基于SoC技术的雕刻机的设计
2010-11-27王彦,张辉,方明
王 彦,张 辉,方 明
(武汉铁路职业技术学院,湖北 武汉 430205)
随着现代技术的发展进步,运动控制技术取得了巨大的成就,被认为是21世纪最有发展潜力的技术之一。运动控制器作为数控系统的核心运算单元,具有举足轻重的地位。但纵观所有市场,几乎所有的产品都定位于工控领域,在低成本的民用领域却很少涉及。针对低端运动控制器的市场应用前景,本文主要应用SoC技术,采用SLAB公司最新推出的高性能混合信号处理器C8051F120,设计出基于SoC技术的运动控制器,从而实现低成本的大规模生产。
1 雕刻数控系统的一般构成
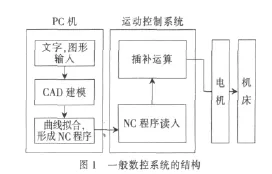
雕刻机的数控系统是指一种能够装载数控程序文件并能够自动控制机床进行加工的控制系统。其工作原理:用计算机编制数控加工程序(或画出需要雕刻的图形),通过存储介质传输给运动控制模块,运动控制模块将NC程序解释成特定的加工路径数据,并通过查补和速度控制算法产生控制步进电机或伺服电机(本文采用步进电机),控制X、Y、Z等轴的进给,对工件进行加工。结合雕刻机,运动控制模块的工作流程示意图如图1所示。
2 基于C8051F120的运动控制系统
本设计采用SLAB公司最新推出的混合信号处理器C8051F120作为核心控制器,在满足插补速度的同时,成本相对较低,但没有涉及到多轴插补,一般应用在只需要低速度点位运动控制和对轨迹要求不高的轮廓运动控制场合。
2.1 C8051F120芯片简介
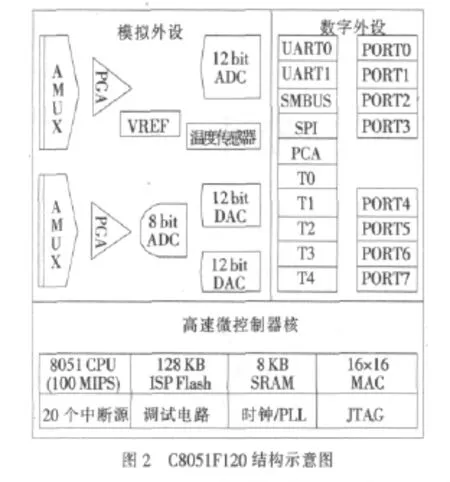
C8051F120器件是完全集成混合信号的片上系统型MCU芯片,具有100个I/O引脚,其内部采用高速、流水线结构、与8051兼容的CIP-51内核,运行速度可达100 MIPS[1];采用全速、非入侵式的系统片内调试接口,极大地方便了系统的调试;其16×16的MAC单元可以提供强大的数据处理能力;128 KB的片上Flash和8 KB的片内数据存储器,为大容量的数据存储提供了空间[2]。其结构示意图如图2所示。
2.2 C8051F120中直线插补的实现
C8051F120是实现数控过程中运算的关键,全部运算均由其完成。当采用逐点比较法实现直线插补时,每走一步都需要4个节拍[3]。其实现步骤如下:
(1)误差判别。判别偏差函数F的正负,确定工作点相对于规定曲线的位置。
(2)坐标进给。根据偏差情况,控制X或Y坐标进给一步,使工作点向规定的曲线靠拢。
(3)偏差计算。进给一步后,计算工作点与规定曲线的新偏差,作为下一步偏差判别的依据。
(4)终点判别。判断终点是否到达,如果未到达终点,继续插补;如果已经到达终点,则停止插补。
4个象限内的直线插补如图3所示。

3 C8051F120中软件的实现
C8051F120具有双周期的16×16 MAC单元,其100 MIPS强大的数据吞吐能力为逐点比较法实现直线插补提供了强有力的支持[4]。只需先将坐标绝对化,同时记录象限值,偏差判断后决定进给量即可方便地实现直线插补。
3.1 直线插补程序流程
软件实现直线插补的流程图如图4所示。

3.2 直线插补的C语言实现
为了提高C8051F120的运行效率,系统的数控软件部分主要采用C语言编写。方法如下:

本文在吸收消化国内外先进产品的经验后,采用低成本的器件开发出极低成本、性能优良的运动控制模块,能够满足广泛的刻章机、点胶机等小型数控系统的需要,并可以继续开发出高端运动控制器才有的脱机功能,具有广泛的推广价值和使用价值。
[1]潘琢金.C8051F120/1/2 ISP Flash微控制器数据手册.REV 1.5.新华龙电子有限公司,2004.
[2]张迎新,雷文,姚静波.C8051F系列SOC单片机原理及应用[M].北京:国防工业出版社,2005.
[3]任玉田,焦振学.机床计算机数控技术[M].北京:北京理工大学出版社,2004.
[4]潘琢金,孙德龙,夏秀峰.C8051F单片机应用解析[M].Cygnol Integrated Products Inc.,2002.
