基于PLC的水晶研磨机床控制系统设计
2010-11-28朱先桃罗云霞
朱先桃,姚 玮,罗云霞,李 蕾
(浙江水利水电专科学校,浙江 杭州 310018)
0 引 言
随着人民生活水平的提高,水晶制品的用量越来越大.各种水晶挂件越来越多的用于装饰用途,比如吊灯用水晶挂缀,服饰用或门帘用水晶挂件等.这些光彩亮丽的水晶制品是以添加了特殊元素熔炼的玻璃为原料,根据需要,用模具将熔融的玻璃扣压形成毛坯,然后通过研磨机床磨削加工后得到的.
本文根据研磨水晶的生产工艺要求,设计了基于PLC的水晶研磨机床的控制系统,并已投入使用.
1 水晶加工流程和机床的工作原理说明
以图1(a)的多面体水晶成品为例说明水晶机床的加工动作.该产品的原料为球状毛坯玻璃.加工过程分上下半球两次完成,见图1(b),先将球的轴线一端用强力胶水粘在夹具上,夹具在机床机构的带动下,完成两个动作:转面、转行,见图1(b).每转一个加工面,磨盘上下运动一次,完成一个面的磨削加工;直到完成一行所有面的加工后,水晶球随夹具转角一次,再完成新一行所有面的加工;完成了上半球的一次加工后工件回到初始加工位置,准备第二次磨削.整个磨削过程分三次,分别是:粗磨、精磨和抛光.接下来,将水晶球从夹具上取下,再将其反面粘到夹具上,完成另外半球的加工.粗磨时,磨盘进给的速度较快;精磨速度慢;抛光速度最慢.三道工序采用不同精细度的磨盘,精细度依次增加.上下半球分别经过三道磨削工序后,最后才得到光泽剔透的水晶球.
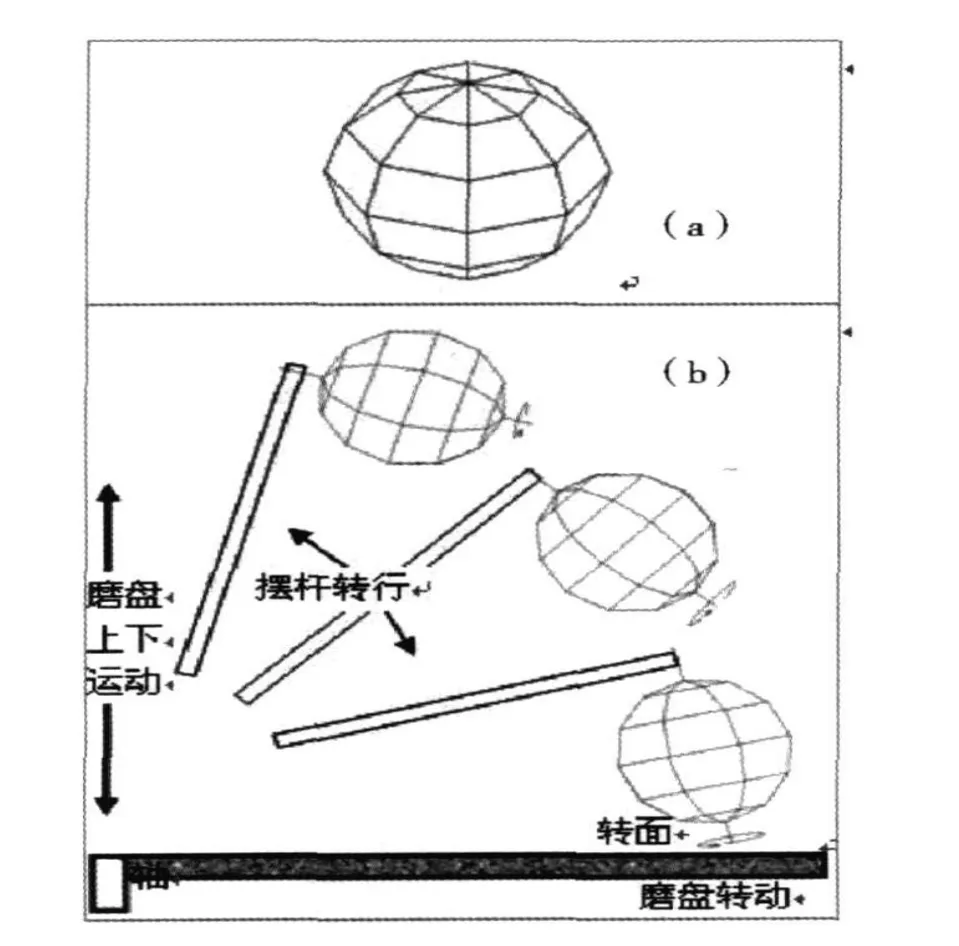
图1 研磨水晶加工动作说明
具体机床结构见图2,机床共有5个电机,其中磨盘转动鼠笼电机通过皮带驱动磨盘旋转;磨盘升降步进电机通过丝杆驱动磨盘做升降运动;转行步进电机通过两个具有反向螺纹的螺杆驱动蜗轮,带动摆杆及工件做0°~90°范围内的俯仰转行运动;两个转面步进电机各自通过丝杆驱动一个或多个蜗轮,带动工件做转面动作.两个转面步进电机是通过一个控制信号来驱动.这里两个转面电机及各自带动多个工件蜗杆目的主要是为了提高一次加工的水晶工件数量,一次加工得到多个同形状的水晶制品,提高生产效率.
