流浆箱稀释水调节原理及特点初探
2010-11-22陈克复
杨 旭 陈克复
(1.轻工业杭州机电设计研究院,浙江杭州,310004;2.华南理工大学,广东广州,510640)
流浆箱稀释水调节原理及特点初探
杨 旭1,2陈克复2
(1.轻工业杭州机电设计研究院,浙江杭州,310004;2.华南理工大学,广东广州,510640)
应用柏努利方程的原理,通过设置一个新的变量即进、出口流量比 x,使求解方程大大简化,从而比较分析了稀释水流浆箱横幅定量差调节的原理、特点以及影响因素等,结果与实际情况完全符合。
横幅定量差;双因素方差分析;稀释水调节;柏努利方程
在流浆箱上加装稀释水调节装置代替传统的机械式调节装置可以显著改善纸张的横幅定量差,其核心技术是通过改变局部浆料浓度而实现纸张横幅定量差的调节,这项技术在国外已得到了普遍应用,目前国内的应用也在逐渐增多。虽然大部分是通过引进设备实现的,但也有一些是通过国产化改造设备实现的。通过这些改造实践,不同程度地改善了纸张的横幅定量差。随着市场对产品质量要求的不断提高,此技术必将会得到越来越广泛的应用。
稀释水是如何调节浓度的?能调节到什么程度?受哪些因素的影响?把这些问题搞清楚,必将为更好地开发和应用流浆箱稀释水调节技术产生积极的影响。为了深入分析和解决这些问题,有必要首先分析纸张横幅定量差产生的原因及判定分析方法[1]。
1 纸张横幅定量差产生的原因及判定
在纸机流程和流浆箱设备上无论工作做得多么完善,纸张的横幅定量总是会有波动的,这就是纸张横幅定量差,如果将足够大的一张纸比喻为海平面的话,其表面就跟海平面一样,是波动不平的,无论在纵向还是横向,每时每刻都在变化。纸张定量波动的原因主要有:
(1)纵向定量差是在纸机运行方向上定量的变化,是与时间成一定规律性的波动变化。纵向定量差产生的原因主要有压力脉动,浓度控制误差及波动,白水或冲浆系统不稳定等引起的变化,通过频谱分析可以较准确地分析出变化的频率,从而确定引起的波动源。
