优化轴承滚道工作性能的工艺探讨
2010-10-11刘新红曲伟星
刘新红,曲伟星
(哈尔滨轴承集团公司南直轴承分厂,黑龙江 哈尔滨150056)
1 前言
滚动轴承(以下简称轴承)作为一种重要的基础元件,应用范围之广已经涵盖所有的机械装备。因此轴承的性能在很大程度上直接影响整体机械装备的关键性能,如:加工设备的精确性、交通运输工具的快捷与安全性乃至作战武器的可靠与稳定性,无不与轴承的性能有着直接关联。通常情况下,考察轴承性能的主要指标为:承载能力、旋转精度和工作寿命等方面,而决定这些性能指标的关键因素之一则主要取决于轴承工作表面的加工质量。
2 优化轴承滚道工作性能的意义
轴承的工作表面包括内、外圈滚道或沟道(以下统称滚道)表面和滚动体与滚道接触的表面。因滚动体与内、外圈的加工工艺有很大差异,所以滚动体的加工在此不做探讨。
2.1 对轴承零件机械性能的要求
轴承的主要作用是引导运动并传递载荷,所以其工作表面应具有:足够的强度硬度、较高的耐接触疲劳强度、良好的耐磨性以及较高的弹性极限和耐冲击韧性等良好的综合机械性能,以满足使用要求。
2.2 轴承的主要失效形式
事实证明,在安装、配合、润滑、密封和维护均正常的情况下,绝大多数轴承是由于受到交变应力的反复作用,工作表面的材料呈片状剥落下来,致使轴承失效。另外,轴承在运转中,摩擦与磨损不可避免,长时间也可导致轴承失效。所以疲劳与磨损应属轴承的正常失效形式。
2.3 优化轴承滚道工作性能的目的
有针对性地改善轴承材料的某一项机械性能,将会整体提高轴承的使用性能,如:提高轴承滚道表面的接触疲劳强度,将使其在原有工作条件下显著地延长工作寿命,或者提高了轴承产品在原有计算寿命时限内的可靠性和稳定性。延长轴承寿命,实质上就是延缓疲劳与磨损的发生。
2.4 优化轴承滚道工作性能的可行性分析
在轴承现行的几何参数设计近乎完善以及现有材料质量较为稳定的前提下,若要使轴承产品在使用性能上有一个明显的提高,只能在生产工艺上进行分析、研究、实验,即:由原材料到产品的过程。而实现这一过程要充分考虑两方面问题。
第一,产品具有理想的几何形状,其中包括产品的各部尺寸精度、几何形状精度和表面质量,为此各轴承生产厂家及相关行业均付出了极大努力。例如:大量使用数控车床、高精密磨床等先进的加工设备,但这样生产出来的产品,只能说是外在质量优良,具体表现就是旋转精度和外形尺寸达到某一等级的产品要求。
第二,产品具有理想的使用性能,即轴承产品的承载能力、使用寿命等内在品质以及实现产品性能过程中所表现出的稳定性与可靠性。
3 优化轴承滚道工作性能的工艺探讨
在轴承技术日臻完善的今天,各生产厂家对某一型号产品的生产过程几乎是一样的,为获得轴承材料理想的内在品质,应对工艺过程中的关键工序重点分析。
3.1 锻压
锻压工序是实现由棒材转化为轴承套圈坯料的过程。在此工序,如果最大限度地提高工件的变形率,尽可能增加变形次数,将使材料的晶粒进一步得到细化、组织更加均匀、材质缺陷弱化,从而改善了材料的综合机械性能。
一般情况下,受工艺与设备的限制,坯料成型过程中不可能得到反复锻打,因此,提高材料变形率最简单的办法就是尽量采用小直径棒料。某一规格套圈的下料重量一定时,料段直径越小,镦粗时的材料变形量越大。
3.2 碾扩
对套圈毛坯进行碾扩的意义不仅仅在于获得坯料工整的外形,而是在于获得套圈的圆周方向的纤维组织,见图1。

图1 套圈碾扩后纤维组织走向示意图
套圈在被碾压过程中,晶粒在圆周方向上被拉长,形成纤维走向,见图2。此时晶粒的各向异性最为明显,套圈在圆周方向上的抗拉强度、直径方向的抗压和耐冲击性能最好。所以,在套圈坯料成型过程中,在工艺装备条件允许情况下,应尽量提高碾扩成型比率,进而获得更加致密、均匀的纤维组织。
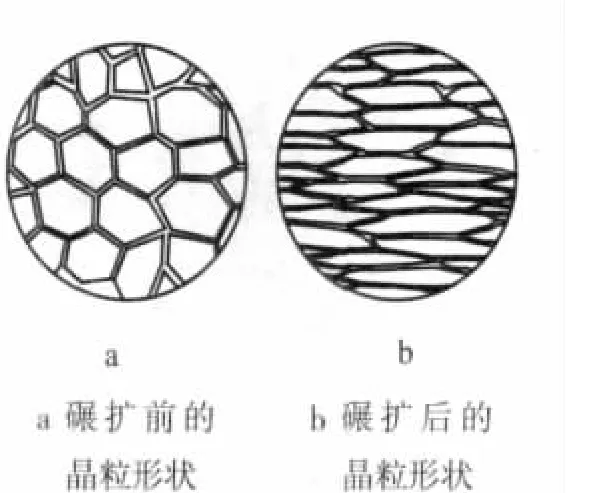
图2 金属材料受碾压晶粒变形示意图
3.3 滚道不可以软磨
软磨可以提高车加工件的几何精度,所以在套圈的某一表面上大量采用,例如套圈的基准平面、外圈的外表面等。
但软磨加工也可能给轴承套圈带来致命的危害。这是因为磨粒的顶角要比车刀的刀尖圆弧锋利得多,即套圈表面的磨痕底部半径要比车削时小得多,淬火时套圈表面的拉应力将集中在磨痕的底部,从而成为了萌生裂纹(包括淬火裂纹和磨削裂纹)的因素。
3.4 对滚道采用精密磨削
精密磨削也称低粗糙度值磨削,是采用较小的修整导程和修整进给量,对砂轮进行精细修整,使砂轮表面产生许多等高的微刃,这些微刃以很小的磨削用量对金属进行切削,加工表面在微刃的精细切削、摩擦和抛光作用下,形成低粗糙度值表面。砂轮修整导程与表面粗糙度值的关系参见图3。

图3 修整导程与表面粗糙度的关系
此工序应放在滚道精磨以后进行,目的是以微小的切削用量在滚道表面切去极薄的一层金属,使得前工序残留微观的凸起被进一步磨平,见图4,进而提高滚道与滚动体的接触率,降低接触应力。
4 结束语
提高轴承性能,在工艺过程中尚有极大潜力可以挖掘,工艺过程不仅仅是产品的成型过程,更是塑造产品性能的过程。

图4 滚道精密磨削前后示意图