用最佳拉伸啮合型密炼机改善混炼
2010-10-17刘元顺固恩治青岛工程橡胶有限公司山东青岛266042编译
刘元顺 (固恩治(青岛)工程橡胶有限公司,山东 青岛266042) 编译
用最佳拉伸啮合型密炼机改善混炼
刘元顺 (固恩治(青岛)工程橡胶有限公司,山东 青岛266042) 编译
从双辊开炼机到目前的全自动密炼机,间歇式混炼已经历了很长时间。如今有三种基本的密炼机正在使用。第一种是1916年由F.H.Banbury提出的可变转子长径比(1.40~2.00)、胶料在密炼室内局部单循环的剪切型密炼机。第二种是1934年由R.T.Cooke提出的可变转子长径比(1.26~1.40)、胶料在密炼室内单循环的啮合型密炼机。第三种是由 N.O.Nortey提出的固定长径比(大约1.50)、胶料在密炼室内双循环的啮合型密炼机。固定长径比啮合型密炼机被称作最佳的拉伸啮合型密炼机。
文中详细讨论了目前用在最佳拉伸啮合型密炼机中的3-凸棱过冷转子的锻造和制造工艺的改进技术,揭示了过冷转子的机械内部通道,能提供最好的对胶料温度的控制。三种混炼技术在混炼质量、生产效率和能耗的改进方面列表进行了对比。
密炼机;拉伸;啮合型;混炼
0 前言
文中回顾了密炼机的改进历程,以向用户提供有关密炼机的更多信息。另外,还表明了改造密炼机能得到更多的收益。密炼机有一个由左右密炼室、上顶栓、卸料门、前后转子端面组成的呈8字型的密闭区。混炼胶料从左密炼室到右密炼室按顺时针或逆时针方向循环,也有可能按顺时针和逆时针方向循环。
近几年来,用在轮胎、橡胶和塑料制品中的白炭黑和热敏性材料的混炼对生产设备提出了更高的要求,即改进密炼机以提供更好的混炼质量,更高的生产效率和更低的能耗。1998年N.O.Nortey研发了适用于所有规格密炼机的具有固定长径比的最佳拉伸啮合型密炼机。最佳拉伸啮合型密炼机配备了3凸棱转子,该转子能推动胶料按顺时针和逆时针方向循环移动。拉伸啮合型密炼机的3凸棱转子能配之于相切型密炼机,也能安装在现有的非拉伸啮合型密炼机。1934年R.T.Cooke也曾推出了装有3凸棱转子的啮合型密炼机,该转子能推动胶料按顺时针或者逆时针方向循环移动。这种排列相对于相切型密炼机来说,能帮助客户得到更好的混炼质量和更低的能耗。其凸棱转子长径比范围在1.26~1.40。针对非拉伸啮合型密炼机的提高生产效率和改善热传递方面的研究已经开始。生产现场和实验室研究结果表明,配有3凸棱转子的最佳拉伸啮合型密炼机相对于其他相切型密炼机能够提供较好的混炼质量,较高的生产效率和较低的能耗。
