J4不锈钢热轧板冷轧横裂原因分析
2010-11-29陈茂敬岳好明亓俊鸿
陈茂敬 岳好明 亓俊鸿
(山东泰山钢铁集团有限公司新材料研究所,山东271100)
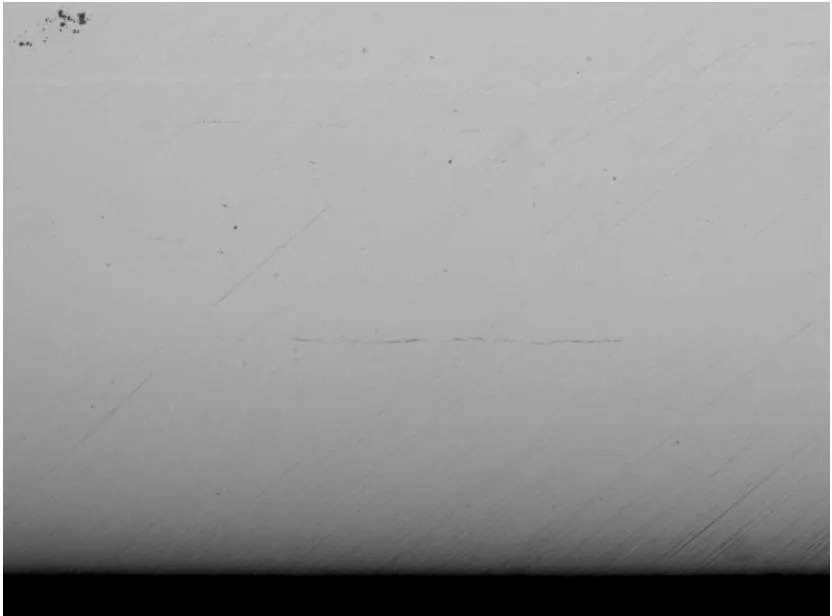
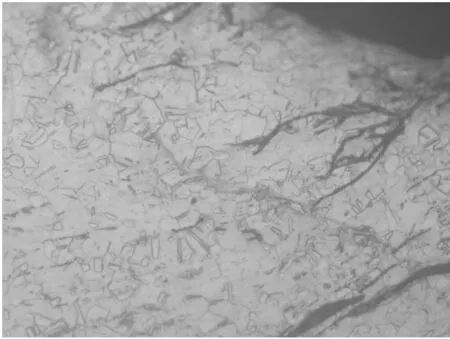
某公司生产的规格为3.0 mm×1 250 mm的J4奥氏体不锈钢热轧板,经1 020℃酸洗退火,纵向分切成3.0 mm×740 mm以及3.0 mm×510 mm后,客户进行冷轧。当轧到1.23 mm×740 mm时表面出现大量横裂纹,沿板宽横向无规则分布。个别横裂纹呈穿透状,未穿透的横裂纹部位背面有明显的痕迹,横裂形态如图1所示。

图1 J4冷轧板试样横裂形貌图Figure 1 Transverse crack appearance of J4 cold rolled plate sample
1 试验方法
1.1 观察J4冷轧不锈钢板表面横裂纹宏观形态。
1.2 截取小块试样,利用SPECTROLAB M9型光电直读光谱仪进行化学成分分析。
1.3 在横裂纹部位截取试样,利用O-N分析仪测定O和N的含量。
1.4 分别在正常部位和横裂部位截取试样,磨制抛光后,进行夹杂物评级。用王水腐蚀后,观察金相组织,进行晶粒度评级,并利用显微硬度计测量基体的显微硬度。
2 试验结果
2.1 宏观分析
从图1看出,横裂纹沿板宽方向无规则分布,个别横裂纹呈穿透状,未穿透的横裂纹背面有明显的痕迹。经测量,横裂纹最长达28 mm,宽度在1.1 mm左右。
