原纤化Tencel纤维对滤纸性能的影响
2010-12-31梁云于天胡健
梁 云 于 天 胡 健
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
天丝(Tencel)纤维是兰精公司生产的天然纤维素纤维。它以桉木浆为原料,采用N-甲替吗啉-N-氧化物(NMMO)溶剂的纺丝工艺制造。其具体方法是,首先将桉木浆与NMMO直接混合溶解,同时加入添加剂,以调节纤维素溶液的特性和改善纤维素大分子的性能。然后将纤维素溶解液过滤,脱泡,并纺丝。接着在低温水浴或水/NMMO体系凝固成形后,经拉伸、水洗、去油、干燥和溶剂回收等工序后最终制成Tencel纤维。
作为一种再生纤维素纤维,Tencel纤维除了亲水、易于在水中分散外,它的结晶特点和在湿态下的溶胀特性,使得机械作用力非常易于将它在湿态下原纤化[1]。原纤化后的Tencel纤维原纤丰富,直径分布范围很广,从微米级到纳米级都有涉及。Tencel纤维容易在水中分散且易于获得纳米直径原纤的特性[2],使它可能应用于湿法成形的高精度过滤纸中。
在湿法成形的过滤纸生产过程中,纤维原料在成形前的机械预处理方式是打浆。对于植物纤维而言,适当的打浆不仅可以使纤维充分水化,具有良好的分散特性,而且还可以使其得到恰当的原纤化。而这也是适合于对天丝进行原纤化处理的机械方式。为了明确获得高度原纤化形态的Tencel纤维的打浆方式,本实验首先研究了实验室PFI磨打浆对Tencel纤维形态的影响。对比了相同质量分数下,高原纤化Tencel纤维和玻璃棉分别与木浆纤维复配抄纸的成纸的物理性能和过滤性能。
1 实验
1.1 原料
Tencel纤维:细度1.7dex,长度6mm,标准型(G100);玻璃棉(44°SR);阔叶木化学浆(巴西产)。
1.2 实验仪器
PFI盘磨:加拿大LABFECH生产;YO-2-18纸浆打浆度测定仪:四川省长江造纸仪器有限公司生产;抄片器:英国ME-255产;纤维长度检测仪器:FS-200;测厚仪:YG142,宁波纺织仪器厂产;光学显微镜:日本BX51TF;电脑式透气性测试仪:YG461E,宁波纺织仪器厂产;电脑测控耐破度仪:型号DC-NPY1200,四川省长江造纸仪器有限公司产;扫描电子显微镜:日立,S3700;毛细流量孔径测试仪:型号CFP-100-A,美国PMI公司生产;多通实验台:上海航洁流体技术有限公司生产。
1.3 打浆
利用PFI磨对Tencel纤维进行打浆,打浆转数分别为:2000、4000、6000、8000和10000转。
1.4 过滤纸的制备
选择10000转打浆处理的Tencel纤维以及44°SR的玻璃棉纤维分别与木浆纤维进行配抄,其质量比分别为:0∶100,3∶97,5∶95,10∶90,15∶85,20∶80。过滤原纸用水性乳液(丙烯酸乳液)进行增强,上胶量为20%,成纸定量为130g/m2。
2 结果与讨论
2.1 Tencel纤维打浆特性的研究
