510L汽车大梁钢板的研制
2010-11-29马正伟亓俊鸿谷国华
马正伟 亓俊鸿 谷国华
(山东泰山钢铁集团新材料研究所,山东271100)
汽车大梁钢主要用于各类汽车车架纵梁、横梁等结构件,该产品要求有较高的强度,良好的成形和加工性能,以及较好的抗疲劳强度。某厂根据炉卷轧机产品的组织和性能特点,通过合理的化学成分设计、优化轧制和冷却工艺,得到了组织细小均匀、性能优良的510L汽车大梁钢。
1 技术要求
510L汽车大梁钢的技术要求分别见表1和表2。
2 生产工艺及相关技术参数
2.1 510L汽车大梁钢生产工艺为:
高炉铁水→铁水预脱硫→转炉冶炼→吹氩→LF精炼→连铸→铸坯加热→控制轧制→控制冷却→卷取→入库。
2.2 铁水技术参数
铁水技术参数见表3。
2.3 加热及轧制卷取工艺
加热段温度为(1 240±20)℃,均热段温度为(1 230±10)℃。轧制工艺参数见表4。

表 1 化学成分要求(质量分数,%)
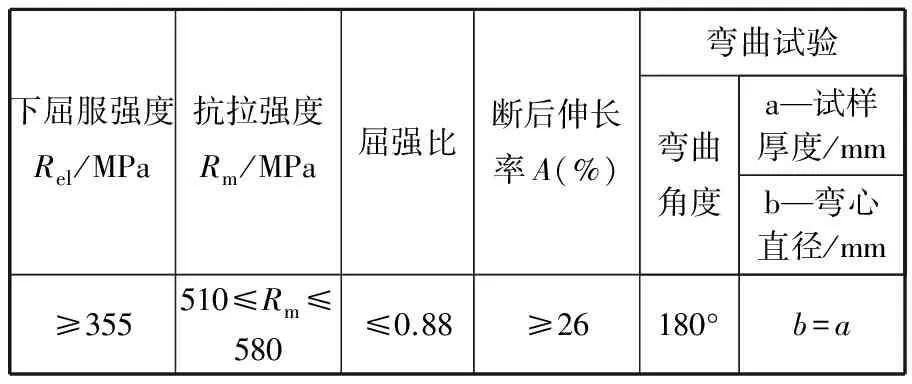
表 2 力学性能要求
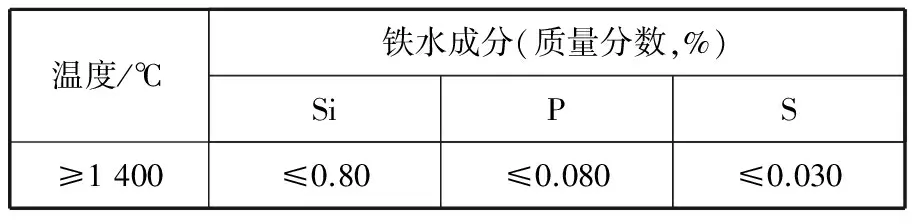
表 3 铁水技术参数

表 4 轧制工艺参数表
3 实验结果
3.1 化学成分
表5是用SPECRTOLAB M10型直读光谱仪对钢带头部3 m、5 m、10 m处的取样进行化学成分检测获得的数值。

表 5 钢带的实测化学成分(质量分数,%)
由表5可以看出,研制的510L汽车大梁钢的硫含量大于0.006%,超过目标控制成分,但在国标控制的范围之内。其它化学成分均在目标控制成分范围之内。
3.2 力学性能
表6是对成品钢带头部3 m、5 m、10 m处的取样进行力学性能测试得到的力学性能参数。

表 6 钢带的力学性能检验值
由表6可以看出,研制的510L汽车大梁钢屈服强度、抗拉强度、延伸率、冷弯性能及屈强比都合格。
3.3 夹杂物
表7是非金属夹杂物评级表。
由表7可知,本次研制的510L汽车大梁钢的非金属夹杂物主要集中在C、D类,级别在2.0~2.5级之间,其它类别夹杂物的级别较低。
3.4 金相组织
表8所列的是本次研制的510L汽车大梁钢的金相组织参数,表中“F多+P”的意思是多边形铁素体+珠光体。

