微细轴车铣加工颤振时变性分析
2010-11-07刘克非廖育武李春平刘志兵张之敬
刘克非,廖育武,李春平,刘志兵,张之敬
(1. 襄樊学院 机械与汽车工程学院,湖北 襄樊 441053;2. 襄樊学院 物理与电子工程学院,湖北 襄樊 441053;3. 军事经济学院 襄樊分院,湖北 襄樊 441118;4. 北京理工大学 机械与车辆工程学院,北京 100081)
微细轴车铣加工颤振时变性分析
刘克非1,廖育武2,李春平3,刘志兵4,张之敬4
(1. 襄樊学院 机械与汽车工程学院,湖北 襄樊 441053;2. 襄樊学院 物理与电子工程学院,湖北 襄樊 441053;3. 军事经济学院 襄樊分院,湖北 襄樊 441118;4. 北京理工大学 机械与车辆工程学院,北京 100081)
对微细轴车铣加工的振动过程分析发现:其振动历经了颤振产生、颤振发展、稳定颤振、颤振减弱、颤振消失的过程,是典型的时变切削振动过程. 运用基于时间序列分析的AR模型对微小型零件切削振动过程进行了分析,证明了微细轴的车铣加工颤振具有时变特性. 并且揭示在微小型零件加工过程中,工件尺寸的减小、运动部件的位置变化等因素,使得工件的刚度、运动部件的接触刚度与接触阻尼等都发生变化,而这是导致颤振时变性的重要原因.
微细轴;车铣加工;时变颤振;AR模型
对微细轴车铣加工颤振现象进行分析发现,振纹从出现后并不是伴随加工全过程,而只是出现在整个加工过程中的某一段,然后就消失了. 这说明振动随时间的推移是有变化的,也就是说,微小型零件(主要是微细轴类零件)加工中的颤振是时变的. 这一点在微小型零件的加工中表现的十分突出. 文章运用AR模型对这一现象进行讨论,证实了颤振时变性确实存在.
1 时变切削系统的颤振
按照系统参数是否随时间变化的特性,可将系统分为定常系统和时变系统两大类. 定常系统是指系统参数不随时间的推移而变化,即在所考察的时间历程中,系统参数保持为常数;与之相反,时变系统的参数是时间的函数,即在所考察的时间历程中,系统参数随时间而变化. 根据这一分类原则,处于切削加工过程中的机床切削系统是一个时变系统,这种时变性一般由两方面因素所引起:第一,在刀具与工件的不同切削点上,由于工件材料的不均匀、材料表面硬度的差别、材质的疏松等都会使得切削刚度与切削阻尼是时变的;第二,由于切削过程中,工件尺寸的减小、运动部件的位置变化等,使得工件的刚度、运动部件的接触刚度与接触阻尼等都发生变化[1]. 第一方面的时变因素具有随机的特征,且时变性影响相对甚小,一般可以忽略. 第二方面的时变因素在整个切削过程中始终存在的. 不过,在这类情况中,当系统参数的时变速度较颤振发生、发展以至形成的速度要慢得多时,可将切削系统在一定的时间间隔内(或刀具与工件相对运动的一定距离间隔内)作为定常系统来处理. 事实上,目前对时变颤振系统的研究,大多是这样处理的. 当然,对于某些金属切削过程来说,当系统的时变速度很快,即系统参数的时变速度与颤振形成的速度相当时,上述定常化处理显然是不适宜的,须将切削系统作为时变系统来处理[2].
时变切削系统颤振的一个显著特点是工件表面振纹分布不均匀. 根据定常切削系统颤振的理论,稳态颤振频率总是接近于切削系统的某阶模态固有频率,表现为工件表面振纹是均匀分布的,即振纹的疏密程度一致. 然而对于时变切削系统,颤振形态及其频率是时变的,因此,时变系统的颤振在工件表面形成的振纹是疏密不匀的. 而且经历一个颤振从产生到消失的全过程.
微小型零件车铣加工过程中产生的振纹参见图1所示[3]. 显然,该加工颤振是一个典型的时变切削系统颤振,其演变过程是:1颤振产生→2颤振发展→3稳定颤振→4颤振减弱→5颤振消失.
