数控选区电化学沉积快速成型的扫描路径研究
2010-11-28李湘生
董 平,李湘生,程 松
(浙江理工大学 机械与自动控制学院,浙江 杭州 310018)
0 引 言
快速成型制造技术(Rapid Prototyping and Manufacturing,RP&M)是综合CAD/CAM技术、NC技术、激光技术、及材料技术为一体的一种高新制造技术.从成型原理上提出了基于离散/堆积成型的全新思维模式,即将CAD实体数据模型通过切片软件进行分层处理生成控制信息及数控代码,由成型头在控制系统的控制下,选择性地一层层的叠加材料成型.目前常用的RP技术主要有选择性激光烧结(SLS)、三维印刷(3DP)、气相沉积(LVD)、叠层制造(LOM)、熔融沉积(FDM)和立体光造型(SLA)等.这些方法主要用于制备非金属原型(如聚合物、蜡、纸等),而且成型工件需要进行后处理,工件的成型精度难以保证[1].
数控选区电化学沉积快速成型是在传统快速成型基础上用电化学沉积法直接制备金属零件的一种新型加工工艺.它利用金属离子在阴极电沉积原理,使溶液中的金属离子在电场力的作用下,迁移到阴极获得电子还原成原子,然后一层层堆积成型.具有极高的制造精度和表面光洁度,同时,克服了快速成型难以加工高质量金属零件和电铸必须依赖母模的缺点.数控选区电化学沉积快速成型工艺见图1.
在数控选区电化学沉积快速成型中,金属零件是靠阳极头逐层扫描沉积金属离子成型的,因此扫描路径的合理规划是其重要的环节,它直接关系到成型效率和成型质量.
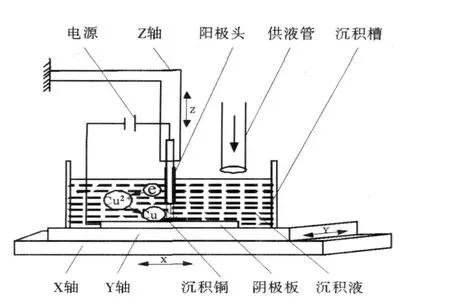
图1 数控选区电化学沉积快速成型工艺
1 数控选区电化学沉积快速成型扫描路径规划
数控选区电化学沉积轨迹的规划,是指为零件成型提供一条连续的加工轨迹,该轨迹的求取必须在数控电化学沉积工艺特点的基础上,满足以下几个要求:
1.1 具备快速成型累积-叠加的加工思想
1.2 保证零件的形状及尺寸精度
由于数控选区电化学沉积快速成型工艺的沉积斑点有一定的大小,因此求得的轮廓线必须经过偏置处理.而且沉积斑点的大小受诸多因素作用,呈现一定的规律,必须经过试验才能确定合适的工艺加工补偿量;
1.3 保证零件的表面精度
高的表面光洁度是本技术的根本.因此填充轮廓线的规划必须能够保证填充线与线之间的有效叠合.
在快速成型轨迹规划和电化学沉积工艺特点的基础上,本文设计的成型轨迹路径的总体方案分为获取三维数据源、分层切片处理、填充轮廓线、数控代码生成4个过程.三维数据由CAD软件导出,经切片处理得到理论轮廓线,综合考虑补偿量值,偏置轮廓线得到实际加工轮廓线,最后经过填充处理得到数控代码.其中切片软件和轨迹填充是获得路径的关键,准确的补偿量是保证尺寸精度的基础.轨迹规划的总体方案见图2.
2 层轮廓线生成原理
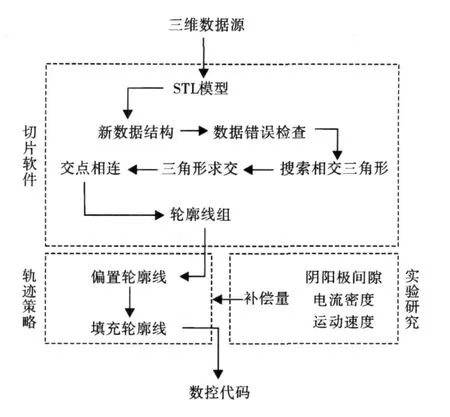
图2 电化学沉积快速成型轨迹规划
轮廓求交线的算法,在求出三角形面片与切平面的交线后,对交线进行分析和整理,形成的一条条有向封闭折线(称为层轮廓线).计算机求轮廓线实质上就是一个搜索求交的过程.