Tencel纤维用PFI磨分别经过2000、4000、6000、8000和10000转打浆后,依次编号为T1,T2,T3,T4,T5,未经打浆的Tencel纤维原料编号为T0。各编号的Tencel纤维打浆度和平均纤维长度见表1。

表1 打浆强度对Tencel纤维打浆度和平均长度的影响
从表1可以看出,在打浆初期,Tencel纤维就被迅速地切断,纤维长度显著下降,但打浆度并不像植物纤维那样迅速上升,直到纤维被切短到0.85mm以下,打浆度才开始明显提高。
2.2 纤维形态的光学显微镜观察
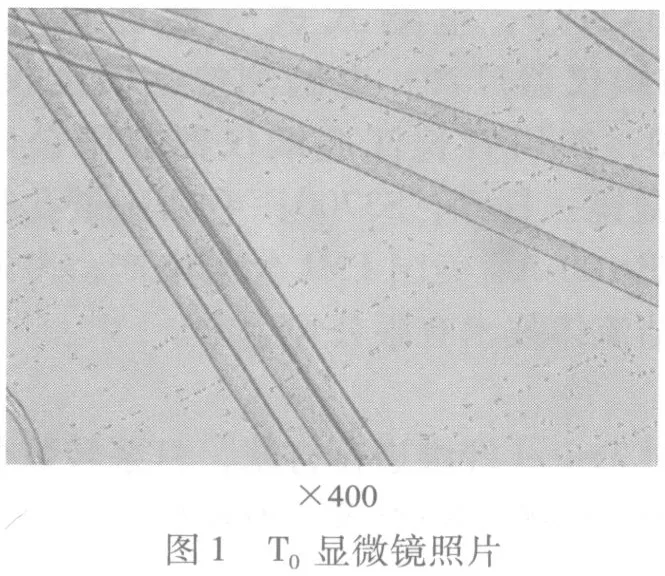
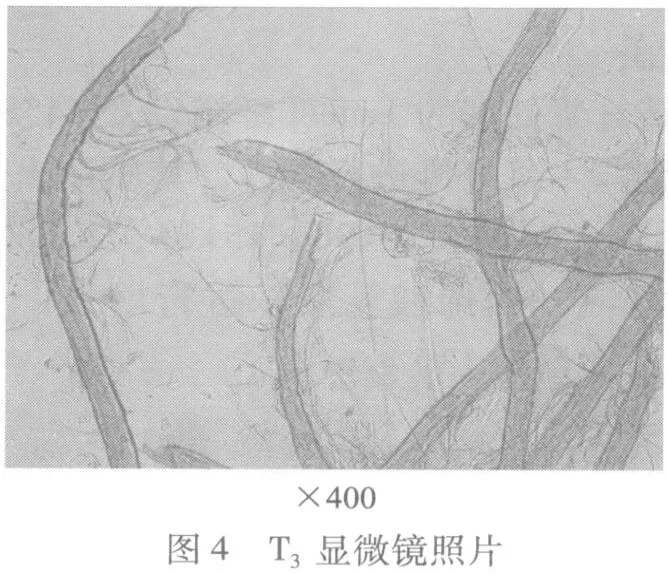
图1~图6为T0~T5的光学显微镜照片。由图1(T0)可知,在没有进行打浆的时候,Tencel纤维非常挺直;打浆以后,纤维开始变弯,变细,伴有原纤化现象,随着打浆度的提高,Tencel纤维原纤化程度都不断加深。图2(T1)中,纤维已经明显扭曲,同时有了少许的分丝帚化,表面也不再光滑。从图3(T2)和图4(T3)中,没有看出明显的差别,事实上打浆度也相差很小。从图5(T4)中看出,分丝帚化已经非常明显,每根纤维上都有很多分丝。而从图6(T5)中不但可以看到Tencel纤维原纤化程度的明显加深,也可以明显看到Tencel纤维的主干变细。
综合以上实验结果可以看出,在打浆的初始阶段(4000转以内),Tencel纤维被迅速切短,长度从6mm下降到0.85mm,但是打浆度变化不大,仅从12°SR上升到19°SR。随着打浆转数的增加,Tencel纤维的切短趋势趋于缓和,而纤维细化和原纤化的程度明显提高,同时打浆度迅速提高。当打浆转数达到10000转时,纤维长度下降到0.36mm,打浆度达到58°SR。与打浆4000转时相比,长度下降一半多,打浆度是4000转时的3倍多。从以上数据分析可以看出,Tencel纤维打浆度大幅提高主要是原纤化程度提高造成的,其长度减小(被切短)对打浆度的提高影响不大。以上表明,打浆过程可以对Tencel纤维的形态造成显著影响,从而影响其抄造性能。也就是说,通过控制Tencel纤维的打浆过程,不但可以控制Tencel纤维的形态,也可以控制其抄造性能。




2.3 滤纸性能的对比研究
为了明确Tencel纤维复配对滤纸性能的影响,同时对比玻璃棉(以下简称为BLM)复配对滤纸性能的影响,在相同比例下选择了原纤化程度最高的Tencel纤维T5及打浆度为44°SR的BLM分别与木浆纤维进行配抄——质量配比为:3∶97,5∶95,10∶90,15∶85,20∶80,空白样为纯木浆纤维纸。原纸用乳液进行增强处理,上胶量20%,成纸定量130g/m2。表2为各纸样的物理性能。

表2 各配比下纸样的物理性能
