邯钢CSP轧辊的使用问题及解决措施
2010-11-29张立超
闫 旭 张立超
(1.中冶陕压重工设备有限公司经营服务处 陕西711711;2.河北邯郸钢铁集团公司,河北056015)
邯钢CSP轧辊的使用问题及解决措施
闫 旭1张立超2
(1.中冶陕压重工设备有限公司经营服务处 陕西711711;2.河北邯郸钢铁集团公司,河北056015)
从邯钢CSP热轧生产线轧辊的使用情况出发,介绍了邯钢CSP生产线的工艺流程、轧辊(工作辊)的主要参数。对轧辊在使用过程中出现的问题进行了分析,并提出了有效的应对措施。
短流程热连轧;轧辊;质量控制
当今热连轧工艺主要分为两大部分,一为常规流程热连轧,一为短流程热连轧(CSP)。轧辊作为热连轧最主要的工具之一,在热轧生产中起着至关重要的作用。由于轧辊受到轧制工艺、装备水平、工况条件和工人操作水平等因素的影响,轧辊的使用情况也不尽相同。综合分析特定轧辊的使用问题及相应对策,可以提高成品质量和有效延长轧辊使用寿命。
邯钢CSP为1台粗轧机,精轧为六机架连轧,年设计能力240万吨。当初并没有考虑为现在的冷轧提供原料,但随着邯钢冷轧的投产,每年需要CSP为冷轧提供130万吨原料,其余部分直接作为热轧商品卷销售。由于冷轧对带钢的板形要求较高,故在轧辊的质量控制、磨削及使用维护方面提出了更高的要求。本文主要对邯钢CSP工作辊在使用中出现的问题进行分析和研究,并提出相应的解决措施。
1 CSP的工艺流程
CSP的工艺流程为:薄板坯连铸→剪切→加热→除磷→粗轧→均热→剪切→除磷→精轧→层冷→卷取→取样→打捆→称重→喷号→入库。
2 轧辊的主要参数
2.1 工作辊的材质、硬度及主要尺寸
在确定宽带钢工作辊材质与硬度时,需要综合考虑相关的轧制条件,其中包括精轧段机架的数量、轧辊的架次、带宽单位宽度上的轧制力、轧辊工作部位的最大预弯度、轧件温度以及辊面状况对产品表面质量的影响等。这些要素决定了复合轧辊芯部和外层材质的选择。邯钢CSP工作辊的材质、硬度及主要尺寸见表1。
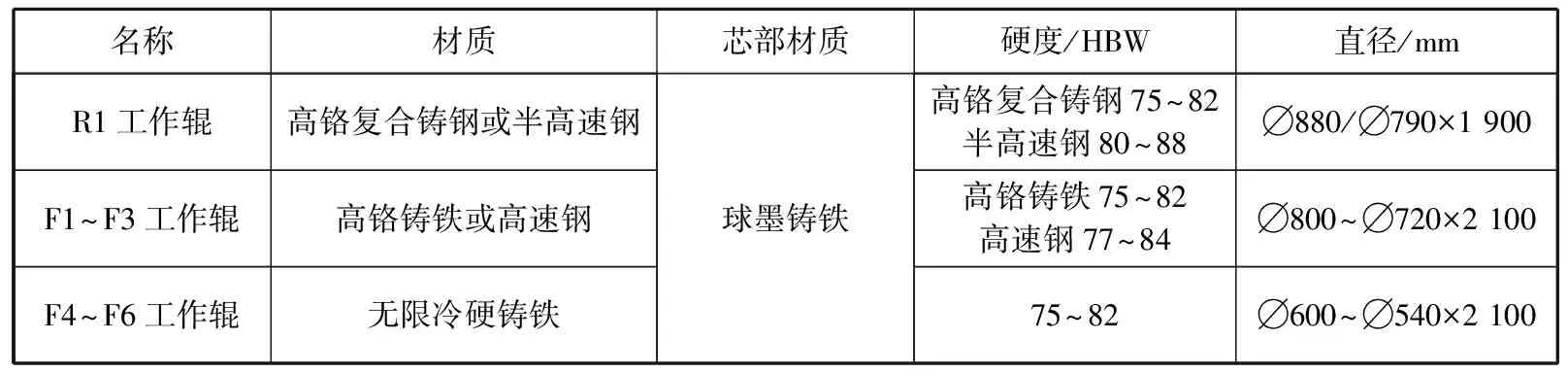
表 1 工作辊材质、硬度及主要尺寸
2.2 工作辊的辊形
邯钢CSP一期工程精轧机的5机架均采用CVC辊形,曲线完全一样,均为3次曲线,但在应用过程中出现凸度控制能力不足等问题。二线建设时,根据现场实际情况,将前3架辊形改为CVC+。CVC+曲线方程为5次方,它与CVC相比具有更强的板凸度控制能力,尤其对窄断面板坯而言,其控制效果更为明显,从而提高了对薄规格板坯的控制能力。
3 轧辊使用过程中的问题
随着邯钢冷轧的投产,提高CSP轧辊质量,为冷轧提供合格的原料已成为必然。在CSP生产中,轧辊出现的问题主要表现在以下几个方面:
3.1 轧辊本身的质量问题
轧辊本身的质量问题主要与轧辊制造过程有关,如轧辊在铸造过程中会出现成分偏析或夹杂,在热处理过程中温度控制不当容易造成残余内应力过大,复合浇铸时工作层与芯部组织结合不好等都会导致轧辊使用时发生剥落或断辊事故。邯钢CSP在2004年11月就发生过F4上工作辊在正常轧制时,辊身突然爆裂成三段的严重断辊事故。另外,工作辊辊身硬度不均匀以及工作层硬度降过大也影响轧辊的正常使用,这在国内制造的轧辊中相当普遍。辊身硬度不均匀会造成轧辊的磨损不均匀,不利于薄带钢的板形控制。图1显示出由于轧辊表面硬度不均匀所造成的轧制过程中轧辊表面的不均匀磨损。从图1可以看出,左侧磨损量比右侧大100 μm左右,在轧制薄规格板卷时,会对带钢的楔形控制产生较大的负面影响。工作层硬度降过大,会造成轧辊使用后期轧制量的大幅下降,磨损加快,辊面状况恶化,从而增加换辊次数和辊耗,影响产品表面质量。