层轮廓线生成机理可以分解为如下4步,即:首先导入并处理STL文件,建立点、线、面拓扑数据结构;接着分析STL模型中每一个三角面片于分层平面的位置关系,并标志截面轮廓线组;分层平面与所有的相邻三角形各边求交;最后将所有计算出来的交点按所在环连成截面轮廓线组.
3 实体分层算法
3.1 搜索相交三角形并求交点
如果对STL文件中的所有三角形逐个判断与平面是否相交,算法效率太低、占用内存空间太大.对大规模的STL文件进行处理时,这种处理方法的处理速度难以接受.因此本文中分层求交过程利用了STL文件的特性,建立了前述点、边、面3个表,直接提高了搜索求交速度.
(1)遍历整个面表,求出层极值.设定分层的层厚值,以层厚值是否小于零件高度为条件建立循环.如果层厚值不大于零件高度最大值,说明切片未完成.反之,切片处理完成,结束循环.
(2)在循环中依次迭代三角形面表,并搜索被切割的第一个三角形面片,求得切片与三角形交点,保存边号、三角形号以及交点值等.取三角形为当前三角形,规定该三角形两个交点组成的矢量与三角形法向量成右手螺旋法则的第一个点为轮廓环表的起点,第二个点所在的边为搜索共享该边的另一个三角形的参考边.层平面与所有三角形相交,可以表示为直线与三角形相交,相交情况如下:
①交于一个顶点.此时三角形面片的一个顶点落在切平面上,其它两个顶点在切平面的同一侧,图3(a)及图3(b)为平面于平面相交于一点图;
②交于一条线.存在两种情况,三角形三个顶点全落在这条线上;三角形两个顶点落在这条线上.图3(c)为平面于平面相交于一线图;
③平面与三角形相交,三个顶点没有一个落在直线上.图3(d)为平面与平面相交图.
在求层平面于所有三角形交点时,必须依次考虑上述情况.
(3)以该边号是不是已经被标志为条件建立嵌套循环:根据给定的交边,查询边表获得共享该边的三角形,并依据该三角形获得另一交边,对该边求交点并保存,标志该边,由边找得共享该边的另一个三角形,设定面标志项,由该三角形找到另一个交边以及该边的标志项,如此反复,直到找到的边为第一条边为止,结束循环,返回三角形迭代相交判断.
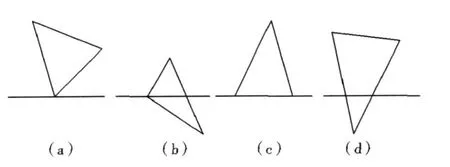
图3 平面与平面相交位置
3.2 三角形与平面相交的算法
分层平面与STL模型求交的基本算法实际上就是分层平面与STL模型中三角面片的求交算法,也即直线与三角形各边求交的基本算法.图4表示的是三角形与直线相交的情形.