(2)横幅定量差是一种定量沿纸机横向的变化,但其分布状态并不随时间变化而变化,换句话讲,就是如果在横向方向上某处的定量大了,那么它一直是大的,并不随时间的变化而变化,这就是横幅定量差。横幅定量差一般由流浆箱中流道的设计、制造和调整 (如唇口装置)产生的误差及其变形而产生。比如布浆总管设计不合理可能产生横幅定量差;管束、湍流发生器及唇口装置的制造误差和变形也都可能产生横幅定量差。另外,成形、压榨和干燥部也有可能对横幅定量产生影响,如脱水不均匀和掉粉掉毛等。
(3)随机定量差是一种随时间、也随坐标位置变化的定量误差,其变化是完全随机的。产生随机定量差的主要原因是浆料本身流态的不稳定、流速波动(如大的横流、扰流、涡旋等)和浆料中纤维分布的随机波动等。
2 纸张横幅定量差的分析
为了分析及控制纸张的定量差,也为了检验流浆箱的性能,国际上通用的方法是采用双因素方差分析[2-5]。总方差可分为 3个组成部分:纵向方差,横向方差,还有一项是时间和空间位置都不固定的、随机性的定量波动,称为随机方差或剩余方差。总方差、纵向方差及横向方差可以通过测量足够量的样本数据求出。总方差是纵向方差、横向方差和随机方差的和,因此将总方差减去纵向方差和横向方差可得到随机方差,但是这样求出的随机方差可能包含了所有的误差,故随机方差也称为剩余方差。方差分析和数据采集的规范方法详见 TAPPI T545pm—1986[6]。按照此方法采集样本和数据进行计算,方差分析结果见表1,在 95%置信度比较 F值,可判定纵向因素、横向因素以及随机因素对定量波动的影响,其中横幅定量标准差与平均定量的比值,称为定量变化系数,可作为纸张横幅定量差的主要指标。在此基础上绘出如图1所示的纸张横幅定量最大值、最小值及平均值的分布作为参考。