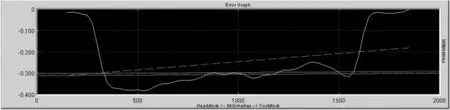
图 1 轧辊磨损曲线Figure 1 Wear curve of roller
3.2 磨削精度及磨削质量问题
由于薄带轧制时对厚度精度及板形控制精度要求非常高,一旦工作辊磨削过程中圆度、圆跳、锥度控制不好,或者CVC辊形出现较大偏差,上机轧制时就很难通过控制系统进行补偿,不仅会造成产品精度降低,还会出现轧制不稳定、浪形难以控制等问题,甚至导致堆钢事故的发生。如果下机后工作辊表面的裂纹没有磨削干净就再次上机轧制,就会造成裂纹逐步向内部扩展。裂纹扩展到一定程度后,很容易导致轧辊发生剥落事故。
因此,工作辊磨削精度和磨削质量对于改善和提高产品质量,减少轧辊事故的发生有着极其重要的意义。另外,在薄规格轧制时,由于换辊比较频繁,轧辊供应比较紧张,往往轧辊下机后冷却不充分就进行磨削,磨削后的CVC曲线由于热膨胀的影响容易失真,不利于板形控制。
3.3 轧辊外部工作条件恶化诱发的轧辊使用问题
在正常轧制时,即使工作辊所处的工作环境比较恶劣,直接接触900~1 000℃的轧件,同时承受数千吨的轧制力和较高的扭矩及弯矩,工作辊也能保证正常工作。但是一旦外部条件发生恶化,如冷却条件发生变化、轧辊负荷突然过大、轧辊卡钢没有及时换辊继续轧钢等,往往造成轧辊裂纹的产生、氧化膜的剥落,不仅影响轧辊表面质量,严重时甚至发生断辊等恶性事故。
工作辊的冷却状况好坏直接决定工作辊的使用效果。轧辊在正常使用时,必须要保证冷却充分和冷却均匀。实际生产时经常出现流量计不准、刮水板漏水、水嘴堵塞、喷射角度不对等情况,这些情况都会影响轧辊的正常使用。流量计不准,就不能保证轧辊冷却水量按照轧机二级设定控制,计算时会发生辊温的偏差,影响轧辊热凸度的计算精度,不利于板形控制。而刮水板漏水、水嘴堵塞、喷射角度不对则会造成轧辊冷却不均匀,辊身局部温度过高导致氧化膜的剥落,同时会造成轧辊的磨损不均。
发生堆钢或甩尾时,对工作辊的伤害很大。卡钢时,由于工作辊接触轧件区域的温度急剧上升,在遇水急冷后产生较大热裂纹。如果不及时更换工作辊,裂纹会逐渐扩展,后果非常危险。
同样,发生甩尾的轧辊,也容易产生压痕及裂纹。由于甩尾一般发生在末机架,压痕和裂纹会影响到带钢的表面质量,所以只要发生甩尾的轧辊,一定要立即抽出机架检查,发现裂纹或压痕时必须立即换辊。
4 应对措施
针对工作辊使用及磨削过程中出现的问题,我们采取以下措施保证轧辊的正常使用,减少轧辊事故的发生和轧辊消耗。
4.1 轧辊的表面硬度检查
主要包括新工作辊的硬度检查和使用过程中辊面的硬度检查,确保轧辊表面硬度的均匀性并符合标准要求。特别是轧辊使用后期,如果辊面的硬度降过大,就要相应减少轧制量。
4.2 加强轧辊的探伤工作
除了轧辊在磨削过程中全部进行涡流探伤外,还对事故辊、非正常下机辊进行超声波探伤,检查合格后方可上机,大大降低了轧辊带缺陷上机的机率。
4.3 提高工作辊的磨削精度