通过表2可以看到,随着T5含量的提高,滤纸的耐破度大幅提高,由不含T5时的173kPa,上升到含量为20%时的336kPa,提高了94.2%;而随着T5含量的提高,滤纸的厚度、透气度、最大孔径和平均孔径则越来越小,与空白样相比,分别降低了14.5%、70.6%、34.7%、56.3%。与此同时,随着BLM含量的提高,滤纸的耐破度明显下降,由不含BLM时的173kPa,下降到含量为20%时的71kPa。而随着BLM的提高,滤纸的厚度提高,透气度、最大孔径和平均孔径则与同含量纸样T5纸样的数值接近,趋势也是越来越小。这表明,T5和BLM的添加对滤纸的透气度和孔径的影响相似。
2.4 滤纸的扫描电子显微镜观察
为了进一步认识复配纸样的性能与纤维形态之间的关系,本实验利用描电子显微镜对T5(或BLM)与木浆纤维配比分别为5∶95和20∶80的纸样进行了对比观察。图7~图10为各样品的扫描电子显微镜照片。




由图7~图10可以看到,Tencel的原纤和BLM纤维都可处于滤纸用阔叶木纤维的空隙之间,能起到提高过滤精度的作用。与5%配比时相比,不管是Tencel纤维还是BLM纤维,配比20%对阔叶木纤维空隙的填充密度都大幅提高。另外,从图9和图10可以看到,Tencel纤维与增强树脂有较理想的相容性,与滤纸用阔叶木纤维结合良好;而BLM与增强树脂的相容性不佳,可以看到部分树脂堵塞在BLM纤维之间,并且有裂纹。
综合2.3和2.4的研究结果可以认识到,添加原纤化Tencel纤维和BLM纤维,随着复配比例的提高,成纸的透气度、最大孔径和平均孔径值减小,且两者数值接近。由图10观察到,BLM纤维与增强树脂的相容性不理想,有树脂裂纹,导致随着BLM含量的提高,成纸的耐破度明显下降,最终只有不含BLM时的40%,与Tencel纤维复配的纸样则相反。随着Tencel纤维复配量的提高,成纸的厚度降低,松厚度下降,孔隙率下降;而随着BLM复配量的提高,成纸的厚度提高,松厚度上升,孔隙率上升。
2.5 过滤性能检测
尽管在含量相同时,Tencel纤维和BLM纤维复配纸样的透气度、最大孔径和平均孔径都十分接近。但事实上,过滤性能可能会出现差异。为了明确Tencel纤维和BLM的复配对滤纸实际过滤性能的影响,以及复配纸样间过滤性能的差异,实验选择了纯木浆纤维,以及质量配比为5∶95和20∶80的T5与木浆纤维、BLM(44°SR)与木浆纤维抄造的纸样在多通实验台中进行了过滤性能的检测。检测结果见表3、表4。

表3 各配比下滤纸的初始阻力和容尘量

表4 各配比下滤纸对各粒径颗粒的β值
从表3中可以看到,添加了等量的T5和BLM的样品初始阻力接近。而对纯木浆纤维,在添加了T5后,其纳污容量明显下降。而在相同用量下,添加了BLM的样品纳污容量下降幅度相对较低。
从表4提供的代表过滤精度的β值情况来看,以行业常用的β值为75进行判断的话,纯木浆纤维样品的过滤精度在12~14μm之间;在含量为5%时,T5的过滤精度为10~12μm,BLM的过滤精度为8~10μm;在含量为20%时,T5的过滤精度为6~7μm,BLM的过滤精度为5~6μm。也就是说,相对纯木浆纤维,无论是添加T5还是BLM,都可以提高滤纸的过滤精度。但是,在同等添加量时,T5不如BLM提高的效果明显。
