木聚糖酶预处理对杨木木片磨浆及纸浆性能的影响
2010-12-31陈夫山张升友王高升王松林
陈夫山 张升友 王高升 王松林
(1.青岛科技大学化工学院,山东青岛,266042;2.中国制浆造纸研究院,北京,100020;3.天津科技大学天津市制浆造纸重点实验室,天津,300457)
机械制浆技术因其制浆得率高、污染负荷低,纸浆挺度和松厚度好、光学性能优异,近年来得到了快速发展。机械浆产量约占全球纸浆产量的20%[1],但是其强度性能相对较低,能耗较高。近年来,很多研究一直致力于降低生产成本和提高机械浆性能。Akhtar等人对磨浆前利用白腐菌处理木片,以促进纤维分离,并减少磨浆能耗进行了研究[2-4]。研究结果表明,生物机械制浆虽然已取得一定进展,但对于大规模的工业应用来说,真菌的处理时间太长。相比之下,只需要几小时的酶法处理更加符合工业生产的要求[5],在二段磨之前加入纤维素酶和半纤维素酶对机械浆纤维粗糙度进行改性,用少量的纤维二糖水解酶和半纤维素酶对上述浆料进行改性,分别能够节省20%和5%的能耗[6]。基于此,本实验采用木聚糖酶来处理杨木木片,以期改性纤维,降低磨浆能耗和改善纸浆质量。
1 实验
1.1 实验原料
杨木木片:取自山东太阳纸业,木片的规格为30mm×4mm×2mm。
木聚糖酶:由诺维信公司提供。
1.2 实验仪器
GNM-300高浓盘磨;单螺旋挤压机;UV-1600紫外可见分光光度计;FRANK纸页成形器;L&W纤维分析仪;Quanta 200扫描电镜等。
1.3 实验流程
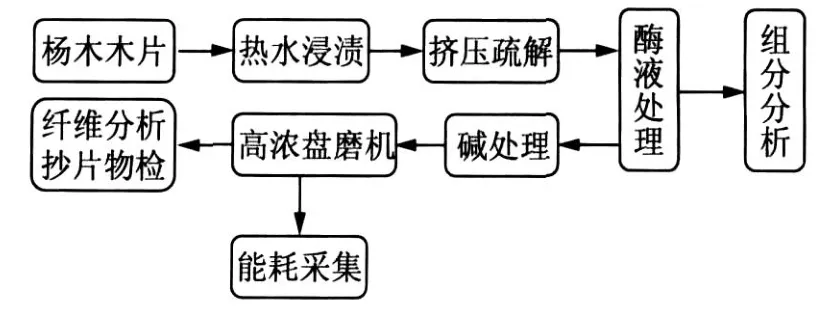
图1 实验流程
1.4 实验方法
1.4.1 酶活测定
1g酶粉(或1mL酶液)每分钟分解1%木聚糖溶液产生1μmol还原糖(以木糖计)的酶量定义为1个木聚糖酶活力单位。
