基于Pro/NC的华中数控系统后置处理程序设计
2010-09-29邓子林
邓子林
(永州职业技术学院,湖南永州 425000)
一个完整的CAM系统包括了主处理程序和后置处理程序两部分。主处理程序一般生成NC加工刀具运动轨迹文件;而后置处理程序则可根据数控机床所配置的数控系统的要求,将主处理程序输出的刀具轨迹文件转换成数控机床能识别的数控加工程序代码。由于数控系统现在没有统一的标准,不同的数控系统对其NC加工程序代码的规定各不相同,因此针对不同的数控系统,CAM系统需要提供不同的后置处理程序。Pro/ENGINEER软件作为最常用的 CAD/CAE/CAM系统之一,为用户配置了大部分国际知名数控系统的后置处理程序,但对于国产数控系统却基本上没有提供。针对这种状况可以采取两种方法:一是选择与国产数控系统较相似的后置处理程序来输出数控机床加工代码,然后对其进行修改至完全符合要求;二是用户自行设计符合国产数控系统要求的后置处理程序,这样可以生成不需修改就可直接使用的数控机床加工代码。为了充分发挥国产数控系统的功能以及提高数控加工的效率,通常采用第二种方法。在此以采用华中HNC-21M世纪星铣削数控系统的XK5032数控铣床为例说明基于Pro/ENGINEER4.0软件NC环境下的后置处理程序设计方法与步骤。
1 必要的准备工作
要创建符合华中数控系统要求的后置处理程序,首先要能够详细地了解机床数控系统的各项要求,以便更好地通过后置处理程序控制机床的加工过程。一般来说,在创建后置处理程序之前应掌握机床用户手册、机床控制和编程手册中的相关资料如:各坐标轴的行程、各轴进给速度、机床定位精度、主轴转速范围、机床准备功能代码和辅助代码、地址寄存器及其格式、圆弧插补的格式要求等。XK5032数控铣床及华中HNC-21M世纪星铣削数控系统的相关资料如表1及表2所示。
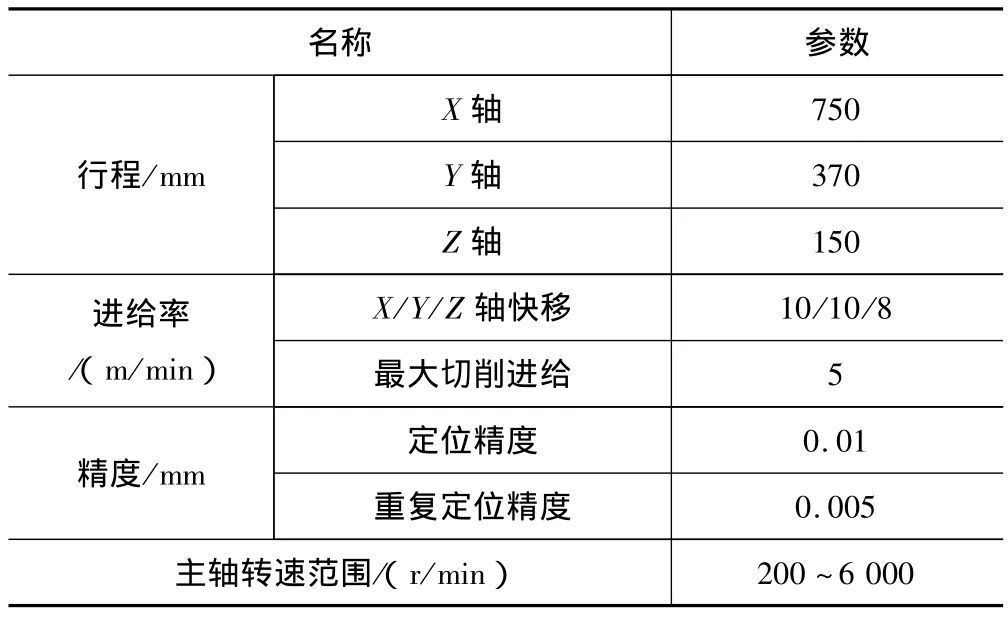
表1 XK5032数控铣床主要规格参数
另外,华中HNC-21M世纪星铣削数控系统对圆弧编程的要求是:当圆弧圆心角小于180°时,圆弧半径R为正值,否则R为负值;整圆编程时不可以使用R,只能用I、J、K。

表2 华中HNC-21M世纪星铣削数控系统指令字符一览表
2 了解Pro/NC后置处理程序的相关概念
(1)选配文件
选配文件是由“NC后处理器”所创建的文件。后置处理程序在运行期间读入此文件,并把文件中的字符理解为特定的加工控制信息。这些信息包括机床配置、机床控制的相关要求及数控系统的格式、代码及编程要求等。文件内容为ASCII格式的文本文件。
(2)选配文件的命名规则
Pro/ENGINEER4.0的数控加工机床类型包括了Lathe(车削加工)、Mill(铣削加工)、Wire EDM(线切割加工)、Laser(激光加工)及Punch(冲裁加工)。其中车削加工与铣削加工的选配文件分别为uncl01.pnn与uncx01.pnn,此处pnn中的nn为选配文件在创建时的数字标识,输入范围是01~99。
3 配置后置处理程序设计环境
Pro/NC有两套不同的后置处理程序。2000i版本以前采用ICAM公司的NCPOST,2000i版本后改用Intercim公司的G_Post。比较而言,G_Post比NCPOST简单易用,客户自己修改起来更方便。Pro/NC所使用的后置处理程序可以在配置文件Config.pro里通过参数ncpost_type进行设置。具体步骤如下:
(1)打开Pro/ENGINEER4.0软件,选择“工具/选项”命令,系统弹出“选项”对话框。
(2)在“选项”一栏中输入参数 ncpost_type,在“值”一栏中选择“gpost”。
(3)单击“添加/更改”及“应用”按钮,完成后置处理程序设计环境的配置。
4 创建选配文件
(1)打开Pro/ENGINEER4.0软件的“制造”模块,选择“应用程序/NC后处理器”命令,系统自动进入选配文件生成器界面。
(2)选择“文件/新建”命令,系统启动定义机床类型对话框,在此选择“Mill”,点击“Next”按钮,给定选配文件的标识号,本例将标识号定为01。注意不要与已有选配文件标识号相同,以免将已存在文件覆盖。完成后单击“Next”按钮进入下一步骤。