1 密炼机
密炼机的类型由所安装的转子的类型和转子左、右凸棱在密炼机中心部位的相互作用来区分。转子是密炼机的转动部分,它有如图1所示的大直径和小直径。图2列示了转子的类型。对啮合型密炼机来说,转子的凸棱象齿轮一样可以进行啮合。在中心部位的混炼除了发生在大直径与小直径之间,也发生在转子的引导面和拖曳面之间。相切型密炼机其转子的凸棱不啮合。混炼也不在密炼机的中心部位进行。图3列示了啮合型密炼机和相切型密炼机的区别。

图1 啮合型凸棱转子和相切型棱转子侧面图
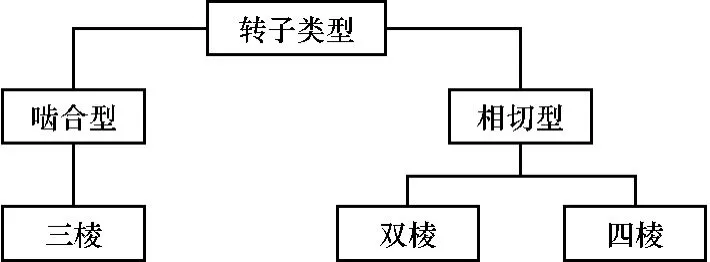
图2 转子类型
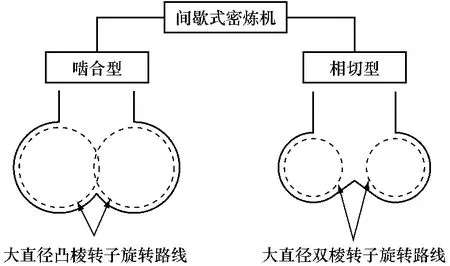
图3 啮合型凸棱转子和相切型双棱转子密炼机
1.1 转子外型和类型
转子是密炼机的旋转部件。转子的凸棱通过与密炼室壁形成的间隙对生胶和其他配合剂进行剪切,实施混炼。对啮合型密炼机来说,剪切发生在两个转子之间。凸棱将胶料从一个密炼室传递到另外一个密炼室。
1.2 间歇式密炼机的基本混炼技术
最新的混炼设备是1998年由N.O.Nortey提出的胶料在密炼室内进行双循环的拉伸啮合型密炼机。在该混炼机中,胶料在左右两个混炼室内被强制地沿两个方向(顺时针和逆时针)循环移动。图4列示了三种基本混炼方法强制胶料循环移动和密炼机长径比示意图。
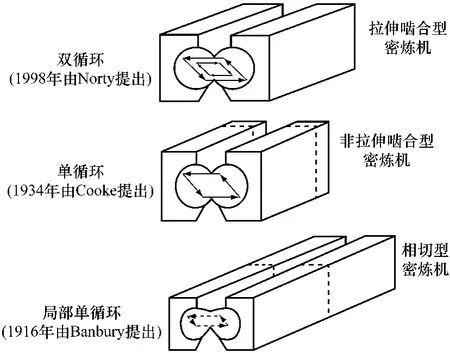
图4 间歇式密炼机基本混炼技术
1.3 转子设计和制造
转子的结构不同其制造技术也不同。如图5所示,影响混炼作业的有关参数可用来设计转子。大量转子用砂模浇注成型制造。这种方法在整个浇注成型过程中因偏芯、冷珠、表面杂质等因素而影响转子质量和强度。NXN(3凸棱过冷啮合)转子和凸棱系采用专用材料制造。转子外部轮廓是机制的。转子的内部有一条机制的轴向通道穿过其顶部。有六条配置的强制胶料流动的内部通道。三条通道延伸到凸棱顶部,而另外三条则延伸到转子小直径部位。转子的内部结构导致胶料批次温度能有效地加以控制。NXN转子的三个凸棱分别是长凸棱、中间凸棱和短凸棱。这三个凸棱安置在转子的小直径部位上,以在两个转子之间获得更大的空间来提高胶料,使之进入密炼机。在每一个密炼室内,由转子的长凸棱和中间凸棱形成的强制循环推动胶料来回移动,形成N型。X用来代表交叉的意思。NXN意味着每个转子在每个密炼室内推动胶料来回移动。每个转子末端的凸棱能够减少胶料在密封装置中轴向流动的。NX意味着两个转子能够在两个密炼室内推动胶料来回移动。图6列示的是3凸棱啮合型NXN、NX-1、NX-2转子的不同的设计概念示意图。