2.2 化学成分分析
J4冷轧板化学成分实测值均处于该公司内控标准的范围内,如表1所示。
2.3 O、N气体分析
利用O-N分析仪测定O和N的含量,见表2。结果显示N含量符合试制方案的要求,O含量稍高,一般应控制在40×10-6以下。
2.4 金相分析
2.4.1 正常部位金相分析
试样正常部位的非金属夹杂物主要以B类为主,2.0级,级别不是很高,对材料的影响不大。金相组织为奥氏体+少量铁素体+少量显微气泡。见图2和表3。
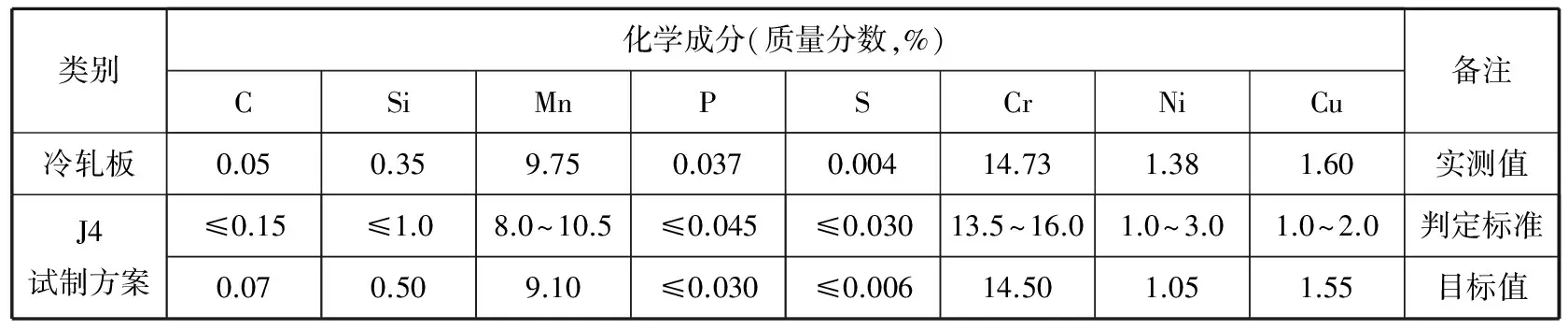
表 1 化学成分实测值与试制方案对照表
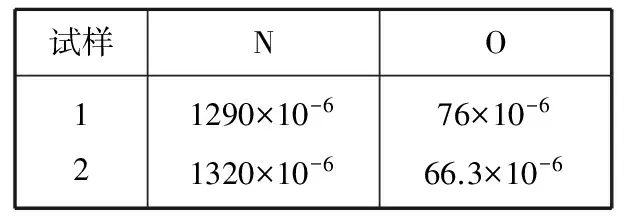
表 2 冷轧板试样N、O气体分析结果表
a) 非金属夹杂物形貌 100×
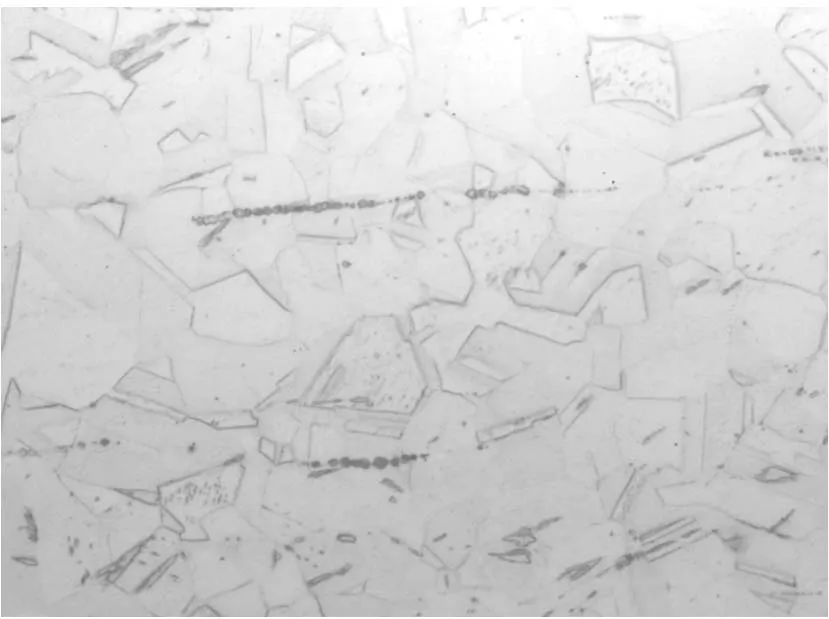
b)正常部位金相组织 500×
2.4.2 横裂部位金相分析
穿透的横裂纹类似拉伸断口,主裂纹两侧有大量次裂纹存在,裂纹两侧的金相组织差别不大。如图3所示。
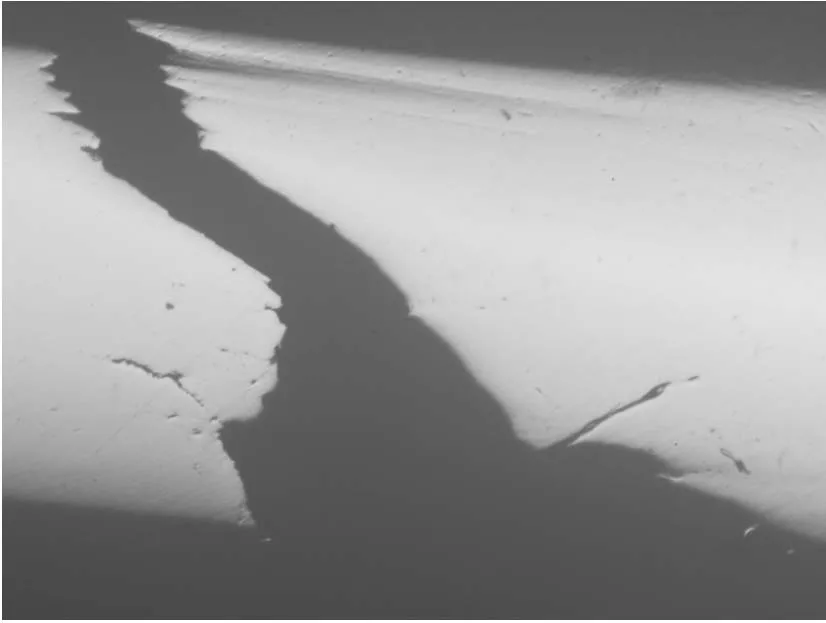
远离裂纹的正常部位显微气泡成串珠状分布,严重的地方,气泡已贯穿起来形成微裂纹,如图4a、4b所示;裂纹附近组织无异常,沿次裂纹显微气泡成串珠状分布,如图4c、4d所示。裂纹与显微气泡的存在关系主要有四种:裂纹两端已形成,中间连接气泡;两端是显微气泡,中间已贯穿起来形成裂纹;裂纹尾端与显微气泡相连;严重的部位,气泡已全部贯穿起来形成较宽的裂纹。