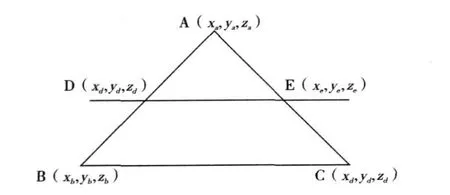
图4 三角形与平面相交算法
已知三角形ABC三个顶点坐标,A(xa,ya,za),B(xb,yb,zb),C(xc,yc,zc),线段DE高度为Zceng.根据解析几何,可求得D、E点空间坐标为:
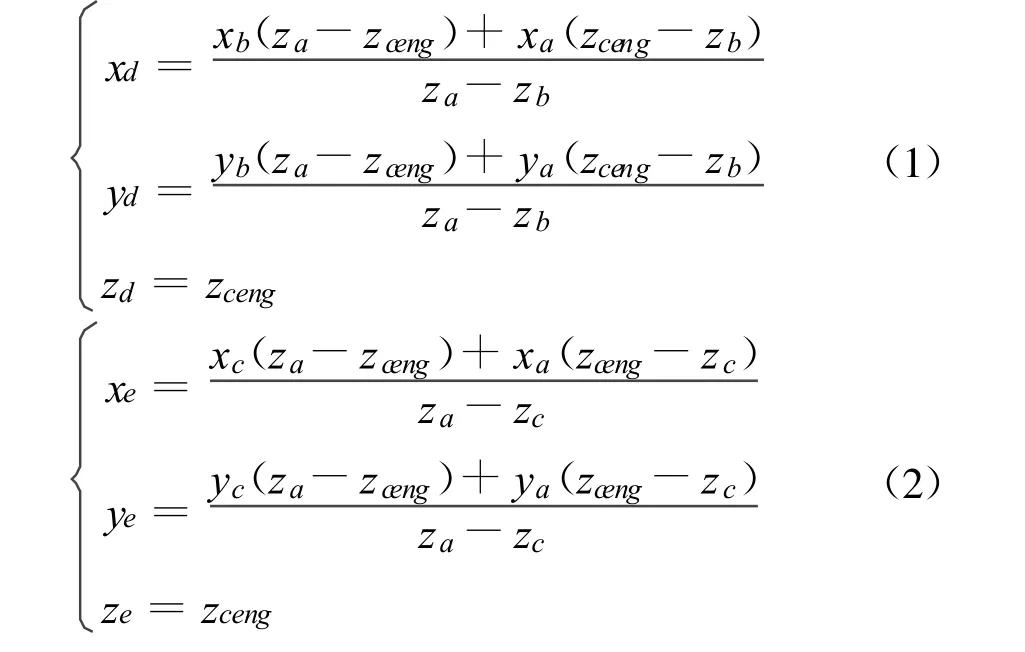
通过此算法,可以计算出所有切平面与三角形相交的点,求得的交点放入一个双链表中,待后续处理.
3.3 轮廓线生成
实体分层后求得的数据为一系列按一定顺序排列的点,根据点的环数标志项搜索所有的交点,进行首尾相连,即可得到每一层的轮廓线组.但为便于后续偏置和填充,在求得每一层分层平面与实体模型的交线后,必须标志轮廓线走向和区分实体与非实体.
截面轮廓线边界特性定义如下:外边界不被任何其他多边形包含的多边形边界.内边界是在实际分层切片处理中一般是由物体的孔洞及凹坑与切平面产生的,实体截面轮廓线至少有一个外边界,而内边界的个数不限.
(1)轮廓线走向判断充分利用了STL三角面片的法向量信息,对交线的起点终点做了规定.在搜索相邻三角形并求交点过程,对首个三角形求交时,规定交线的起点为三角形最左边.也即为图4中的AB边,由于三角面片遵循三个法则,使得三角形求交时,依据一条相邻边找另一三角形一定是遵循实体侧为逆时针、非实体侧为顺时针的原则,得到的轮廓线也一定也为实体侧逆时针,非实体侧顺时针.
(2)轮廓线实体非实体标志利用了轮廓线走向与平面法向量之间服从右手螺旋的定理.三角面片服从右手螺旋法则,因此三角形内任何一条线也服从右手螺旋法则,进而该边与三角形的法向量与轮廓线的法向量之间也一定是遵循右手螺旋法则.因此轮廓线实体标志可以通过判断轮廓线法向量的大小来确定.

若flag值小于零则轮廓线为非实体侧,反之则为实体侧.
4 截面轮廓线填充规划
经过切片处理得到的截面轮廓线只是包含了每一层的截面信息,并不能作为沉积头的实际工作路径,因此在得到二维的截面轮廓线以后,必须对这些数据进行填充工艺规划,而这些处理直接影响到成型时间的长短、工件的成型质量等等.
4.1 常用路径分析
(1)X连贯、Y连贯路径
这种路径方式最常见和最常用,其基本思想同计算机图形学的区域填充相似.X(Y)连贯路径见图5(a)所示,图中细实线为填充加工路径,虚线为填充头关闭路线.
X连贯路径生成方法如下:首先求出该层的最大和最小Y值,然后从Ymin开始,每隔一个填充间距Δ Y用平行于X轴的直线和轮廓线进行相交,求其在轮廓内的线段的起点和终点,获得一条填充线,如此反复就可以获得填满整个截面的填充线.这种方法虽然简单且容易实现,但需要控制填充头的开关,即当填充头进行填充时,遇见实体部分时开关要打开,遇见非实体部分时开关要关闭[2].