取1%的木聚糖溶液1.5mL(缓冲溶液配置),在水浴锅内预热5min,加入缓冲溶液稀释好的酶液0.5mL,恒温水浴反应15min。用Miller[7]法测定还原糖产生量:取出,加入3mL DNS显色液终止反应,然后在沸水浴上显色5min,取出后立即放入冷水中冷却,加水定容至25mL,以蒸馏水调仪器零点,在550nm测定其吸光度,对照标准曲线查得木糖产生量[8]。
1.4.2 酶预处理
准确称取绝干量为500g的螺旋挤压过的杨木木片放入塑料烧杯中,用热蒸馏水稀释至一定浓度;把烧杯放入恒温水浴中,根据预定条件调节物料并加入一定量的酶液,立即把物料装入塑料袋,密封好后置于恒温水浴中,反应4h,定时翻动塑料袋使反应顺利进行;反应结束立即用真空泵抽滤,收集滤液倒入烧杯中,测还原糖产生量。用沸水洗涤物料,终止酶反应;物料留作下一步碱处理。
1.4.3 还原糖产量的测定
还原糖产量的测定采用DNS显色法,与酶活测定方法一致。具体为取2mL滤液,加入3mL DNS,沸水浴5min,取出立即放入冷水中冷却,加水稀释至25mL,以空白样为参比,在550nm测定吸光度[7]。然后根据标准曲线算出还原糖产生量。
1.4.4 戊聚糖含量的测定
按照GB/T2677.9—1994进行测定。
1.4.5 碱处理
将酶处理过的物料在用碱量4%,温度80℃,液比1∶6的条件下处理2h,备磨浆。
1.4.6 高浓磨浆
用GNM-300型高浓盘磨机在常温常压下磨浆,磨浆条件:浆浓15%,盘磨间隙0.75mm、0.3mm、0.1mm;同时使用三相电机电参数采集处理软件采集磨浆能耗。
1.4.7 抄片和物理性能检测
在FRANK快速纸页成形器上抄片,定量60g/m2,物理性能根据有关国家标准测定[9]。
1.4.8 纤维分析及扫描电子显微镜(SEM)观察
采用L&W纤维分析仪分析纤维形态;将手抄片裁剪后进行喷金处理,然后使用JSM-6380LV扫描电子显微镜进行观察。