图5 3凸棱啮合型转子设计概念
1.4 转子长径比与转子中心
1998年推出了具有最佳恒定大长径比的拉伸啮合型密炼机。在这个混炼机中,转子长径比(大约1.50)是通过剪切型4棱转子密炼机的混炼质量、转子强度和电机峰值功率确定的。使用拉伸啮合型密炼机所改进的混炼质量和电机峰值功率是通过不同的实验室用密炼机进行技术分析和检验后确认的。转子强度乃通过三维有限元分析予以确定。密炼机轻而易举地完成了混炼放大应归于所有尺寸的密炼机相同的大转子长径比。使用NXN转子的拉伸啮合型密炼机能够比任何相切型密炼机提供更好的混炼质量、更高的生产效率和更低的能耗。再者,将NXN转子安装到现有的啮合型密炼机上,也能够提供更高的生产效率和更好的温度控制。图7列示了三种密炼机转子长径比与转子中心(如转子之间的距离),图8列示了这些混炼工艺的优势。
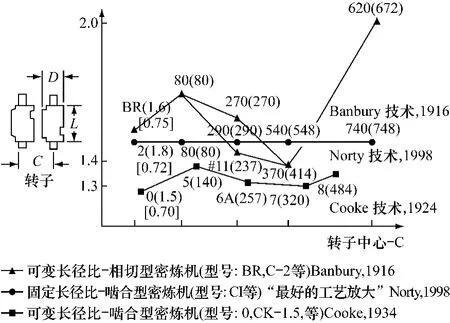
图6 间歇式混炼机的转子长径比与转子中心

表1 临界转子结构参数和影响
1.5 混炼放大
在实际生产中,为了节省时间和资金,往往使用小型密炼机得到实验数据,然后进行混炼放大。为了减少混炼放大的困难,小型密炼机与生产用大型密炼机的下列参数应该相同:
*转子长径比;
*密炼机的内部设计和转子的外部设计;
*密炼机和转子的热传递容量有可比性。
直径是指转子的大直径或者顶部直径。使用这种方法进行混炼放大的研究已获成功。研究结果说明,小型密炼机的尺寸是临界尺寸。当临界混炼参数在混炼过程中仍然有效时,应该选择适合该规格的混炼量。

表2 间歇式密炼机基本技术参数
1.6 密炼机和转子的热传递
间歇式混炼发生在转动的转子与静止的密炼机的密炼室壁、卸料门、上顶栓、转子侧面和密封装置之间。
依据温度确认的混炼参数可由下列公式表示:
式中:
η=胶料粘度(lb/s·in2);
A=胶料活化能常数;
B=与剪切速率和剪切应力有关的常数;
T=温度/℉;
ý=剪切速率(1/s);
s=转子速度(r/min);
d=转子顶端和密炼室壁的平均直径(inch);
φ=转子顶端和密炼室壁的间隙(inch);
□=协同螺旋角(转子凸棱的螺旋角的补充角度);
τ=剪切应力(psi);
n=幂律指数(聚合物的n=0.2到0.3)。
