盘式热分散机胶黏物分散作用机理模型的研究
2010-11-22朱小林刘焕彬
朱小林 刘焕彬
(1.华南理工大学制浆造纸工程国家重点实验室,510640;2.华南理工大学造纸与污染控制国家工程研究中心,510640)
盘式热分散机胶黏物分散作用机理模型的研究
朱小林1,2刘焕彬1,2
(1.华南理工大学制浆造纸工程国家重点实验室,510640;2.华南理工大学造纸与污染控制国家工程研究中心,510640)
依据两相流理论,对盘式热分散机胶黏物分散作用的机理进行了研究。重点分析了盘式热分散机工作时纤维与胶黏物在热分散过程中的受力状况。结果表明,在浆料流动过程中,由于液相对固相的阻力以及固相在流动中的加速度力的作用,使黏附在纤维上的胶黏物从纤维上剥离,并分散成细小颗粒。
两相流;盘式热分散机;纤维;胶黏物;分散作用
废纸制浆过程中,经过筛选、净化等工序后,还存在少量的胶黏物,黏附在纤维上的黏状物和微小油墨点是造成纸面 “油斑”的根源。因而,在废纸制浆生产线上,特别在以废纸为原料生产中、高档纸时,普遍采用盘式热分散机[1-3]把黏附在纤维上的油墨粒子、黏状物和热熔物从纤维上剥离出来,并把它们分散为肉眼看不到的微小颗粒。这些分散了的尘埃、黏状物和热熔物在纸机上不再会以尘埃点或斑点出现[4],一个良好的分散系统可使胶黏物的去除率达99.5%[4]。
盘式热分散机的操作温度为 90~130℃,浆料浓度 25%~35%,在此工艺条件下,浆料中的胶黏物被加热软化,易于分散。在热分散研究方面,至今没有任何关于废纸回收工艺中热分散机理研究的详细报道。但有一种较普遍的看法,那就是需要一个快速切变区。在这个区域中将产生足够大的切变力以克服胶黏物内在的结合力或胶黏物与纤维表面的结合力[5]。也有人认为,在讨论剪切力的情况下,把热分散浓度条件下的浆料以牛顿流体的形式进行推导,从而得出齿盘刀距、浆料浓度、速度等之间的关系[6]。前者只是说明热分散的效果,后者因为热分散条件下,高浓浆料无法达到流态化所需条件,因而其假定的牛顿流体是不存在的,也不能准确解释热分散发生的机理。
本课题依据两相流理论,对盘式热分散机胶黏物分散作用的机理进行了研究。分析了盘式热分散机工作时,纤维与胶黏物在热分散过程中的受力状况,并建立了相应的数学模型。
1 热分散条件下浆料特性与盘式热分散机的工作原理
热分散的工艺条件要求浆料浓度在 20%~35%之间,此时的浆料是一种固、液、气三相混合物,与中浓纸浆相比,这种浆料流态化更难,纸浆中的胶黏物被纤维絮团包覆现象明显,对浆料中的胶黏物(例如对黏附在纤维上或掺合在浆料中的油墨和胶黏物)的机械作用,不能仅通过盘齿等机械元件直接对胶黏物作用来粉碎或从纤维上剥离,更主要的是纤维和胶黏物在运动中受到 “迎面阻力”,把浆料中的胶黏物从纤维表面分离,把大颗粒的胶黏物剪切成小颗粒的胶黏物。因而,对高浓浆料的处理,首先应实现高浓浆料纤维絮团的细小化,直至单根纤维化、浆料流态化,才能有效地实现对高浓浆料纤维性质的改变和对纤维中胶黏物的细小化处理。
废纸制浆过程中热分散的主要作用是:将黏附在纤维上的油墨粒子、胶黏物和热熔物等胶黏物从纤维上剥离[7](由于胶黏物的表面张力比纤维表面张力要小很多,胶黏物总能够与纤维分开),并将大粒径的颗粒分散成细小粒径的胶黏物,从而实现在成纸表面不再有肉眼看得见的 “脏点”。
分析热分散作用把胶黏物颗粒从纤维上剥离并分散成小颗粒的过程,实际上就是纤维表面和胶黏物表面受力作用的过程,在此过程中,磨齿对纤维的机械作用必须限定在一定范围,否则会引起纤维切断等作用,从而造成不必要的打浆度升高,改变纤维的形态和物性。为了保护好纤维,同时又实现胶黏物、油墨等颗粒的剥离和细小化,人们往往把热分散磨齿设计成如图1所示的齿型。