(2)分区折线路径
这种填充方法是将一层截面的整个大区域分为若干个小区域,在每个小区域中采用X连贯、Y连贯填充.与前述方法相比,可以减少填充头的开关次数,但在每个区域中仍然存在着X连贯、Y连贯路径的缺点.分区折线路径如图5(b)所示,图中细实线为填充加工路径,虚线为填充头关闭路线[3].
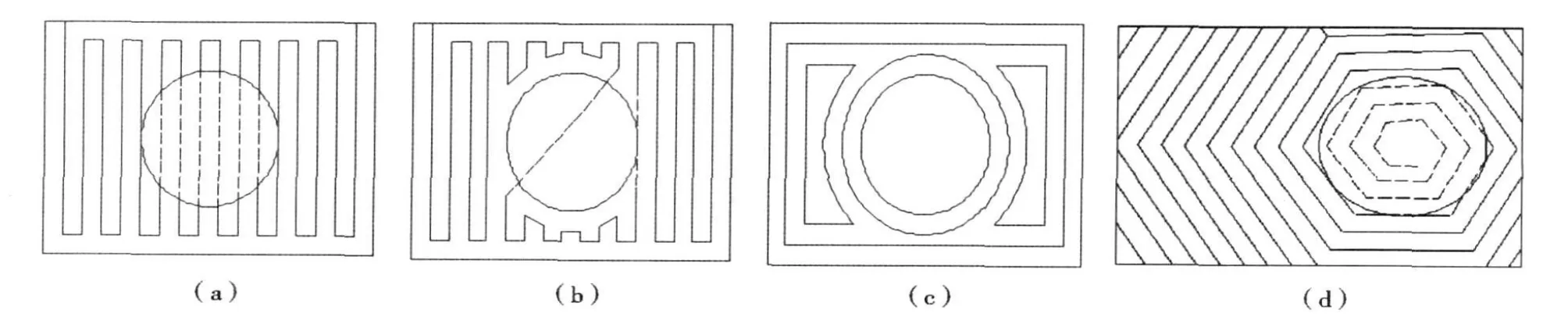
图5 路径填充示意
(3)轮廓等距偏移路径
该方法的基本思想是填充线沿平行于轮廓线的方向走,即走每个边的等距线,从理论上分析,这种方式较前两种方式好[4].
①由于在连续不断的填充中填充线不断地改变方向,使得内应力方向分散.
②这种填充方式下填充头可以连续不断地走完一层的每个点,从而几乎可以不需要开关.轮廓等距偏移路径见图5(c),图中细实线为填充加工路径.
(4)螺旋线路径
按照螺旋线生成路径,采用螺旋线填充方式,可以克服X连贯、Y连贯填充的缺点,削弱成型过程中产生的内部残余应力,提高了成形零件的物理性能.但是和X连贯、Y连贯填充一样该填充需要在经过孔洞时频繁地开关填充头.螺旋线路径见图5(d)所示,其中细实线为填充加工路径,虚线为填充头关闭路线[5].
4.2 数控选区电化学沉积快速成型截面填充规划
上述几类填充方式都适合于数控选区电化学沉积快速成型截面填充,综合考虑效率、软件实现难度、成型件的质量以及工艺成型要求,数控选区电化学沉积快速成型截面填充选择简单往复交错间隙填充方式.
图6简单描述了平行交错间隙往复填充加工零件的实现方法.红色线为奇数层填充轨迹线,青色点划线为偶数层填充轨迹线.红色实线为沉积头沉积金属轨迹,红色和青色虚线为沉积电源关闭的沉积头运动路径.层面制作的实现依靠沉积电源的控制.图中划虚线的地方表示沉积电源的关闭,此时不进行电化学沉积,实线和点划线的地方表示沉积电源打开,进行电化学沉积.奇数层按照红线轨迹沉积,沉积完成,提高层高度到偶数层,改变间隙值,按照青色轨迹继续下一层的沉积,而无须回到起点再电化学沉积.这样层层叠加沉积即得到目标零件.