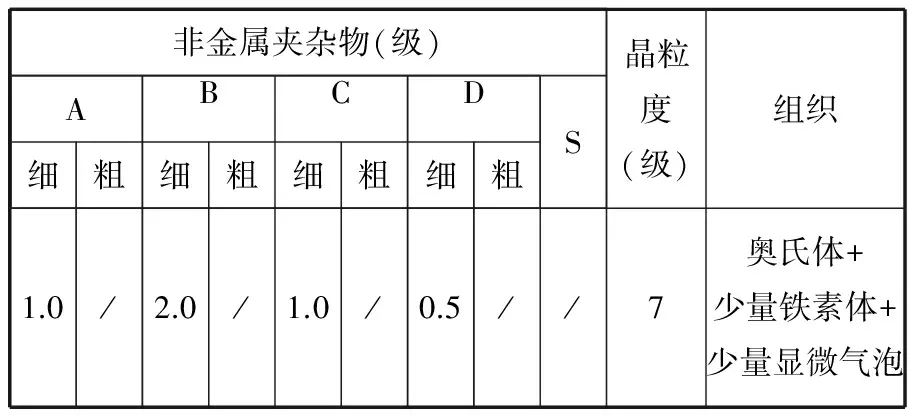
表 3 冷轧板试样正常部位非金属夹杂物、组织、晶粒度评级表
a)横裂纹(穿透)整体形貌 50×
b)主裂纹一端基体组织形貌 200×

c)主裂纹另一端基体组织形貌 200×
图3 冷轧横裂(穿透)试样形貌图
Figure 3 The appearance of transverse cracks (penetrated) during cold rolling
2.4.3 显微硬度分析
冷轧板横裂试样显微硬度值表见表4,头尾较中部数值高,整体来看低于GB/T4239—1991冷轧钢带硬度值要求,但从硬度来看塑性应该没有问题。
3 分析讨论
现场调查及询问用户相关技术人员,结合试验结果分析认为,酸退及轧制工艺问题不大,并且同样的轧制工艺轧制其他厂家的产品时问题不大,因此应从材料的塑性、材料本身的缺陷方面考虑,J4热轧板产生冷轧横裂的主要原因。
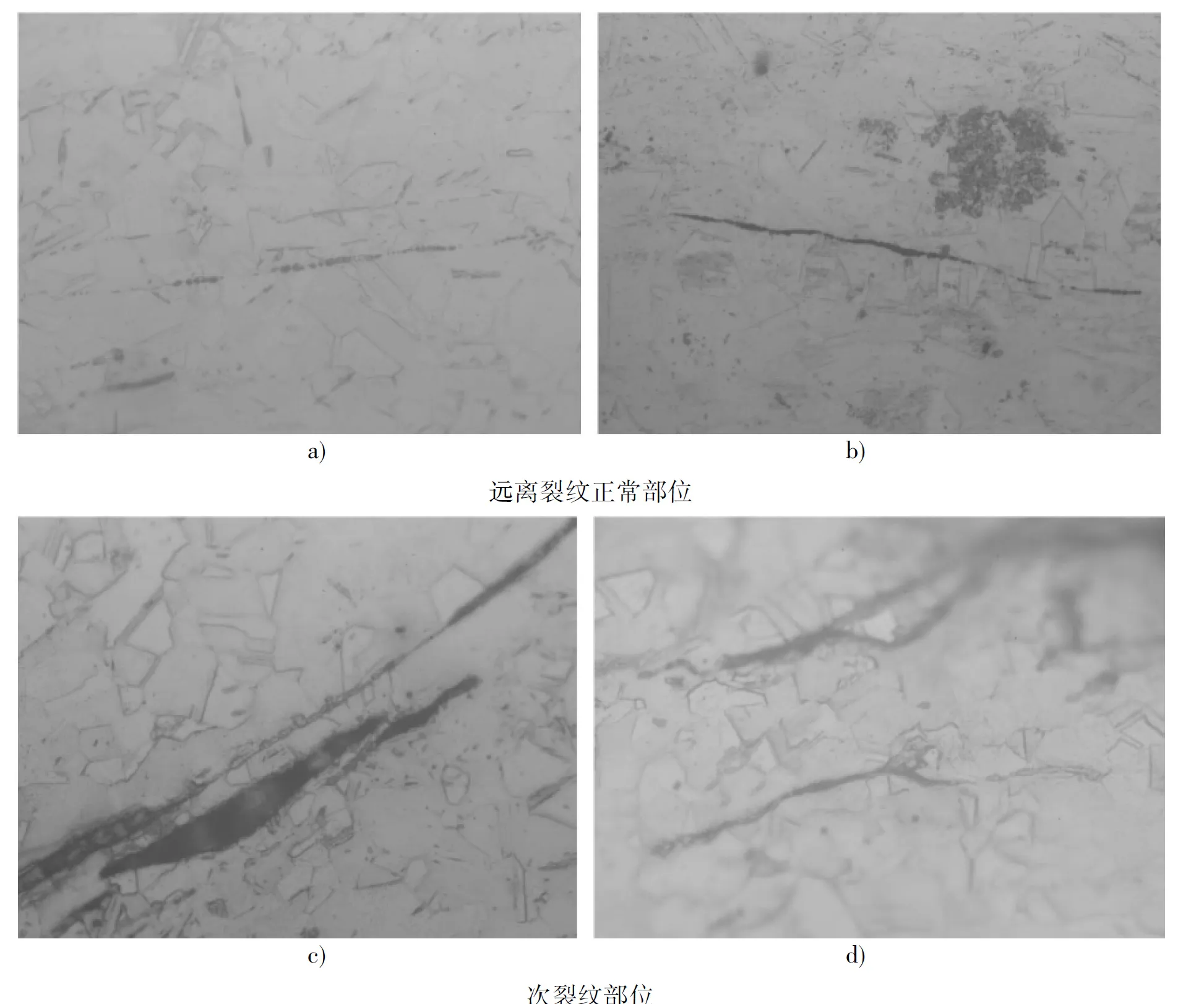
图4 试样裂纹、显微气泡与组织间关系 500×Figure 4 The relationship among the cracks, micro bubbles and structures in the sample(500×)
3.1 试样横裂纹、显微气泡与组织间关系