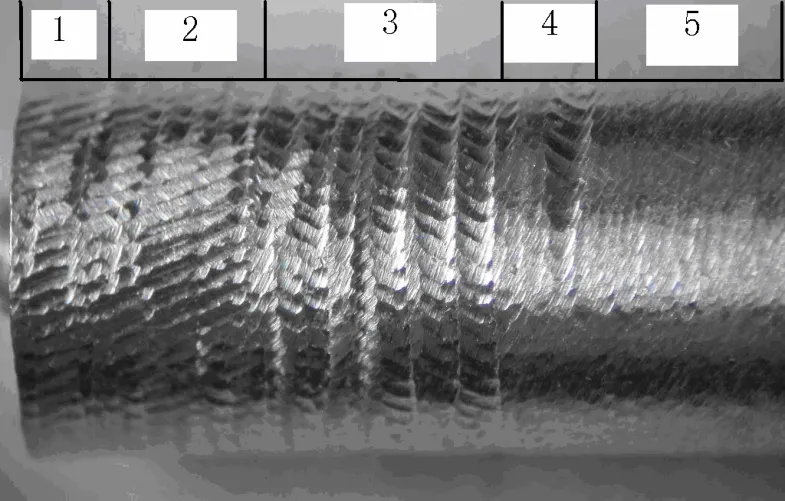
图1 时变切削系统颤振的演化过程
2 颤振时变性的分析方法
分段信号的AR模型可以描述时变切削系统在各阶段的时变特性与规律[4-5]. 根据信号分段的AR模型,计算相应的AR谱. 对AR谱的分析,可以识别某一切削过程是“时变”还是“稳定”状态,若相邻数小段信号的AR谱有显著差别,就认为系统是时变的,而在这一识别过程中,正好利用了AR模型与AR谱特别适合于短数据的优点.
AR模型是ARMA模型的特例. ARMA模型是时间序列分析中最基本、最常用的线性模型. 根据时序分析,对于平稳时间序列{xt}(t=1,2,…,N),可建立n阶自回归m阶

t
滑动平均模型ARMA(n,m):其中ta~NID(0;2aσ),iϕ,iθ分别为自回归滑动平均参数;{} a是均值为零,方差为2aσ的正态白噪声序列. 引入后移算子B,定义Bxt=xt-1,则Bixt=xt-i. 将上式改写成B算子多项式为:
式中)(Bϕ,)(Bθ分别为自回归部分、滑动平均部分的B算子多项式,即特征多项式.当θi=0(i=1,2,…,n)时,ARMA(n,m)模型变为n阶自回归AR(n)模型:

式中at~NID(0;,AR模型的参数估计为线性回归过程,远较ARMA模型参数估计的非线性回归过程简单,建模速度快,且ARMA模型的所有优良特性对AR模型均适用. 因此工程中更多使用AR模型.
由于振动信号是非平稳时序,理论上不能采用AR模型来描述,但是若对非平稳时序的振动信号分段处理,相应地就可以得到一系列的时间序列{xt}(t=1,2,…,N). 从系统的角度来看,非平稳序列的振动信号是时变系统在整个切削过程中的输出,小段序列{xt}是时变系统在较短时间长度内的输出,基于{xt}所建立的AR模型相当于对时变系统在较短时间长度内进行定常化处理,即认为系统在较短时间长度内是定常系统,模型参数{ϕi}(i=1,2,…,n)为常数,再将所有小段序列{xt}的AR模型按其相应的分段组合在一起,即为时变切削系统的模型. 对应于不同的{xt},φi是不同的,它的变化正反映了系统参数的时变性. 显然,只要{xt}的时间长度与段间时间间隔足够小,这种用定常线性系统模型的组合来描述时变系统总是成立的. 还需要指出,由于系统参数的变化,当时变系统形成稳态颤振后,其稳态颤振不会始终维持,当系统参数有了相应的时变后,稳态颤振又可逐渐减弱以至消失.
3 微细轴车铣颤振时变性分析
下面运用AR模型和AR谱对图1中的颤振时变过程进行讨论.
经过对实际颤振加工过程进行测试,如图2所示. 图中明显分为两段,大约在4.4s前,为加工系统启动后但尚未产生切削时段,4.4s以后,刀具和工件接触,加工过程开始,此时加速度曲线出现明显的变化.