在密炼机中,温度控制对填充剂(特别是白炭黑)的补强作用和硫化剂的交联效果是至关重要的。理想的密炼机应该能够快速地冷却或加热所加工的胶料,同时能够保持稳定的温度。对密炼机来说,要维持稳定的温度则有赖于减少密炼机的输入和输出温度的变化。理想的混炼工艺是,当加工的胶料粘附到静止的密炼室壁表面上时,转子凸棱能够对胶料施加剪切力。大部分胶料会粘附于暖金属表面而不是冷金属表面。考虑到这一点,优化混炼工艺就是要使转子温度低于接触胶料的静止的密炼室壁表面的温度,允许胶料以最小的滑动量粘附到静止的密炼室壁表面。这种工艺可使转子更有效地剪切加工胶料。转子和静止表面温度的选择并非易事。它依赖于胶料的种类和密炼机的结构。拉伸啮合型NXN-凸棱转子密炼机与胶料接触的表面被设计成带有强制流动性的热传递通道,以便在混炼时能够提供更牢靠的温度控制。密封装置既可以润滑也可以不润滑。
1.7 混炼段数和步骤
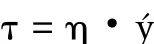
间歇式密炼机适用于多种混炼工艺,但是文中只讨论两种主要类型。标准混炼工艺是先加入聚合物,再加入填充剂。这种混炼工艺可延长密炼机和转子的使用寿命。逆炼法是先加入填充剂,而后再加入聚合物。这种混炼工艺对密炼机来说非常困难的,它会缩短转子和密炼机的使用寿命。这两种混炼工艺都可以采用如图9所示的那种多段或一段混炼。在密炼机的混炼过程中,上顶栓对提高混炼性能起着非常重要的作用。适宜的混炼参数之一上顶栓的压力可以优化混炼工艺。见图10所示,在整个混炼周期中有许多混炼步骤和上顶栓不同的用途。温度、能量(kwh)和时间是三个排料参数。由于胶料在一个混炼周期中滑动,按照温度排料能够保证批次之间胶料物理性能的一致性。如果使用两个排料参数来控制混炼,温度是必需的,以保证胶料不会焦烧或降解。
在某些场合下,配备等速转子并直线排列的相切型密炼机在开始混炼时,胶料的温度会比设定的排料温度高。这种现象的发生是由于胶料在卸料门的热电偶上快速移动。这个高温不是真正的胶料温度。在混炼工艺中,可以通过延迟时间及能耗来解决这个问题。如果有变速电机,那么,可用低转速解决这个问题,然后再把转速提高到合理的水平。
凡是先进的混炼工艺,下列二个参数在整个混炼周期中是可变的,这样,可以提高密炼机的性能和对批次间混炼温度的控制。
*转子转速;
*上顶栓压力。
在混炼开始时,采用中等转速和高上顶栓压力以强化混炼。加入操作油后,提高转速可以减少胶料滑动的时间。在混炼后期,采用低转速和低上顶栓压力以加强深度混炼。
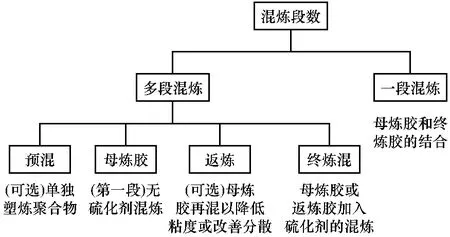
图7 混炼段数
图8 混炼步骤
1.8 混炼分析