试样在轧制力作用下,横裂纹(穿透)试样类似拉伸断口,裂纹两端组织差别不大,主裂纹两侧有大量次裂纹存在。

表 4 试样显微硬度值/HV0.2
试样远离裂纹的正常部位及裂纹附近均有大量的显微气泡存在。远离裂纹正常部位显微气泡成串珠状分布,严重部位已贯穿起来形成裂纹。裂纹附近组织无异常,沿次裂纹显微气泡成串珠状分布,裂纹与显微气泡相连。
3.2 显微气泡缺陷对材料的影响
钢中的显微气泡属冶炼缺陷很难去除,会使材料留有一些微孔或微裂纹源,会破坏基体的连续性,严重降低材料的塑性。在冷轧过程中遇加工硬化,特别是形变诱导马氏体产生的应力集中,会使显微气泡贯穿起来并发生裂纹扩展。当应力集中超过了材料断裂强度,就会出现开裂。材料中显微气泡分布位置、数量不同,产生横裂的严重程度就不同。
3.3 预防措施
钢中气体主要是N、H、CO。固溶体能溶解N,H在钢中的固溶度很低,破坏钢的连续性,基本不溶CO。溶解不了的N、H会同CO形成气泡。分析发现试样内显微气泡较多,同时O含量较高,说明脱氧不充分,需加大脱氧、脱气力度。
4 结论
J4热轧板冷轧横裂(穿透)形成的主要原因是:钢中大量的显微气泡破坏了基体的连续性,严重降低材料的塑性,在冷轧过程中形成裂纹。解决措施是加大脱气力度。
[1]徐飙,王龙妹,朱京希,王福,徐军,戚国平. 节镍型奥氏体不锈钢冷轧断带的影响因素. 金属热处理,2007年,32(6).
[2]肖纪美. 不锈钢的金属学问题 . 北京:冶金工业出版社,1983,41-62.
[3]王肇愉. 铬锰氮钢中气体问题的探讨[J]. 铸工,1981(3): 32-35.