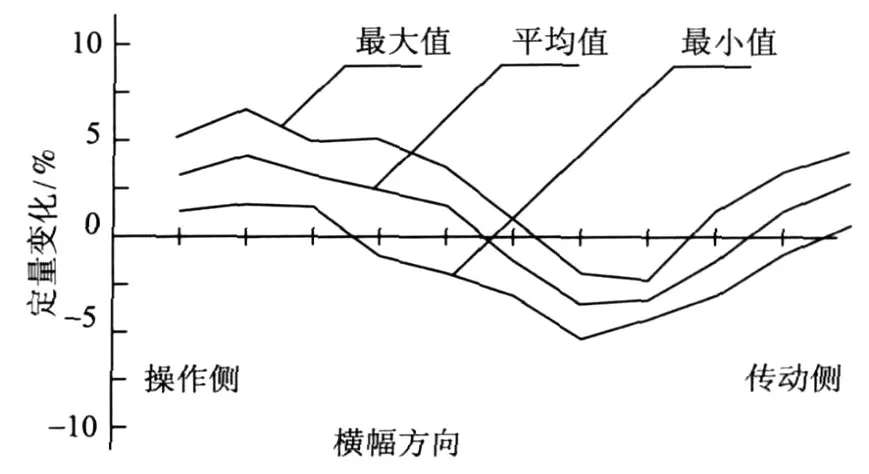
图1 纸张横幅定量差分布图
根据表1中的标准差,可计算出定量变化系数[7-8]。
式中,σcd为横幅定量变化系数,σmd为纵向定量变化系数,σres为随机定量变化系数,平均定量。
3 稀释水调节原理及特点
纸张的纵向定量差、横幅定量差和随机定量差都与流浆箱设计、制造、使用和调节关系很大,由于随机误差的随机性,工业上没有办法调节随机变量,但可以通过流体元件参数的设计来控制流态使其稳定,减少波动,从而减少此项误差,这就是高速水力式流浆箱流体元件设计的最基本要求之一。
对于纸张横幅定量差,由于纸张的定量在横幅方向上的变化是相对固定的,这样就完全可以通过改变横向上某处的流量或浓度来改变该点的浓度或纤维含量,从而达到调节此处定量的目的,这就是横幅定量差的调节方法。传统的机械调节法就是通过改变局部流量来调节,而稀释水装置则通过改变局部浆料浓度来调节该部分纤维的总流量。
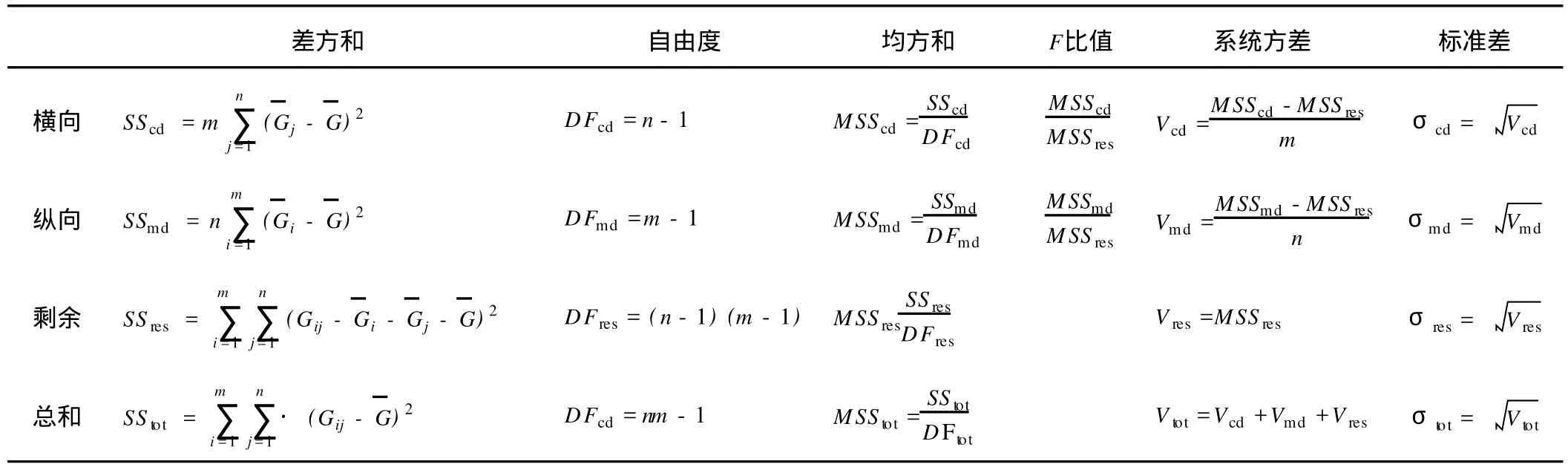
表1 双因素方差分析表
本课题主要分析稀释水调节法的调节原理、影响因素及特点。
稀释水调节原理模型的简化图见图2所示。当稀释水加入浆料中时,纤维浓度必然发生变化,但同时这样会不会引起出口的总流量也发生变化?变化多大?如何变化?这些都值得探讨。如果在流浆箱内一处的流速或流量增大或减小,必然会引起横流或大的涡旋,这对纸页成形十分不利,必须尽量避免。故对稀释水调节法来讲,在调节浓度时,应尽量保持总流量不变或变化很小,那么,总流量和浓度是如何变化的呢?与哪些因素有关?
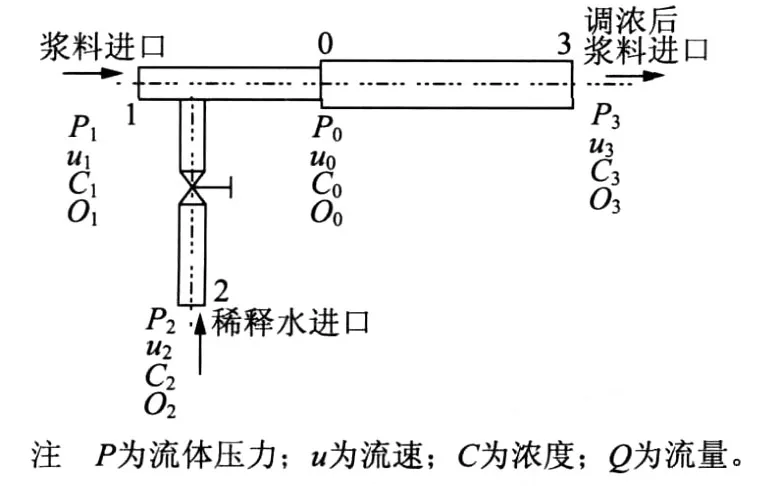
图2 稀释水调节原理图
由图2所示模型,根据能量守恒的柏努利方程,可得到式 (1)。
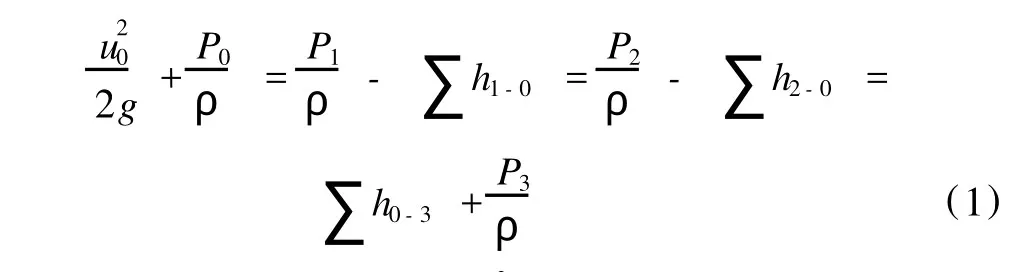