2 结果与讨论
2.1 木聚糖酶的酶学性质
图2、图3为pH值和温度对木聚糖酶活的影响。
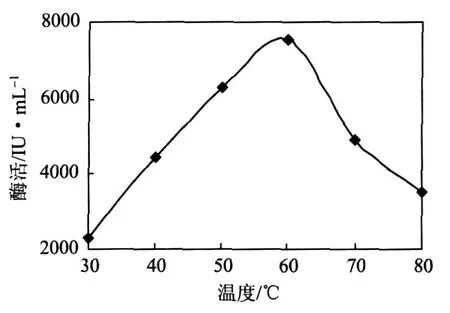
图3 温度对木聚糖酶酶活的影响
由图2和图3可以看出,此木聚糖酶最适宜的pH值为7.8,最适宜的温度为60℃。此条件下酶活为7545IU/mL。
实验中还测定了纤维素酶活,发现纤维素酶酶活与木聚糖酶酶活相比甚微,故本实验忽略了纤维素酶的影响。
2.2 木聚糖酶用量对组分、磨浆性能、纸浆物理性能和纤维形态的影响
酶用量对酶促反应的效果影响很大,酶用量决定反应体系中的酶的浓度,而酶的浓度是决定反应速度的一个重要因素。本研究中的酶用量是以单位质量绝干木片中所加入的木聚糖酶活单位数作为基准的。
2.2.1 木聚糖酶预处理后组分的变化
表1反映了木聚糖酶预处理后组分的变化。
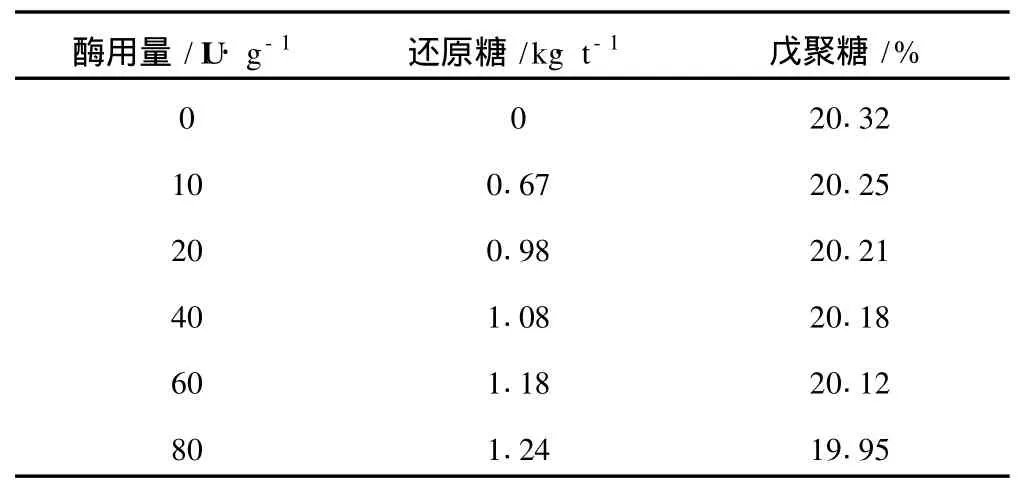
表1 木聚糖酶预处理后组分的变化
从表1可以看出,还原糖产生量随着酶用量的增加逐渐增加,这说明酶用量越大,反应越充分,越多的半纤维素被降解。这从戊聚糖的含量逐渐减少也可以得到印证。但是戊聚糖含量的变化是比较小的,这也从侧面说明,用酶制剂直接处理原料是比较难的。
2.2.2 木聚糖酶用量对磨浆性能的影响
表2反映了木聚糖酶用量对磨浆性能的影响。
从表2可以看出,随着酶用量的增加,在相同的化学处理和磨浆条件下所获得浆料的游离度相近,比空白略有降低,纤维束含量逐渐降低。而且随着酶用量的增加,磨浆总能耗逐渐降低。从实验结果可以看出,二段、三段磨浆能耗明显高于第一段,但是二段、三段能耗随着酶用量的增加变化不大,因此磨浆能耗的降低主要产生在第一磨浆段。这说明酶分子比较难深入到纤维内部,无法对精磨起到进一步的作用。