2 控制系统的设计
工件粗磨、精磨和抛光的流程见图3,三道工序都是这个流程,区别的只是加工参数(磨削深度和磨削进给速度)不同.每次的加工在完成的时候,需要更换磨盘.
水晶研磨的过程是三个步进电机(磨盘升降电机、转行步进电机和转面步进电机)的协调控制过程.两个转面电机接受同一信号控制,软件设计过程中作一个步进电机处理;磨盘旋转电机只需要简单的启停控制.
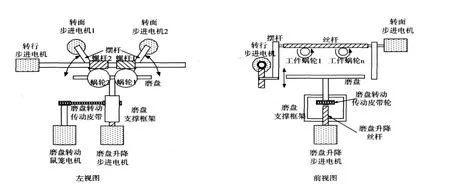
图2 水晶研磨机床机构示意图
要实现自动化的加工,每个面的磨削都需要4个参数:转行角度、转面角度、磨削深度、磨削速度.转行角度、转面角度,这两参数可以根据用户要求给出;磨削深度和磨削速度需要通过试车运行的方式得到.试车运行得到的参数,可以作为同型产品的自动加工参数.
程序设计中,必须考虑试车运行和自动运行两种工作方法.
2.1 硬件设计
控制系统采用“PLC+文本显示器+伺服驱动器”的形式,伺服驱动器接受PLC脉冲来控制步进电机,磨削控制的参数设置和过程监控参数通过文本显示器来设置和显示.三个伺服控制器需要三个脉冲控制信号.具有三个脉冲量输出的PLC和具有两个脉冲量输出的PLC价格相差较大.考虑到加工中,三个脉冲同时输出的情况较少,选择具有两路脉冲输出的PLC,其中一路用来控制磨盘升降,另外一路利用分时复用方式产生两路脉冲控制信号,分别控制转行和转面.
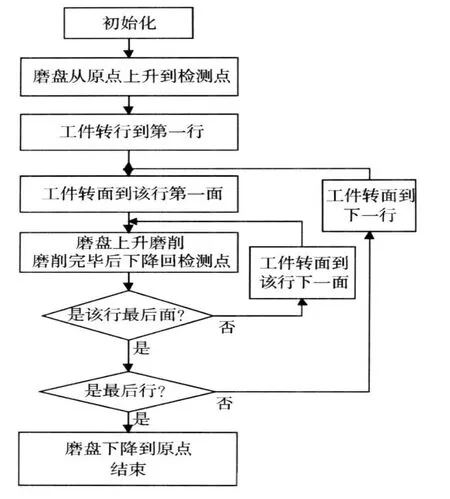
图3 粗磨/精磨/抛光流程
PLC选用无锡信捷公司生产的XC3-24T-E(采用晶体管输出),文本显示器选用同厂生产的OP320-A;伺服驱动器选用深圳市研控公司生产的YKA2608MG(驱动磨盘升降,驱动步进电机容量在110~220 V,相电流在7A 内)和YKA 3722MA(驱动转行和转面,驱动步进电机容量在24~80 V,相电流在6 A内).PLC的I/O分配及信号说明见表1.