根据以上研究结果可以认识到,在相同用量下,无论是纳污容量还是过滤精度,BLM的添加均优于T5。这跟BLM纤维直径小、模量高有关。小的直径意味着高的过滤精度,而高模量则意味着可以在纤维之间起到架桥和支撑的作用,使滤纸有较高的松厚度和孔隙率,从而具有较高的纳污容量。而T5的原纤虽然直径小,但由于模量较低,相对柔软,更容易依附、缠绕或包裹在其他纤维上,而不是像BLM纤维那样架在其他纤维之间,因此在提高精度方面作用有限。
虽然在同含量下BLM复配纸样的多通过滤性能对于高原纤化Tencel纤维复配的纸样较优,但这并不影响高原纤化Tencel纤维在高精度滤纸领域的广阔应用前景——高原纤化Tencel纤维复配的纸样具有明显的强度优势——在含量为20%,高原纤化Tencel纤维复配纸样的耐破度是BLM复配纸样的4.7倍(见表2)。这意味着,添加适量的高原纤化Tencel纤维可以在满足过滤性能要求(如过滤精度)的前提下克服某些高精度滤纸(如高效玻纤纸)强度低、易破损的缺点,有效改善滤纸加工使用性能。
Tencel纤维易于在水中分散、可高度原纤化且能有效提高强度的特性,使它在特种纸领域具有很大的应用潜力,但要使Tencel纤维在高精度过滤纸中得到有效利用,还需要在纤维配方和纸张结构方面展开进一步工作,以使Tencel纤维的原纤结构更充分地发挥作用。
3 结论
3.1 Tencel纤维随着打浆强度的变化,其形态(包括长度、直径、扭曲程度和原纤化)会发生显著改变,最终出现大量原纤。Tencel纤维打浆度大幅提高主要是原纤化程度提高造成的,纤维长度减小(被切短)对打浆度的提高影响不大。
3.2 随着Tencel纤维(58°SR)添加量的增加,成纸的厚度、松厚度、透气度和孔径值下降,耐破度大幅提高。与空白样相比,Tencel纤维含量为20%的纸样,厚度下降了14.5%,透气度下降了70.6%,最大孔径下降了34.7%,平均孔径下降了56.3%,耐破度提高了94.2%。
3.3 随着Tencel纤维(58°SR)添加量的增加,成纸的纳污容量下降,过滤精度提高。与空白样相比,Tencel纤维含量为20%时,过滤精度由12~14μm之间,提高到了6~7μm之间。
3.4 在相同含量时,分别采用Tencel纤维(58°SR)和玻璃棉(44°SR)进行复配的纸样的透气度、最大孔径和平均孔径值接近,但BLM(44°SR)复配纸样的纳污容量和过滤精度均优于Tencel纤维(58°SR)复配纸样。
3.5 适量添加高原纤化Tencel纤维可以有效提高高精度过滤纸的强度。
[1]胡智华,傅和青.Lyocell纤维研究进展[J].合成材料老化与应用,2005,34(3):45.
[2]SlaterA.用于非织造材料的Tence1 Lyoce11纤维[J].国际纺织导报,2006(6):11.