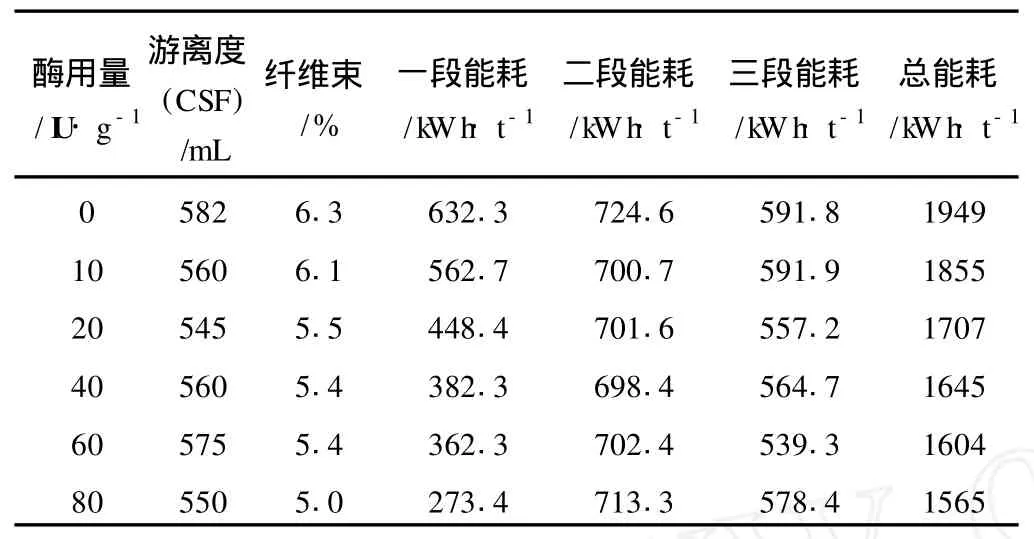
表2 木聚糖酶用量对磨浆性能的影响
2.2.3 木聚糖酶用量对纸浆物理性能的影响
表3反映了木聚糖酶用量对纸浆物理性能的影响。
纸浆物理性能是纤维间结合力、纤维内在强度和纤维平均长度综合影响的结果。从表3可以看出,随着木聚糖酶用量的增加,松厚度差别不大,撕裂指数、抗张指数和耐破指数等物理性能先增大后减少,在酶用量为20IU/g时达到最佳值,撕裂指数提高23.5%,抗张指数提高20.6%,耐破指数提高35%。原因是在酶用量为20IU/g之前,随着酶用量的增加,酶与木片反应更加充分,更多的半纤维素被分解,促进了后续化学反应及磨浆作用,使浆料更好地分丝帚化,有利于增强纤维之间的结合力。继续增大酶的用量,反应更充分,半纤维素降解更多,从而使纸浆强度有所下降,这与文献[10]的研究结果一致。
2.2.4 木聚糖酶用量对纤维形态的影响
木聚糖酶用量对纤维形态的影响见表4。
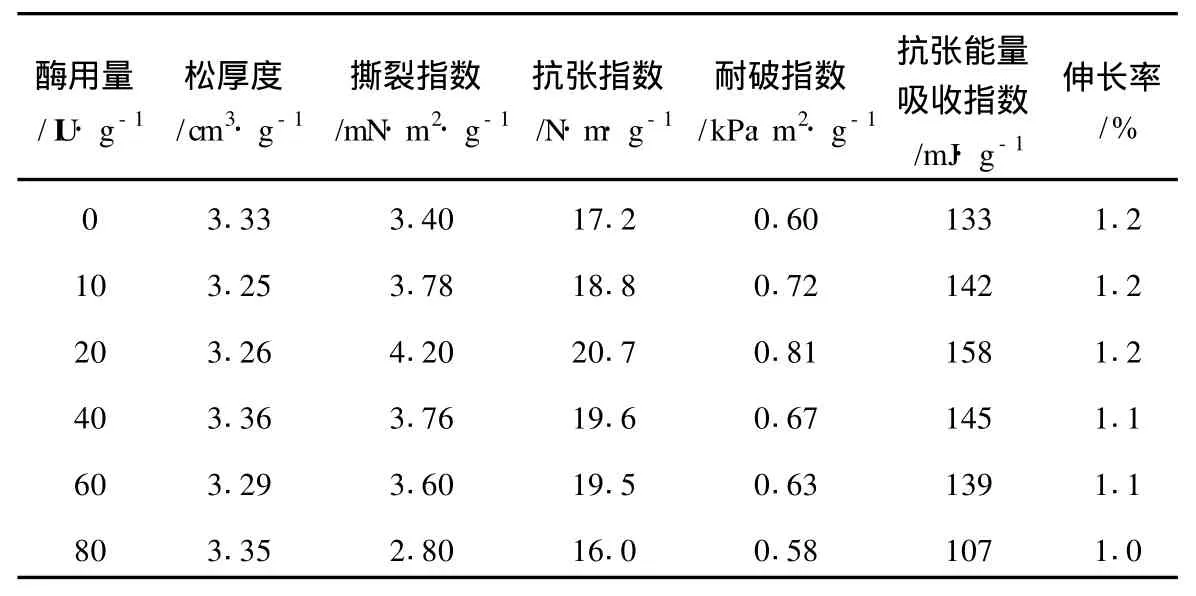
表3 木聚糖酶用量对纸浆物理性能的影响
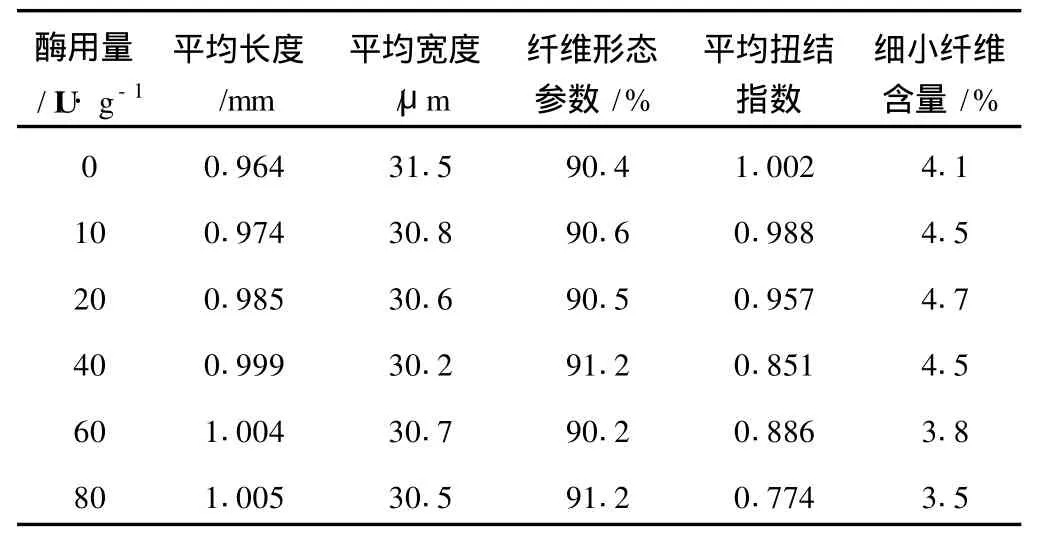
表4 木聚糖酶用量对纤维形态的影响
表4是木聚糖酶用量对纤维形态的影响,从表4中可以看出,随着酶用量的增加,纤维的平均长度逐渐增大,平均宽度都比未加酶的要小,但加酶的差距不大。平均纤维形态参数变化不大。平均扭结指数随着酶用量的增加呈减小趋势,说明酶的添加降解了半纤维素,使纤维柔软,韧性增加,暂时变形逐渐变小。细小纤维含量先增加后减少,这说明在20IU/g之前随着酶用量的增加,半纤维素的降解促使纤维在磨浆时更容易分丝帚化,产生了较多的细小纤维。继续增加酶的用量,半纤维素继续减少,在酶与碱的双重作用下纤维变得柔软光滑,磨浆时纤维更容易通过盘磨,机械作用减小,细小纤维相应减少[11]。