采用先进的技术来确定独立的混炼参数并验证其混炼效果。这种技术也被用来分析不同混炼工艺和新的概念。将复杂的混炼行为分解为两个独立的概念,即充分混炼和深度混炼。充分混炼和深度混炼取决于两个独立的混炼参数。
充分混炼:
破碎产生的高剪切,使胶料高度破碎,分散和混合。这种混炼会产生高温和高压。与胶料的接触表面积小。这种混炼方式与双辊开炼机的混炼相类似。
拉伸产生的低剪切,使胶料轻微破碎,分散和混合。这种混炼方式产生低温和低压。与胶料的接触表面积大。
深度混炼:
胶料从右密炼室到左密炼室实施了循环。这种混炼方式使被加工胶料全面分布,胶料得到均匀混合。这种混炼与双辊开炼机的分布混炼相类似。
共混是局部分布的混炼,它导致胶料分布的均匀性降低。这种混炼发生在转子凸棱前导面上。这种混炼行为与双辊开炼机的混炼相类似。
采用两个相互依赖的和四个独立的混炼参数来比较图11所示的3凸棱转子拉伸啮合型密炼机、3凸棱转子非拉伸啮合型密炼机和4棱转子相切型密炼机的混炼。
1.9 密炼机质量、生产效率和能耗
密炼机生产的终炼胶的质量取决于原材料的性能和密炼机的混炼质量。检测原材料的性能可以减少出现质量问题。胶料能够很好地混炼和分布均匀,但是仍不能满足预定性能是由于密封装置泄漏所致。3-凸棱NXN啮合型转子凸缘被用来减少密封装置泄漏。如果密炼机没有满足预定性能,那么,下道工序将会增加额外的费用来使胶料满足性能要求。
密炼机的生产效率取决于混炼的段数。一段混炼没有密封装置的漏料损失,其实际生产效率是最佳投料量和总混炼时间的函数。最佳投料量根据波动的上顶栓压力和位移来决定。实际生产效率可由下式计算:
总混炼时间=投料时间+混炼时间+排料时间
最佳投料量=密炼机净容积×胶料密度×填充系数
实际生产效率=最佳投料量÷总混炼时间
例如,四棱相切型转子比两棱相切型转子生产效率高的唯一原因是因为其总的混炼时间较短。图10所示,配备了3凸棱 NXN转子的拉伸啮合型密炼机对4棱相切型密炼机进行了改进,它使用和相切型密炼机相同的电机和齿轮减速器。在这种情况下,拉伸啮合型密炼机比四棱转子相切型密炼机能提供更好的混炼质量,更高的生产效率和更低的能耗。两段混炼时,四棱转子相切型密炼机比非拉伸啮合型密炼机具有更高的生产效率。
在某些情况下,拉伸啮合型密炼机和非拉伸啮合型密炼机将相切型密炼机的第一段混炼和第二段混炼合成了一段混炼。这时,非拉伸啮合型密炼机比四棱转子相切型密炼机具有更高的生产效率。
密炼机的能耗是通过比能计算出来的。
比能=最佳投料量÷能量
配备转子顶部和机体冷却装置的啮合型密炼机比相切型密炼机有更低的能耗。