主要是通过一些攻关措施,控制轧辊的圆跳、圆度和锥度,提高辊形磨削的合格率,为生产稳定和产品精度的提高创造条件。特别是针对轧辊下机后的冷却装置进行了专门改进,既增加冷却水量实现轧辊快速冷却,又保证了轧辊的均匀冷却,彻底解决了轧辊带温磨削的问题。
4.4 规范操作,制定严格的轧辊使用制度
对于卡钢辊,要求生产操作工必须在处理完堆钢后立即换辊。甩尾时,操作工必须将工作辊抽出机架进行检查,如果发现压痕或裂纹必须立即更换。
4.5 辊温的检查
轧辊下机后,要求沿辊身的方向测量轧辊表面温度并记录,同时结合轧辊表面氧化膜的检查,发现辊温过高或局部氧化膜剥落时,要检查机架水嘴和喷射角度。
4.6 加强轧线工作辊冷却水系统的检查维护工作
换辊时必须要检查工作辊冷却水嘴的堵塞情况,发现堵塞要立即处理。加强对刮水板刮水效果的检查,发现刮水板漏水或损坏要及时处理,以保证轧辊冷却充分并均匀。同时,要求操作工关注生产过程中工作辊冷却水流量,发现流量值与设定值偏差超过5%时,要立即通知相关人员处理。
4.7 细化轧辊履历管理
对每根工作辊的使用情况进行终生跟踪。即对每根轧辊从投入使用一直到报废进行全过程跟踪管理,包括每次的磨削情况、探伤情况、使用情况都要进行跟踪记录。同时通过“轧辊联络单”实现轧辊各项信息的及时记录和准确传递。在轧辊上机前,轧机操作工就能了解到轧辊的磨削情况。磨床工在磨削前也能了解到轧辊的使用信息。
5 结束语
通过采取上述措施,有效改善了邯钢CSP生产线的工作辊使用情况,扭转了生产初期轧辊多次发生大面积剥落和断裂事故的局面。在稳定生产的基础上,综合辊耗也大幅下降,辊耗从2002年的0.85 kg/t降到目前的0.636 kg/t左右。按照目前年产量270万吨计算,每年可增加经济效益2 900万元。
[1] 茹铮,余望编著.塑性加工摩擦学 [M].北京:科学出版社,1992.192-220.
[2] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,1995.52-55.
[3] 吴祝民. 热轧带钢氧化铁皮的成因及对策[J]. 轧钢.2007.24(3):56-57.
The Application Issues and Solutions ofHandan Steel CSP Roll
YanXu,ZhangLichao
Based on roll working condition of the CSP hot continuous rolling production line in Handan Steel, the process flow of the CSP production line and main parameters of roll (work roll) have been presented, and meanwhile the issues during roll working process have been analyzed, and the effective solutions have been brought forward.
short flow process hot continuous rolling; roller; quality control
TG333.17
B
2010—05—13
闫旭(1970—),男,工程师,从事大型板带轧机成套设备的技术服务和销售工作。
编辑 杜青泉