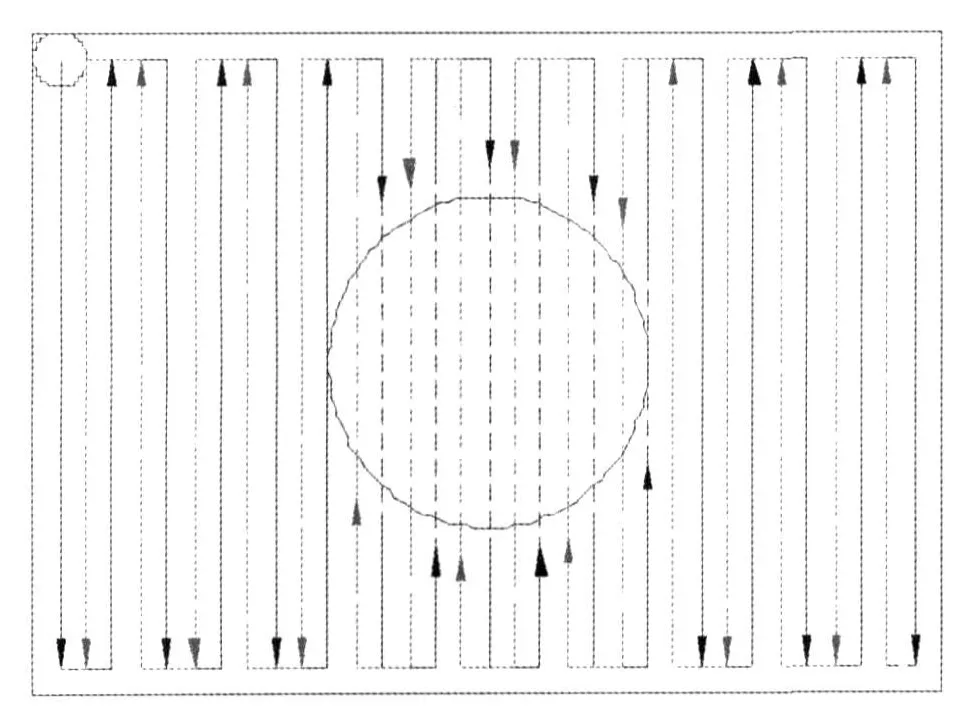
图6 数控选区电化学沉积快速成型填充路径示意
5 实验与结论
通过VC++平台和OpenGL开发了选择性电沉积快速成型控制软件.用CAD软件生成零件的三维CAD模型,并输出零件的STL模型文件;调入stl文件,处理数据,建立三角形拓扑数据结构,并经过分层处理,轮廓偏置,平行交错间隙往复填充方式填充,得到层面填充线,见图7.图8为实验制作的零件图.
实验结果表明:零件成型使用了平行交错间隙往复填充加工,表面较平整,成型零件尺寸与设计零件基本吻合,轨迹路径生成算法正确,数控加工路径合理.
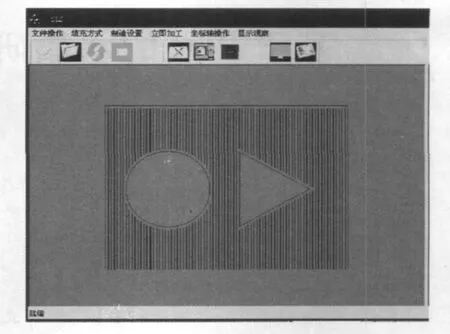
图7 分层截面轮廓偏置以及填充
图8 成型零件
[1]吴安德,王帮峰,黄因慧,等.一种新的快速成形技术—选择性电铸[J].中国机械工程,2000(S):81-82.
[2]史玉升,钟 庆,陈学彬,等.选择性激光烧结新型扫描方式的研究及实现[J].机械工程学报,2002(2):35-39.
[3]黄雪梅,牛宗伟,董小娟.快速成型技术中的分区扫描路径产生算法[J].机械实际与研究,2007(2):80-82.
[4]刘 斌,张 征,孙延明,等.快速成型系统中OFFSET型填充算法[J].华南理工大学学报:自然科学版,2001(3):64-66.
[5]杜永强,刘会霞,王 宵.基于Voronoi图的快速成型扫描路径规划[J].南京航天航空大学学报,2005(11):149-153.