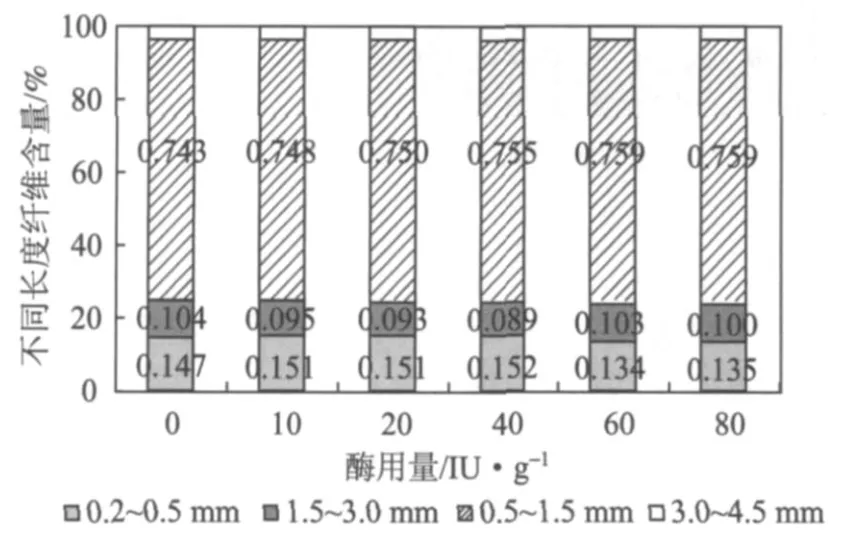
图4 木聚糖酶用量对不同长度纤维含量的影响
图4为酶用量对不同长度纤维含量的影响,从图4可以看出,随着酶用量的增加,0.2~0.5mm的纤维含量开始变化不大,但总体呈逐渐降低的趋势,0.5~1.5mm的纤维含量逐渐增加,1.5~3.0mm的纤维含量先降低后增加,3.0~4.5mm的纤维含量变化很小。但是大于0.5mm的所有纤维含量总体呈增加的趋势。这是因为随着酶用量的增加越来越多的半纤维素被降解,使后续发生的化学反应更充分,磨浆时纤维柔软更容易通过盘磨,机械切断作用减小,产生的长纤维较多。
2.3 显微镜观察
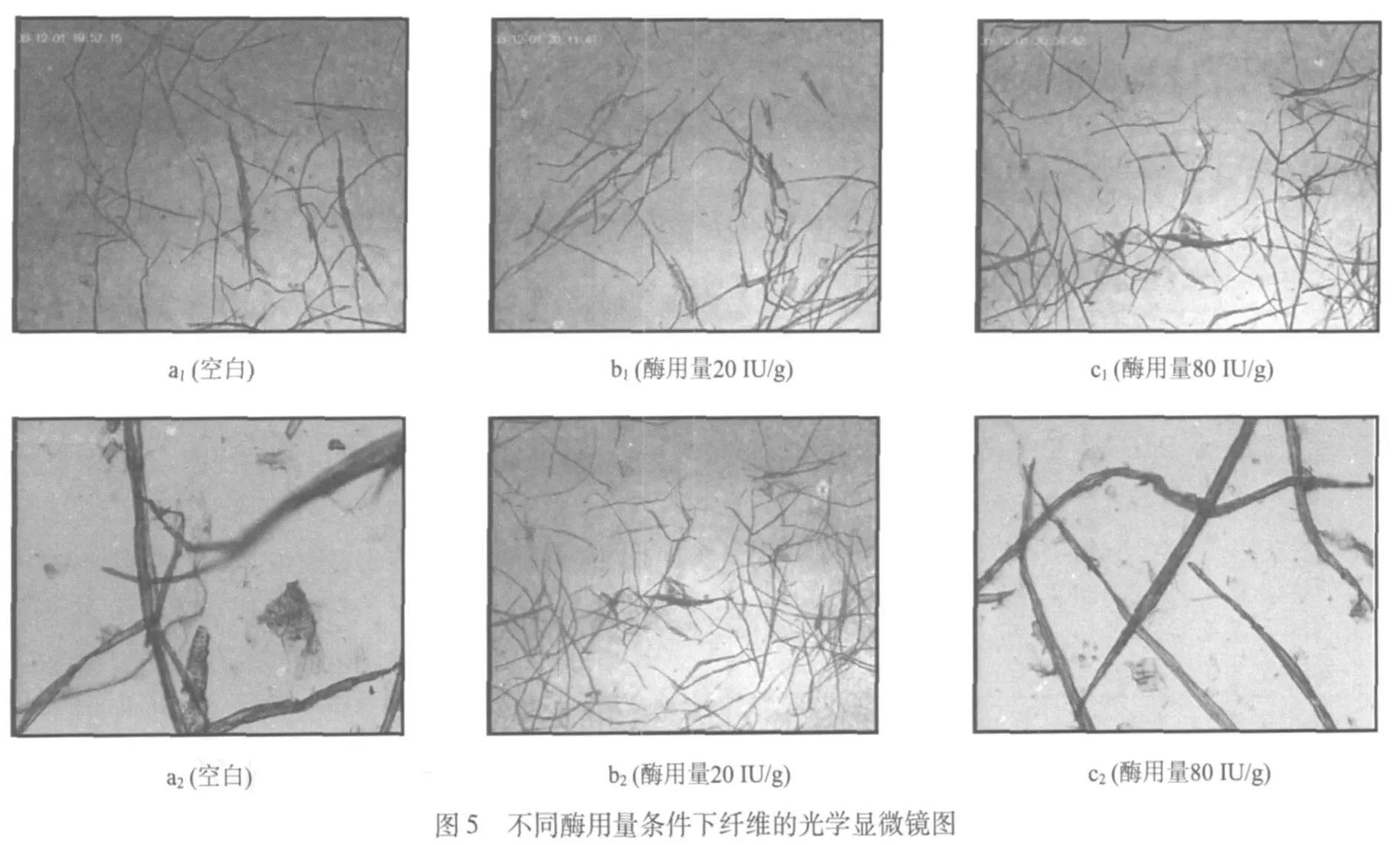
2.3.1 光学显微镜(OM)观察
图5为不同酶用量条件下纤维的光学显微镜照片,比较图5a1、图5b1和图5c1可以发现,未经酶处理的浆料含有较多的纤维束,并且纤维较短。而随着酶用量的增加,纤维束含量逐渐减少,纤维长度有增加的趋势。比较图5a2、图5b2和图5c2发现,未经酶处理的浆料碎片较多,细小纤维也比较多。而酶用量20IU/g处理的浆料纤维分丝帚化比空白明显,碎片较少,这是其物理性能较好的原因。继续增大酶用量,纤维碎片更少,纤维表面比较光滑,分丝帚化减弱,纤维扭结变小。
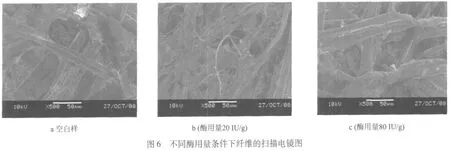
2.3.2 扫描电镜(SEM)观察
图6为不同酶用量条件下纤维的扫描电镜图,从图6a可以看出,未经过酶处理的纤维比较挺硬,分丝帚化比较少,碎片较多,纤维结合的面积较少。而图6b中的纤维分丝帚化明显,细小纤维较多,纤维之间结合紧密。继续加大酶的用量后,从图6c中发现,纤维变得柔软,并且发生扭转,但是分丝帚化现象减弱,细胞壁仅有一定面积的破损。这与酶用量越大,反应越充分,纤维越易于离解,机械作用越少的观点相符合。这是因为木聚糖酶的加入使半纤维素被降解,纤维在磨浆时易于离解,能够促进磨浆[12]。