图1 热分散磨齿
在盘式热分散条件下,废纸浆三相混合物中的气相对浆料的流动性和浆料的分散性影响很小,所以,假定高浓浆料在盘式热分散条件下,为固液两相体,液相为水,固相为纤维颗粒及胶黏物颗粒,在盘式热分散机工作时,混合物因磨齿施加的机械力而产生流动,此时两相共存且具有明显相界面的混合物流动力学关系。因此,可以认为胶黏物颗粒在热分散过程中,既受到了固液两相流的动力,也受到了磨齿的直接作用力,两者共同作用,使胶黏物颗粒因受力作用而被逐渐分散成细小颗粒。
2 热分散过程纤维和胶黏物受力分析
如图2所示,在此两相流中,纤维、胶黏物等受到如下几种力的作用:①相间阻力;②加速度力;③纤维之间、纤维与胶黏物之间的相互作用力;④磨齿对浆料的摩擦力。
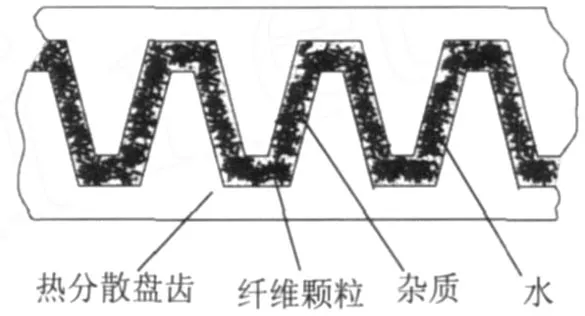
图2 热分散磨齿间固液两相混合物
浆料中胶黏物的相对数量少,可不考虑胶黏物之间的相互作用,只考虑纤维之间、胶黏物与纤维之间的相互作用。
就单根纤维和单个胶黏物而言,其在浆料中的存在是不可压缩的固体颗粒,可用当量球体表征纤维和胶黏物的质量,如图3所示。

图3 纤维与胶黏物体积的当量球化
因此,纤维和胶黏物颗粒在热分散过程中受力可分为 3类:①相间作用力;②相内作用力;③磨齿施加的外力。
2.1 相间作用力分析[8]
根据固-液两相流理论,固体颗粒在流体中的受力如图4所示。

图4 固体颗粒在流体中的受力分析
图4和各等式中符号的含义为:
Fd为流体对固体颗粒的阻力;
Fm为视质量力;
FB为巴西特加速度力;
FML为流体不均匀产生的速度梯度横向力;
FL为流体不均匀产生的速度梯度剪切力;
Fp为流体不均匀产生的压强梯度力;
FN为固相颗粒之间的相互作用力;
FN1为纤维和胶黏物颗粒之间的相互作用力;
FN2为磨齿与纤维、胶黏物颗粒之间的相互作用力;
Vf为流体的速度;
ρf为流体的密度;
Vp为颗粒的速度;
mp为颗粒的质量;
CD为阻力系数;
ρmf为视质量密度,等于流体的密度;
rP为固相颗粒当量球体半径。
设颗粒在流体的带动下运动,则由牛顿第二定律得颗粒的运动方程为:

式中:
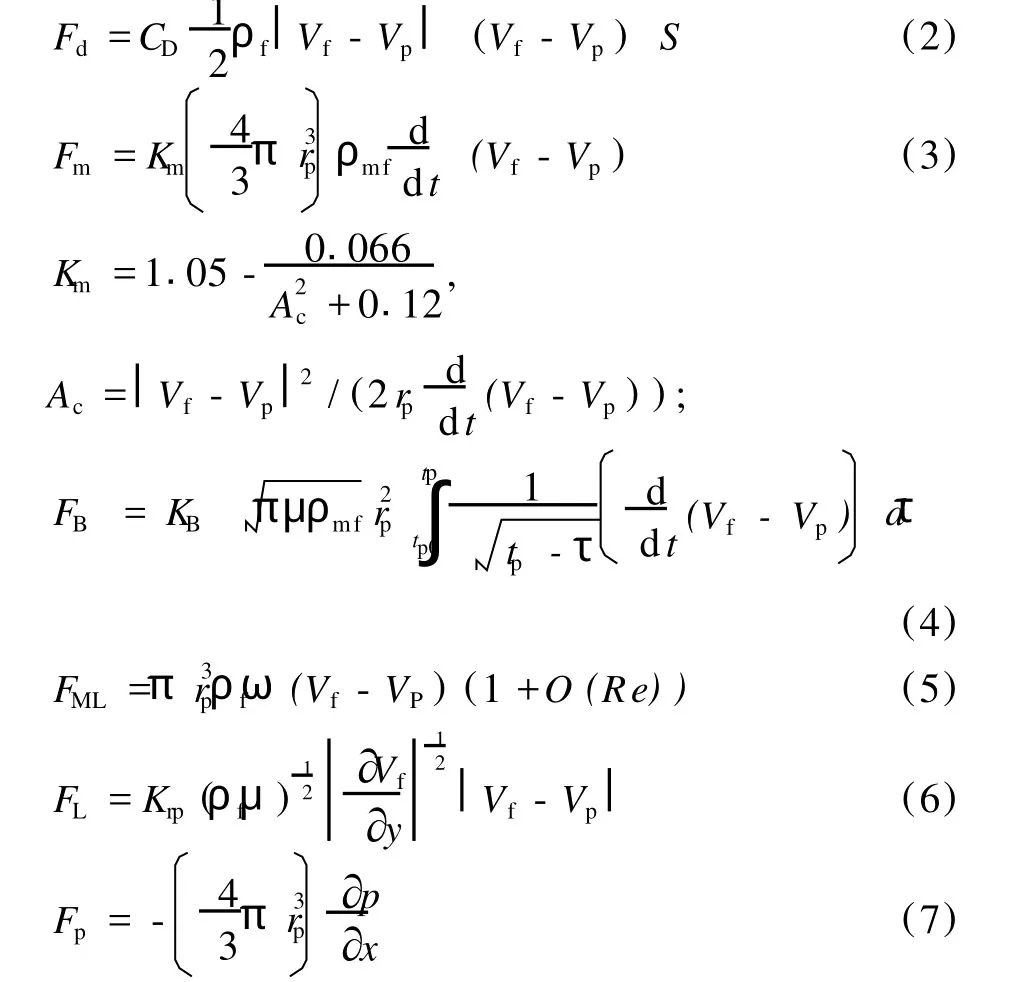
假设流体是均匀的,因而可以忽略因流体不均匀产生的 Fp、FL、FML[8],又由于在热分散条件下,Fm》FB;所以,式 (1)简化为:

令密度 ρf、ρmf等于 1,ΔV=Vf-Vp>0,将式(2)、(3)代入式 (8)得:

其中:FN=FN1+FN2
2.2 纤维之间、纤维与胶黏物间的相互作用力分析
当浆流中的固相颗粒之间存在相对运动时,颗粒之间存在着相互作用力。由图1和图2可知,分散磨齿将浆料分成小块的区域,在每个磨齿不相交的区域,可以认为,固相物与磨齿的线速度近似相等,因此,固体颗粒之间的作用力可以忽略不计。

2.3 磨齿对纤维、胶黏物颗粒的作用力分析
磨齿交错时浆料与磨齿之间的受力分析见图5所示。
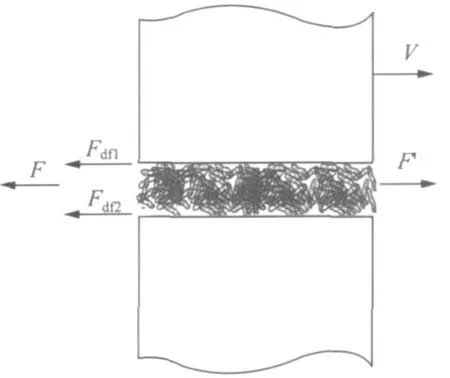
图5 磨齿交错时浆料与磨齿之间的受力分析
在磨齿交错处,动定盘之间间隙很小,磨齿之间浆料所受的压力较大,此处磨齿与浆料纤维之间存在摩擦力,其单个磨齿所受摩擦力用式 (11)表示。

式中:
Fdf为磨齿与浆料之间的摩擦力;
SH为单个磨齿之间的相交面积;
f为摩擦因数;
p为磨齿对浆料的压强。
假设浆料纤维可传递力,则对动盘磨齿,单个磨齿由磨擦力引起的摩擦阻力 F为:

式中:
F为单个磨齿受纤维的总摩擦阻力;
Fdf1为动盘磨齿受纤维的总摩擦阻力;
Fdf2为静盘磨齿受纤维的总摩擦阻力。
假设磨齿单位面积接触的纤维和胶黏物颗粒个数Ni相等,则:

3 热分散过程纤维与胶黏物受力模型
由式 (9)、式 (10)、式 (13)得:

式 (14)就是热分散过程纤维与胶黏物的受力模型。
式 (14)第 1项表明,浆料中的纤维和胶黏物颗粒在浆料中运动时所受的相间作用力与相间阻力系数 CD、固液两相的速度差ΔV、纤维和胶黏物颗粒大小有关,在相同条件下,从纤维上剥离的胶黏物颗粒,体积较大的胶黏物颗粒由于所受作用力大,首先被分散成小颗粒,如需要继续被分散成更小的颗粒,就应增大固液两相之间的速度差。为了增大固液两相之间的速度差,热分散磨片往往设计成两片齿相错的结构形式 (见图1),其目的就是为了当纤维和胶黏物颗粒经过两齿相错区间时,齿对固体颗粒起到阻滞作用,降低固体颗粒的速度,增大固体颗粒与流体之间的速度差,从而实现固体颗粒受到更大的相间作用力,使更多胶黏物从纤维上剥离并把较大体积的胶黏物分散成更小的颗粒,为了使更多的固体颗粒受到阻滞,可减少热分散片之间的间隙,使齿之间的间隙变小,增大齿对固体颗粒的阻滞作用,使更多的固体颗粒受到阻滞。
式 (14)第 2项表明,胶黏物颗粒越大、速差提升时间越短,胶黏物颗粒所受的作用力越大。为了增大此项作用力,提高动定盘磨齿 (见图1)的交错频率,即增加齿数,有利于加大此项作用力,但齿数的增加应适度,不能过密,即会引起式 (14)第 3项的增加过大,不利于控制打浆度的升高。由此项也可知,大的胶黏物由于受力大,首先会被分散成小颗粒的胶黏物。
式 (14)第 3项表明,纤维、胶黏物颗粒与磨齿之间的摩擦因数以及齿的单位表面上的颗粒数量,也是影响分散力的一个因素,如引起的作用力偏大,则会发生打浆作用,引起纤维形态的改变,为了降低此部分的影响,可提高浆料的浓度,使磨齿单位面积上的纤维颗粒数增加,降低打浆效果。
4 结 论
4.1 在盘式热分散机工作时,纤维和胶黏物颗粒所受分散作用力主要来源于固液两相之间的相间阻力和加速度力;两相之间的速差以及速差增大的速度是决定分散作用力的关键因素。
4.2 磨齿的个数适当增多将有利于增大两相间的速差,从而增大两相之间的相互作用力,有助于热分散效果的提高,过密的齿数将会引起打浆度的升高。
4.3 磨齿与纤维和胶黏物之间的磨擦因数以及磨片与浆料之间的压力,将影响分散力的大小,但此部分力应控制在一定的范围内,以避免产生打浆效果。
4.4 浆料浓度的提高,有利于降低热分散过程磨齿对纤维的直接作用力,从而减少对浆料纤维形态的改变。
[1] 赵 黎.盘式热分散机的结构原理与应用[J].中国造纸,2008,27(10):55.
[2] 肖明祯.热分散机的设置及其技术条件[J].纸和造纸,1998(3):19.
[3] Kumar,Saurabh.Past,present and future of dispersion and kneading[J].Progress in Paper Recycling,2007(8):6.
[4] 林跃春.胶黏物的危害及其去除和控制新技术[J].中华纸业,2001(8):24.
[5] 克瓦纳纸浆公司.采用“紧凑热分散”改进回收纤维[J].国际造纸,2000(2):44.
[6] 杨造豪.废纸浆的热分散机理和热分散机的应用[J].上海造纸,2001,32(2):11.
[7] 陈嘉翔.国际上对废纸回用时发生胶黏物问题的研究成果和目前的研究方向[J].造纸化学品,2004(1):12.
[8] 郭烈锦.两相与多相流动力学 [M].西安:西安交通大学出版社,2001.
M odelling the StickiesD ispersingM echan ism in D isk D ispersers
ZHU Xiao-lin1,2,*L IU Huan-bin1,2
(1.State Key Lab of Pulp and Paper Engineering,South China University of Technology,Guangzhou,Guangdong Province,510640;2.National Engineeing Research Center of Paper m aking and Pollution Control,South China University of Technology,Guangzhou,Guangdong Province,510640)
Based on the theory of two-phase flow,the dispersion mechanis m of disk dispersers was investigated.The study focused on the analysis of stressing states of the fiber and stickieswhen the disk disperserwas in operation.The result showed that stickies are peeled from fibers and then dispersed into s mallparticles.Due to the resistance applied to fluid by the solid phase and the acceleration force produced by the flowing solid phase.
two-phase flow;disk disperser;fiber;stickies;dispersion
TS733+.8
A
0254-508X(2010)05-0010-04

朱小林先生,在职博士研究生,高级工程师;主要研究方向:制浆造纸设备、制浆造纸过程计算机模拟与控制。
(*E-mail:zhuxlin@scut.edu.cn)
2009-10-21
(责任编辑:赵旸宇)