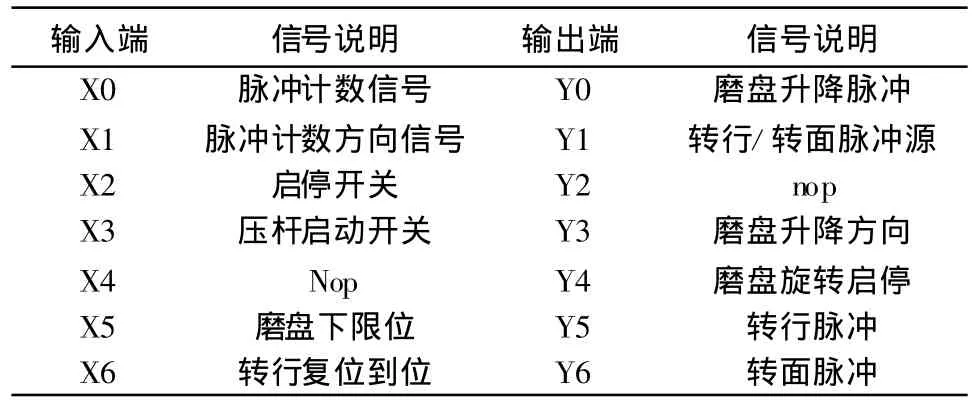
表1 I/O分配表及信号说明
磨盘升降脉冲Y0的COM0、磨盘升降方向Y3输出的COM2与输入端的COM短接.利用PLC的高速计数指令得到磨盘的高度信息,反映在文本显示器上,并通过设置的高度的最大值来作高位限位,磨盘的低位限位通过下限位开关达到.
启动方式有三种[1]:启停键启动、压杆启动和文本显示器键盘命令启动.为了避免机械碰撞还设置了转行复位限位开关.
XC3-24T-E只提供两路固定的脉冲输出端口Y0和Y1,控制系统需要三路脉冲信号.PLC一路脉冲输出端口Y1通过以下的电路分配出两路脉冲输出.该分配方法在PLC输出端口完成,不需要外部电路配合,只增加三个电阻[2-3],见图4.该PLC采用晶体管输出方式,采用图示接线后就能将Y1的脉冲输出转换为两路脉冲输出.只是转行和转面的脉冲不能同时作用,并且输出的电压等级降为12 V,可以直接驱动伺服控制器.
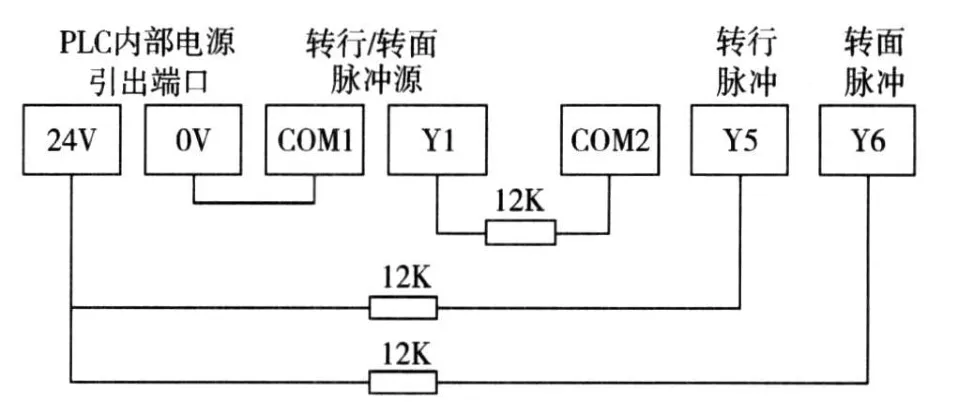
图4 脉冲分配接线
2.2 软件设计
文本显示器通过数据线和PLC连接,可以在文本显示器的键盘上设置PLC内部数据单元,并可以将其中一些用户关心数据单元显示出来.文本菜单的主界面设计见图5的“Z-”指示当前磨盘高度;“上粗磨”指示当前正在磨削的行和面;“上”指示上半球磨削行的范围;“后”指示下半球磨削行的范围.