式中,∑h为阻力损失,ξ为阻力系数,ρ为流体密度。
对流量不变的同一段管内的流速不同的阻力损失计算都可通过某一流速来表达,证明很简单,此不详述。
将式 (1)移项,可得式 (2)~式 (4):


根据质量守恒原理,可得到式 (5)和式 (6):

理论上来讲,将式 (2)~式 (6)联合求解,可求出各个流量和浓度,但其过程和解析表达式都很繁琐,不利于分析问题,如果引入 x=Q1/Q3这个变量,将对分析此问题有很大的帮助,x变量就是一个进、出口流量的比值,可反映浆料被稀释的程度,x值增大,意味着稀释水量减少,而 x值减小,意味着稀释水量增大。显而易见,其取值范围为 0~1。
对式 (5)和式 (6)求解得到式 (7):

式中:

图2中,由于 2~0段,即稀释水加入段有调节阀,故其阻力系数是可变的,所以将式 (2)、式(4)相加并移项,得到式 (8):
式中,F1,F2,F3分别为各流速段的面积。
则:

当 x值变化时,由式 (7)可知,浓度是随 x值成正比例增大或减小,但从式 (9)可知,当压差不变时,总流量是随 x值增大而减小的,而 k3比 k1大得越多,总流量的变化越小,但浓度的变化不受此因素影响。即当稀释水加入量发生变化时,如加入量增加了,则 x值会减小,浓度会下降,但流量会增加。反之,则相反。这种情况下,仅根据浓度变化情况是无法判定定量是增加还是减少的,必须引入纤维流量这个参数,将浓度和流量相乘就是纤维流量,这个参数直接决定了纸张定量的大小,将式 (9)与式 (7)相乘,得到的式 (10)就是纤维流量的计算式。对式 (10)求导数,可以容易判定,在 x取值范围内(0~1),这个函数是增函数,即随着 x值增大或减小,函数 (纤维流量)是增大或减小的,这与实践中的认识一致。

从式 (10)可以判断出,当 k3远远大于 k1时,纤维流量几乎是与 x成正比的。要达到 k3远远大于
k1,就要求稀释水加入口应尽量靠近浆料入口处,或稀释水加入后设计一个节流口。
4 结 论
4.1 随着稀释水加入量的增大,浆料的浓度下降,虽然总流量增大,但纤维流量还是减少的,故纸张定量降低,反之,则相反。所以,稀释水调节的量不宜过大,否则可能引起横流或大的涡旋,产生纸页成形质量下降等其他问题。这与实际应用情况是符合的。
4.2 稀释水加入区域的流体阻力系数分布对稀释水加入性能的影响很大。稀释水加入前后的阻力比越小,总流量的变化越小,但浓度的变化不受此因素影响。所以在设计时,稀释水加入口应尽量靠近浆料入口处,或稀释水加入后设计一个节流口,这与实际应用情况也是符合的。
4.3 无论是稀释水法调节,还是机械法调节,对纸张横幅定量差的调节只能作用于横幅标准差或定量变化系数这个参数,而对随机因素引起的定量误差是不起作用的。通过方差分析如果发现剩余方差较大时,应考虑流浆箱设计和结构问题。
4.4 稀释水浓度越低,浓度调节的敏感性越高,如为清水,敏感性最大。但同时,对稀释水阀的稳定性要求也越高,否则,稀释水加入量的波动会引起浓度波动,反而不利于定量的调节和稳定。实际生产中,都是采用浓白水来调节浓度的。
[1] Gordan L J.Pulp and PaperManufacture[C]//The Joint Textbook Committee of the Paper Industry.TAPPI,1991.
[2] Burkhard G,W rist P E.The Evaluation of PaperMachine Stock Systems by Basis Weight Analysis[J].Pulp and Paper Mag.Can.,1959,55(13):188.
[3] Burns J W.The use of Analysis of Variance to Characterize Paper Web Nonunifor mities[J].Tappi,1974,57(12):143.
[4] Wasserstrass J D.Machine Evaluation by Analysis of Basis Weight Variation[J].Tappi,1976,59(10):65.
[5] Smith N.An Analysis of BasisWeight Variation[J].Tappi,1979,69(3):101.
[6] Cross-machine grammage profile measurement(gravimetric method)[S].T 545 pm-86 Provisionalmethod—1986.
[7] 杨 旭,陈克复,文海平.高速宽幅流浆箱等压布浆器原理及新的计算方法探讨[J].中国造纸,2009,28(9):1.
[8] 林少宫.基础概率与数理统计[M].北京:人民教育出版社,1978.
Cross-machine BasisW eight Profile Variation and the Characters of D ilution Water Control
YANG Xu1,2,*CHEN Ke-fu2
(1.Hangzhou Project&Research Institute of Electrom echanical in Light Industry;2.South China University of Technology,Guangzhou,Guangdong Province,510640)
The paper discusses the constitution,cause and analyzingmethod—two-factor variance analysis of basisweight variance.The key point is that based on Bernoulli equation,setting a new variable—xthat is the ratio of inlet and outlet flux to greatly simplify the solution of Bernoulli equation in order to compare and analyze the principle,characters and influence factors,etc of regulating cross basisweightprofile with dilution water control.The result exactlymeets practical situation.
cross-machine basisweight profile variation;two-factor variance analysis;dilution water controls;Bernoulli equation
TS734+.2
A
0254-508X(2010)05-0017-04
杨 旭先生,教授级高级工程师;主要研究方向:高速造纸机及特种造纸机。
(*E-mail:bypyxy@sina.com)
2009-12-08(修改稿)
(责任编辑:马 忻)
