射线底片的编号方法
2010-10-27吴永芬科恩马特殊过程装备常熟有限公司
吴永芬 科恩马特殊过程装备(常熟)有限公司
射线底片的编号方法
吴永芬 科恩马特殊过程装备(常熟)有限公司
1、引言
射线底片上的标记,如何能保证一目了然,这是我一直思考的一个问题,因为检测人员的素质参差不一,错了一个字母将前功尽弃。
2、检测要求
美国的BECHTEL项目,筒体直径为φ8540mm、筒体部分长度为14490mm;锥体最大直径为φ 7564mm,锥体最小直径为φ 15 06 m m、锥体部分长度为16080mm。为海上运输方便,分两段,一条现场对接焊缝(9B)。
射线检测的具体要求:检测比例按API650要求执行,检测长度除与焊工有关外,还与壁厚有关,对“T”字口的抽查同样如此(板厚超过10mm的“T”字口100%检测); 验收标准为ASME VIII Div.1UW-51(b)。图1为焊缝布置示意图。
3、操作程序
筒体直径较大,因而每个筒节都有3条纵缝,最大锥体有7条纵缝。
按正常的射线底片编号方法:无论是局部还是全部检测,均需全程布片,检测结束后在检测部位做好标记,并在报告中附检测部位示意图;
按照JB/T4730-2005.2《承压设备无损检测》中相关射线底片标记的要求:底片上应放置必要的识别标记和定位标记。
为此,我们规定:定位标记采用数字表示,如:1号片的定位标记为(0,1),2号片的定位标记为(1,2)…依此类推。识别标记除产品编号、对接接头编号、透照日期、返修标记、扩探标记按常规放置外,部位编号按下列规定放置:
A.同一节筒体纵焊缝编号分为1、2、3(如1A1、1A2、1A3),片号为-1、-2、-3…, 片号由小至大(1B指向2B),依此类推,有效检测长度为150mm。如:片号为2A1-4(搭接标记为3,4),即第二节筒体上第一条纵缝(0°处纵焊缝或0°指向90°的第一条纵焊缝)的第四张底片,搭接标记3离环缝1B的距离为3*150mm;
B.如果拍4A1处“T”字口焊缝,分两种方法:
(a) 以拍环缝3B为主,则片号为:4A1-3B-1; 以拍环缝4B为主,则片号为:4A1-4B-1;
(b) 以拍纵缝为主,则片号为:3B-4A1-1或4B-4A1-9(焊缝4A总长为1345mm);
C.按照API650的要求,环焊缝的抽查时常会出现:0°~90°、90°~180°、180°~270°、270°~0°各抽查一张,那么,你所抽查的底片位置到底是整圈环缝的第几张底片呢?按常规,必须全程布片,但这样费时费劲,最后在示意图上标注时也比较麻烦,而按照以下的方法,就相当简单:
环焊缝均以0°指向90°方向为正方向,如环焊缝3B抽查,若片号为3A1-3B-1(搭接标记为0,1)——即此底片搭接标记0指向3A1; 若片号为3A2-3B-2(搭接标记为1,2)——即此底片搭接标记1离3A2正方向150mm; 若片号为4A3-3B-3(搭接标记为2,3)——即此底片搭接标记2离4A3正方向300mm; 依此类推(见图2)。
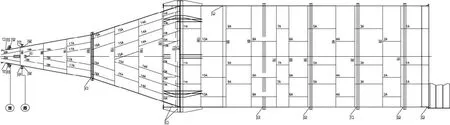
图1
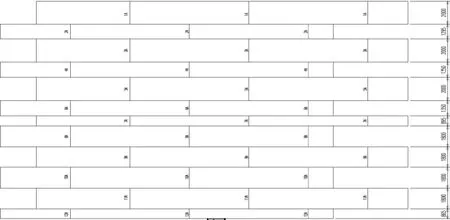
图2
4. 结论
通过以上底片编号方法协定,只要确定0°与90°位置,给出任何片号,均可知道此片的拍片位置,操作步骤简单,实物上无需打钢印标记,只要依据方位图和焊缝布置图,便可抽查到任何一张底片的拍摄位置和方向。
5. 编后语
如果能将此焊缝编号方法推广,那么,无论现场作业条件多差,只要有容器方位,均能拍摄到符合程序文件规定编号的底片; 同时,很多项目的第三方现场监理并非无损检测专业人员,但我相信:当他了解了这种底片的编号方法后,便可以查出每张底片的拍摄位置,并与实物进行对照,省却了无损检测人员解释的诸多麻烦。
[1] JB/T 4730.2-2005. 承压设备无损检测[2] API 650.焊接钢制石油储罐标准
[3] ASME Ⅷ Div.1UW-51(b).压力容器建造规则