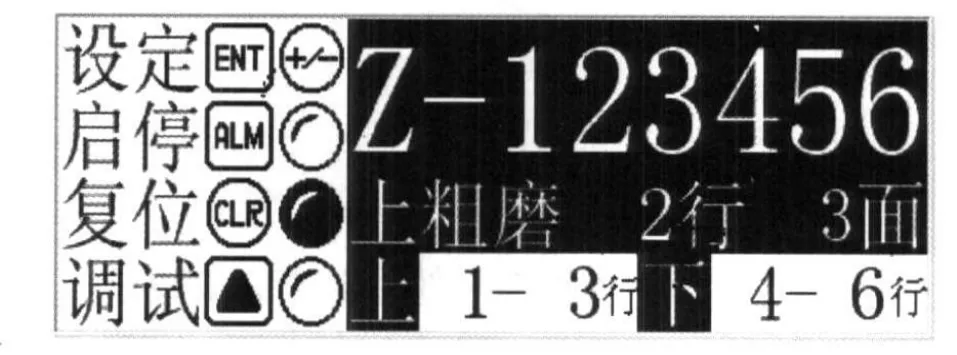
图5 主菜单
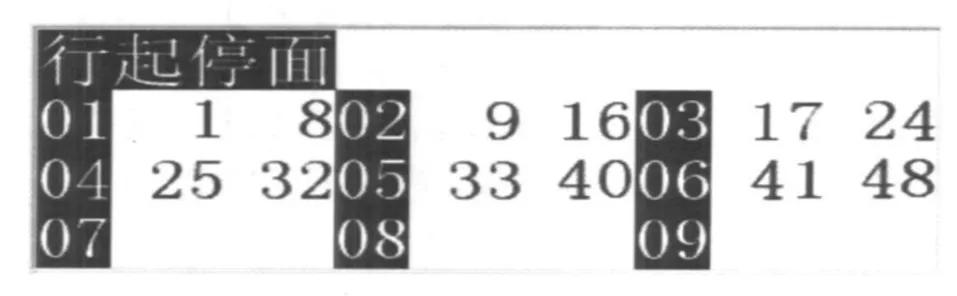
图6 设置菜单
参数设置菜单见图6,按照这种方式,设置菜单还有:行角度菜单、面角度菜单和面深度菜单,以及加工速度设置菜单.设置菜单中的每个设置的数据对应PLC中的某个具体数据单元.
系统设计要求机床允许加工50行,每行360个面,所以PLC数据区规划如下:行角度脉冲当量地址为D4200开始的100个字节;面深度脉冲当量为D4300开始的720个字节;面角度脉冲当量为D5020开始的720个字节.
程序设计的流程和图3一致,自动运行和试车运行不同之处在:试车运行每个步骤执行完毕停止,可以进行参数的设置和修改,并且可以手动进行到下一步.
程序设计中使用了状态流的设计方法,使得代码实现时候具有较高的效率和运行速度.发脉冲使用了双字节的DPLSR脉冲发生指令,可以指定发出脉冲的当量和频率,包含加速已经减速过程,通过合理选择加减速脉冲量,使得磨盘上升和下降不发生失步;并辅以脉冲方向信号,控制伺服控制器带动步进电机的工作.因而可以得到较高的磨削精度.
3 系统调试
使用信捷公司的OP20软件将编制好的文本界面文件下载到文本显示器.XC3-24T-E含两个通讯接口,其中一个连接文本显示器,另外一个连接到PC机.用信捷PLC开发软件XCPpro将程序下装到PLC中,运用该软件的在线监控功能,在线监控PLC程序的运行状态,完成系统整个调试[4].在调试的同时,对程序运行进行了优化.
4 结 语
目前,该水晶研磨机床已经投入了使用,生产出各式各样的水晶产品.但是这些产品与国外品牌(诸如:施华洛世奇SWAROVSKI)相比,在加工精度方面,存在一定差距;使用也未完全达到全自动化.加工精度主要还是由于步进电机的失步造成,因而可以考虑以后在产品改进过程中使用伺服电机以及伺服控制器.磨盘在磨削过程中自身的磨损造成的精度下降目前还没有办法解决.加工自动化和加工参数数据存储方面还有很多可以改进的地方.
[1]王阿根.PLC控制程序精编108例[M],北京:电子工业出版社,2009.
[2]宋伯生.PLC编程实用指南[M],北京:机械工业出版社,2007.
[3]宋伯生.PLC编程理论◦算法及技巧[M],北京:机械工业出版社,2009.
[4]杜从商.PLC编程应用基础(三菱)[M],北京:机械工业出版社,2009.