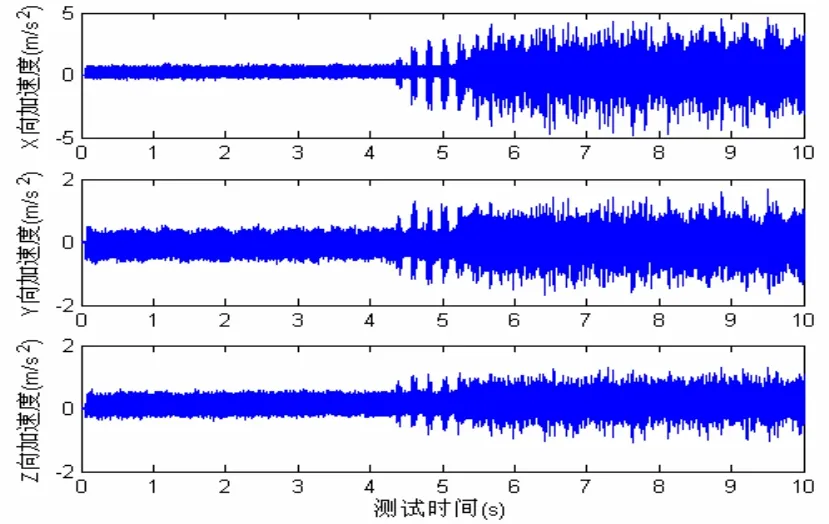
图2 颤振加工过程中加速度变化图
对于图2,我们以X轴向振动加速度变化为研究重点(Y、Z向分析结果相同),分析4~7s间加工阶段颤振过程的详细AR谱图. 绘制在图3中(a)~(f)所示.
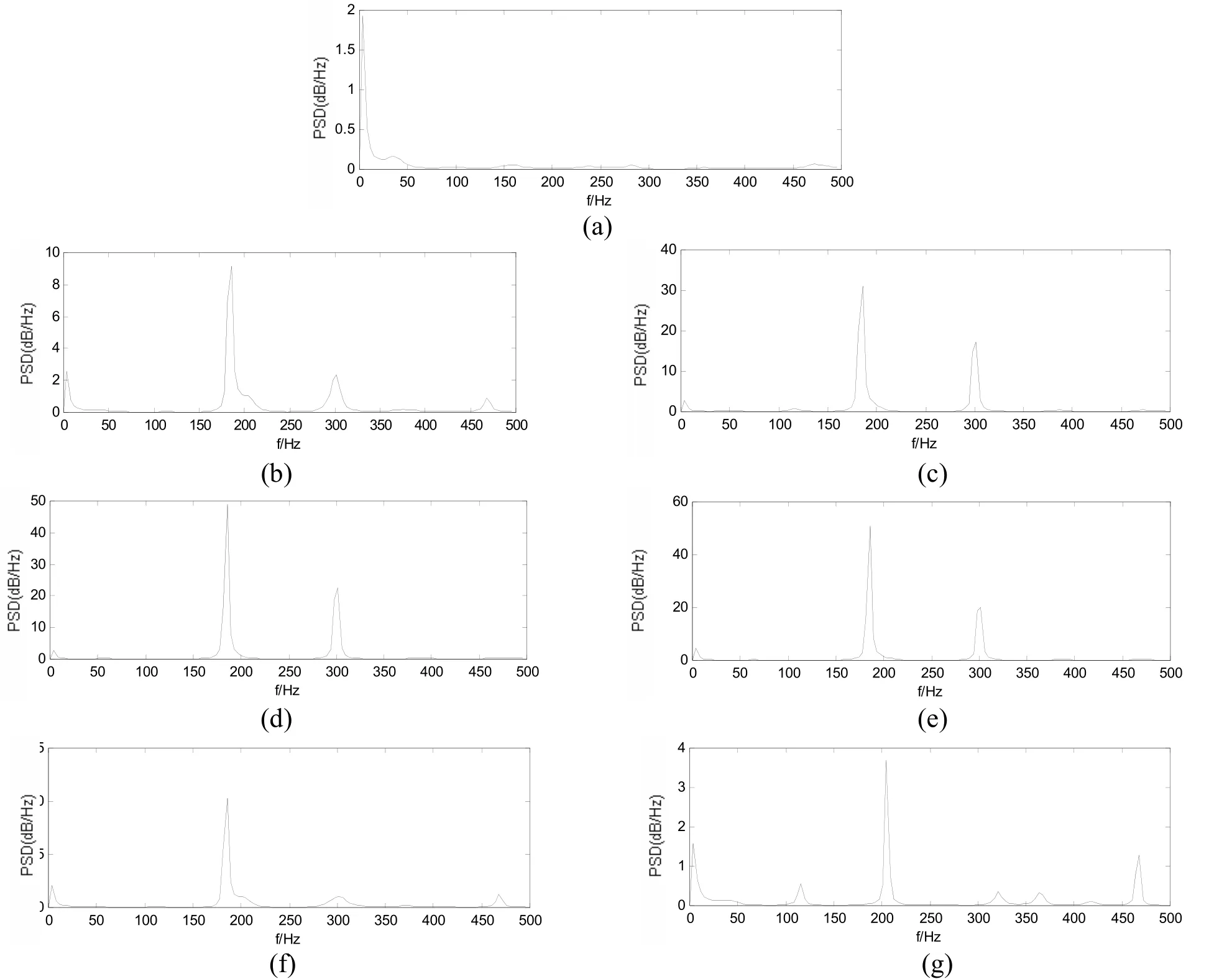
图3 4~7s间不同阶段AR图谱变化情况
对图3中各阶段AR图谱的变化分析说明如下:
(a)为工件与刀具未接触时,AR谱比较平缓,没有出现颤振频率段;
(b) ~ (c)为加工初期,出现300 Hz的频率段,颤振随之产生并很快发展;
(d)~ (e)为稳定颤振阶段,可以看到,这一阶段AR谱中300 Hz的频率峰值高且尖,说明颤振能量集中,维持稳定颤振过程;
(f)为颤振减弱过程,AR谱中300 Hz的频谱带宽开始变肥,能量分散且迅速下降,导致颤振逐渐减弱;
(g)为颤振消失期,AR谱中全频带内没有300 Hz的频段,颤振消失.
4 结论
上述运用基于时间序列分析的AR模型及相应的AR谱图,很好的解释了微细轴车铣加工颤振随时变切削系统演化的过程. 同时深刻揭示了微小型零件加工过程中,工件尺寸的减小、运动部件的位置变化等因素,使得工件的刚度、运动部件的接触刚度与接触阻尼等都发生变化,是导致颤振时变性的重要原因.
[1] 金 鑫. 微小型机械系统的制造特征与力学特性耦合关系研究[D]. 北京: 北京理工大学, 2005.
[2] 于骏一. 机械加工振动的诊断、识别与控制[M]. 北京: 清华大学出版社, 1994.
[3] 刘克非. 精密微小型车铣加工技术研究[D]. 北京: 北京理工大学, 2005.
[4] 吴 雅. 机床切削系统的颤振及其控制[M]. 北京: 科学出版社, 1993.
[5] 师汉民. 金属切削理论及其应用新探[M]. 武汉: 华中科技大学出版社, 2003.
Time-varying Flutter for M icro-shafts Turn-m illing M achining
LIU Ke-fei1, LIAO Yu-wu2, LI Chun-ping3, LIU Zhi-bing4, ZHANG Zhi-jing4
