生技术的研究进展[J].工业催化,2003,12(12):33-35.
[15]徐先盛.我国废润滑油再生工艺及发展策略探讨[J].润滑油,1993,8(3):1-5.
[16]张贤明,焦昭杰,贾玉梅,等.工业污染废润滑油再生技术[J].环境科学与技术,2008,31(3):39-42.
[17]张晞.矿用废润滑油再生利用现状综述[J].中国物资再生,1996(6):22-24.
[18]程健,范耀华,战玉富.超临界流体萃取再生废润滑油[J].润滑油,1993,8(3):38-41.
[19]邵敏,刘溆蕃.超临界流体萃取分馏再生废润滑油工艺[J].石油炼制与化工,1997,28(10):16-19.
[20]Monica Arias,Ignacio Penichet,Fredy Ysambertt,et al.Fast Supercritical Fluid Extraction of Low-and High-Dens-Ity Polyethylene Additives:Comparison with Conventional Reflux and Automatic Soxhlet Extraction[J].Supercri-tical Fluids,2009,50:22-28.
[21]唐建伟,吴克宏.膜分离技术在废油再生中的研究进展[J].膜科学与技术,2010,30(1):103-106.
[22]Jesusa Rincon,Rafael Camarillo,Luis Rodriguez,et al.Fractionation of Used Frying Oil by Supercritical CO2and Cosolvents[J].Industrial&Engineering Chemistry Research,2010,49(5):2410-2418.
[23]Luca Fiori.Supercritical Extraction of Grape Seed Oil at Industrial-Scale:Plant and Processdesign,Modeling,Eco-nomic Feasibility[J].Chemical Engineering and Processing,2010,49(8):866-872.
[24]丁福臣.萃取-絮凝法再生废润滑油的研究[J].北京石油化工学院学报,1999,3(2):44-48.
[25]董元虎,陈世江,尹兴林,等.废CNG/汽油两用燃料发动机油絮凝再生工艺[J].长安大学学报,2010,30(4):92-96.
[26]张圣领,刘宏文,赵旭光.废润滑油絮凝-吸附再生工艺的研究[J].化学世界,2002(10):527-529.
[27]张圣领,刘宏文,赵旭光.废柴油再生工艺的研究[J].环境污染治理技术与设备,2003(4)1:6-8.
[28]张贤明,焦昭杰,李川,等.絮凝-白土复合再生废润滑油[J].环境工程,2008,(26)2:47-49.
[29]熊洧,熊道陵.新型絮凝剂再生废润滑油工艺研究[J].江西科学,2009,27(3):356-359.
Research Progress on Regeneration Technologies and Technics o f Waste Oils Based on Solvent Process
YANG Xin,CHEN Li-gong,ZHOU Xing
(Dept.of Oil Application&Management Engineering,LEU,Chongqing 401311,China)
For dec reasing petroleum resource and soaring oilprice,m ore and m ore attention is being paid to regeneration of w aste oils in every country.W ith regard to the demand of cyclic econom y in our country,technologies em p loyed in recycling are becom ing environm entally friendly,efficient and econom ic.The technologies and technics on regeneration both at hom e and abroad are summ arized in this paper,and especially,the solvent refining,supercritical fluid extraction and flocculationsedim entation are described in detail.In the end,the research trends of key technologies of regeneration in China are predicted.
w aste oil;regeneration;solvent process;research trend
TE624.5
A
1002-3119(2011)06-0054-04
2011-04-25。
杨鑫(1986-),男,在读硕士研究生,主要从事废油再生利用等方面的研究工作。