表 7 夹杂物评级表
由表8可以看出,试样的金相组织为多边形铁素体+珠光体;中心晶粒度级别中心为11级,边部为12级;带状组织较轻,边部为A0~A1,约占整个板厚的2/3,中心带状组织为A2~A3级,约占板厚的1/3。
4 分析讨论
因为汽车大梁钢要求有较高的强度和良好的冷成形性,并且还要求具有很好的抗疲劳性能,所以在化学成分设计方面,采用低碳设计路线,碳含量下降带来的强度损失通过添加Nb、Al等微合金元素来弥补。其中,Nb可以产生非常显著的细晶强化和中等程度的沉淀强化作用。通常情况下,含Nb的钢加热到1 200℃、均热2 h,钢中Nb的碳氮化物并不能溶到奥氏体(90%的Nb可以固溶到奥氏体中)中,这些Nb的碳氮化物在加热过程中可以阻碍奥氏体晶粒长大;在轧制中会在位错、亚晶界、晶界上沉淀析出Nb的碳氮化物,阻碍奥氏体动态再结晶,有利于晶粒细化。通过添加微合金元素和控制轧制工艺的结合,充分发挥微合金化元素的细晶强化和沉淀强化等作用,保证了510L汽车大梁钢的强度、冷成形性、良好的韧塑性匹配及抗疲劳性能。

表 8 试样的金相组织、晶粒度和带状组织级别
在炼钢过程中,为降低钢中非金属夹杂物的含量,在冶炼中采取铁水预脱硫、钢包吹氩等手段。在LF精炼时,强化脱硫、脱氧操作,降低了硫的含量,并通过钙改性处理降低了B类(氧化铝类)夹杂物的含量,但是C类(硅酸盐类)和D类(球状氧化物类)夹杂物还是在2.5级以上,在以后的生产中还要加强变质处理工艺,降低夹杂物级别。虽然本次研制的大梁钢的含碳量符合标准要求,但是含碳量稍高,下一步在保证力学性能的前提下,应尽量将碳含量降低到0.10%以下。
在轧钢过程中,采取了控轧控冷工艺,根据钢中微合金元素的含量选择合适的均热温度,保证Nb的碳氮化物充分固溶。粗轧阶段控制轧制道次、温度和中间坯厚度,以保证精轧阶段的开轧温度和精轧阶段的累计变形压下量,确保组织细化。另外,通过降低精轧终轧温度配合合理的变形量,一方面发挥微合金作用,另一方面使钢达到足够的未再结晶区的变形量。在一定程度上减轻了带状组织的级别。轧后采取控制冷却工艺,在保证不出现快冷组织的前提下尽量加大冷却速度,为细化晶粒和降低带状组织级别做出贡献。从检测的结果来看,本次研制的510L汽车大梁钢厚度中心(大约占1/3厚度)的带状组织达到A3.0级,而两个表面和边部位置带状组织级别较低(在1.0级以下。这是因为两个表面和边部位置的终轧温度较低,因此,再生产时,降低终轧温度至820~800℃,可有效的降低带状组织级别。
5 结语
采用低碳+高锰+Nb微合金元素的化学成分设计方案,配合控轧控冷工艺生产的510L汽车大梁钢板的组织为铁素体+珠光体组织,中心约占1/3厚度的带状组织偏高;晶粒度达到11级以上;各项力学性能指标均符合标准的要求。
510L汽车大梁钢的冶炼、轧制工艺合理,钢板总体性能达到了标准和用户的要求。
[1]徐礼玲.BM510L汽车大梁钢板冷弯开裂的显微分析[J].物理测试,2005,23(5):53-55.
[2]陈茂敬.510L汽车大梁钢冷弯开裂原因分析[J].大型铸锻件,2008,(1):40-42.
[3]张国河,李欣波,齐志国.汽车大梁钢BM510L试轧及轧制工艺改进[J].2005中国钢铁年会论文集,2005.437-440.
[4]毛新平,王中丙,林振源,等.电炉CSP流程低碳高强汽车大梁钢的开发[J].钢铁,2004,39(9):418-421.