(1.School of Mechanical and Automotive Engineering, Xiangfan University, Xiangfan 441053, China; 2. School of Physics and Electronic Engineering, Xiangfan University, Xiangfan 441053,China; 3. Xiangfan College of M ilitary Economic Academy, Xiangfan 441118, China; 4. School of Mechanical and Vehicle Engineering, Beijing Institute of Technology, Beijing 100081, China)
The vibration process of m icro-shaft turn-m illing machining analyzed, it found that the process includes generation, development, stability, weakness and loss, which is characteristic of typical time-varying vibration cutting. Using AR model based on time series analysis to discuss the vibration process of micro -parts machining, It is proved that in the course of working of m icrom iniature parts, the size of parts, location of moving parts make stiffness of parts, touching stiffness and touching damping change, which mainly leads to time-varying flutter.
M icro-shaft; Turn-milling machining; Time-varying flutter; AR model
TG502.14
A
1009-2854(2010)11-0005-04
(责任编辑:徐 杰)
2010-10-10
湖北省自然科学基金项目(2007ABA161); 湖北省教育厅自然科学基金重点项目(D200725003)
刘克非(1965— ), 男, 湖北荆州人, 襄樊学院机械与汽车工程学院教授, 博士. 主要研究方向: 微小型零件的加工及装配技术.