3 结论
3.1 实验用木聚糖酶最适宜的pH值为7.8,最适宜的温度为60℃。此条件下酶活为7545IU/mL。木聚糖酶中纤维素酶活可以忽略。
3.2 木聚糖酶的使用降解了半纤维素,随着木聚糖酶用量的增加,还原糖产生量逐渐增大,戊聚糖含量逐渐降低。
3.3 木聚糖酶能够降低初始磨浆阶段的能耗。随着木聚糖酶用量的增加,磨浆总能耗逐渐减少,能耗能够降低4.8%~19.7%。
3.4 随着酶用量的增加,纤维束含量逐渐降低。在酶用量为20IU/g时,物理性能最好,撕裂指数提高23.5%,抗张指数提高20.6%,耐破指数提高35%。
3.5 通过光学显微镜(OM)和扫描电镜(SEM)分析发现酶的作用能够促进磨浆。酶与化学药品处理后纤维变得柔软,使纤维在磨浆时易于分离,纤维完整性增强,成浆质量较好。
[1]周亚军,袁志润,江智华.高得率浆的特性与应用[J].国际造纸,2007,26(1):1.
[2]AkhtarM,Attridge M,Myers GC,et al.Biomechanical pulping of loblolly pine chips with selected white-rot fungi[J].Holtzforshung,1993,47:36.
[3]BarLev SS,Kirk TK,ChangHM.Fungal treatment can reduce energy requirement for secondary refining of T MP[J].Tappi J.,1982,65:65.