实验室评估和现场的实际结果列示如下。
一段混炼3凸棱NXN转子拉伸啮合型密炼机和3凸棱NXN转子非拉伸啮合型密炼机比四棱转子相切型密炼机具有更好的混炼质量、更高的生产效率和更低能耗。拉伸啮合型密炼机比非拉伸啮合型密炼机具有更高的生产效率。
两段混炼3凸棱NXN转子拉伸啮合型密炼机和3凸棱NXN转子非拉伸啮合型密炼机比四棱转子相切型密炼机具有更好的混炼质量和更低的能耗。拉伸啮合型密炼机比四棱转子相切型密炼机具有更高的生产效率。两段混炼中四棱转子相切型密炼机比非拉伸啮合型密炼机具有更高的生产效率。
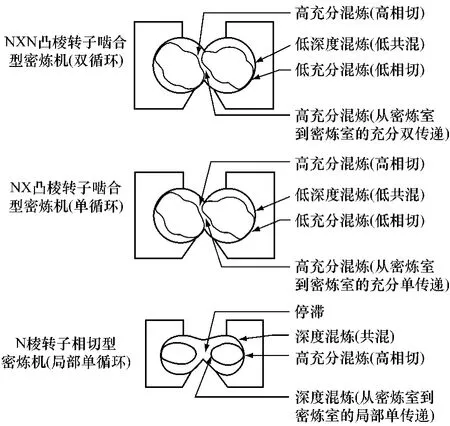
图9 混炼种类对比
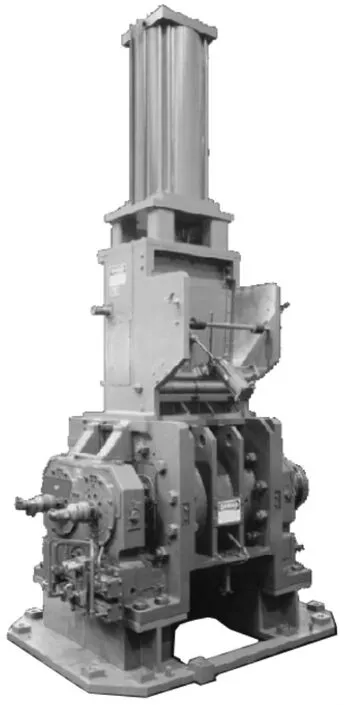
图10 3凸棱NXN转子拉伸啮合型密炼机外观

图11 两段和一段混炼结果
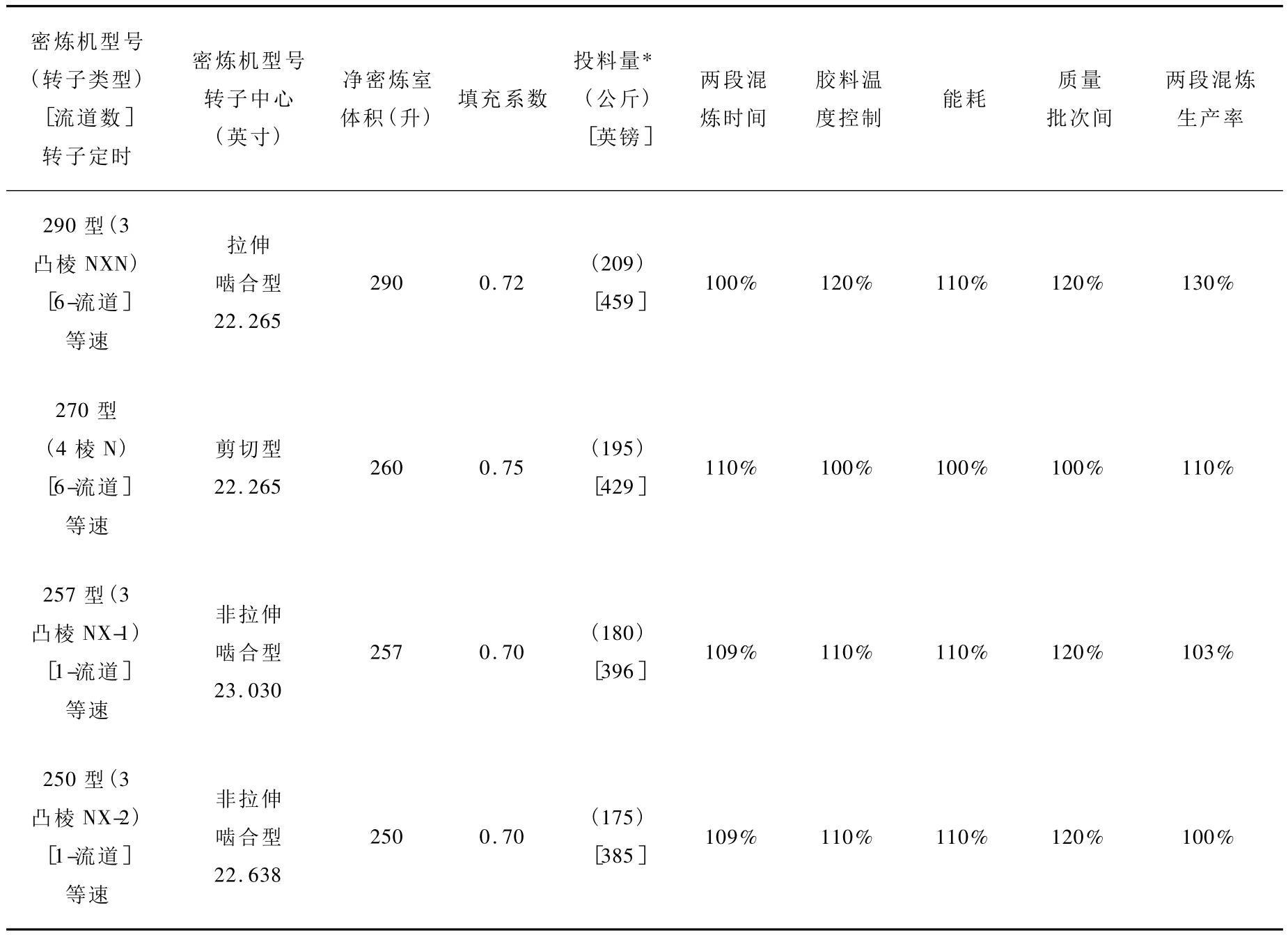
表3 拉伸和非拉伸啮合型和剪切型密炼机的比较
图11列示了3凸棱NXN转子拉伸啮合型密炼机、3凸棱NXN转子非拉伸啮合型密炼机和四棱转子相切型密炼机采用一段混炼和两段混炼的简单的对比结果。图14列示了290型3凸棱NXN转子拉伸啮合型密炼机、270型四棱N转子相切型密炼机、257型3凸棱NX-1转子非拉伸啮合型密炼机和250型3凸棱NX-2转子非拉伸啮合型密炼机的对比。
2 结论
3凸棱NXN转子拉伸啮合型密炼机改进了所有规格的4棱转子相切型密炼机不足之处,它们使用相同的电机和齿轮减速器。拉伸啮合型密炼机比4棱转子相切型密炼机具有如下优势:
*更好的混炼质量;
*针对相切型密炼机不同的长径比,生产效率增加20%~40%;
*更低的能耗;
*更好地控制转子的热传递;
*减少了混炼段数;
*更高的转子强度。
拉伸啮合型密炼机比非拉伸啮合型密炼机具有更高的生产效率。把3凸棱NXN转子安装到非拉伸啮合型密炼机上能够改善密炼机生产效率和转子的热传递。
改进或升级现有的密炼机,使其成为最佳拉伸啮合型密炼机,比使用低回报技术,重新制造密炼机更加有利和划算。
[1] Nak Norty.Improved mixing performance using optimized stretch-intermeshing mixers[D]. USA:Case Rubber Machinery,2007.
[责任编辑:翁小兵]
TQ 333.4+3
B
1671-8232(2010)11-0033-07
2009-11-11