[4]Scott G M,Swaney R.New technology for paper making-biopulping economics[J].Tappi J.,1998,81:153.
[5]Sigoillota J C,Petit-ConilM,Herpoel I,et al.Energy saving with fungal enzymatic treatment of industrial poplar alkaline peroxide pulps[J].Enzyme andMicrobial Technology,2001,29:160.
[6]涂启梁,付时雨,詹怀宇.纤维素酶和半纤维素酶在制浆造纸工业中的应用[J].西南造纸,2006,35(3):27.
[7]Miller GL,Blum R,GlennonW E.Dinitrosalicylic acid method for estimatimating reducing sugar[J].Anal Chem.,1960(1):127.
[8]李彩霞,房桂干.木聚糖酶酶活测定方法[J].纸和造纸,2001,20(1):60.
[9]石淑兰,何福望.制浆造纸分析与检测[M].北京:中国轻工业出版社,2003.
[10]Molin U,Teder A.I mportance of cellulose/hemicellulose-ratio for pulp strength[J].Nordic Pulp and Paper Research Journal,2002,17(1):14.
[11]鞠成民,纪培红,胡惠仁,等.生物酶对漂白硫酸盐针叶木浆打浆性能的影响[J].中国造纸,2006,25(1):71.
[12]李海龙,陈嘉川,詹怀宇,等.木聚糖酶处理后麦草浆的表面形态及化学组成[J].华南理工大学学报,2008,36(3):55.