(3)选择以何种方式初始化选配文件,在此有三个选项:!使用缺省的后处理选项;"使用系统提供的缺省选配文件模板;#使用已存在的选配文件为模板。在此我们采用第二个选项,并且选择第4个FANUC 0M CONTROL作为模板。
(4)指定选配文件的名称为:HNC-21M,并单击“Finish”按钮,完成选配文件的创建。接下来要对选配文件的每一项参数进行设置,从而使其完全符合华中HNC-21M世纪星铣削数控系统的要求。
5 设置选配文件各项目的参数
在选配文件生成器的初始界面,左边是系统的主菜单,每一项都是要设置的主项,右边则为具体的设置内容。由于其内容较多,下面说明一些主要的项目:
(1)Machine Type(机床类型)
XK5032是没有回转轴的三坐标数控铣床,因此可选择“Mills without Rotary Axes”。
(2)Specs(运动代码属性)
运动代码属性是机床的基本参数,可参考表1及表2进行设置。其中Max.Departure选项用于设定一行代码中最大的运动距离为99999.999。而Linear Resolution与Rotary Resolution选项用于设定机床的线性及回转运动精度为0.01。其它选项可使用缺省值。
(3)Axes(轴)
此项目用于设定是否检查各轴极限位置,如果希望后置处理器在遇到各运动轴的运动超出了规定的极限值时给出报警信息,则可以选择第二项:Perform limit checking,并将机床参考点坐标值及X、Y、Z轴运动极限值输入。
(4)MCD File Format(MCD文件格式)
在此项目中可指定数控加工代码地址寄存器的顺序及格式。改变地址寄存器位置的方法是:单击要更改对象的DESCRIPTION(描述栏),然后用鼠标将它拖放到新的位置即可。如果要对其内容进行编辑,则可单击其ADDR(地址栏),在弹出的对话框中对其进行设置。此外,由于XK5032数控铣床不带刀库,不具备自动换刀功能,因此可将T功能地址删除。
(5)General Address Output(一般地址输出)
此项目用于指定地址输出的格式,一共有3个选项。以输出X12功能字为例,选择第一项“Default”时输出X12.;选择第二项“Output decimal only if need”时输出X12;选择第三项“Output at least one zero”时则输出X12.0。华中HNC-21M系统可选择第二项。
(6)Sequence Numbers(程序段标号)
在此项目中可以指定Maximum Sequence Nbr(最大程序段编号)、Start Sequence Nbr(程序开始段编号)、Sequence Nbr Increment(程序段编号增量)及每隔几行输出程序段编号的n值。
(7)Start/End of Program(程序开始/结束)
此项目用于指定数控加工程序代码的开始与结束部分,有多个属性页需要定义,属性页的多少与第一项General(一般)选择的参数有关。
①在General(一般)属性页中勾选“DNC format(DNC格式)”、“Program number(程序编号)”、“Output user defined startup blocks(用户自定义程序开始代码)”及“Output user defined end of program blocks(用户自定义程序结束代码)”,并将其它选项取消勾选。此时增加了“End Prog”与“Prog#”两个属性页。
②在“Default Prep Codes(缺省准备功能代码)”属性页中指定系统默认的公/英制方式、绝对/相对坐标方式、进给速度方式与圆弧插补的平面四种准备功能代码。同时还可指定后置处理程序默认使用的单位。
③在“Start Prog(程序开始)”属性页中先指定用户自定义的程序开始代码的行数,然后输入指定代码程序代码。本例给定程序开始代码的行数为1,并输入代码:G54 G90 G94,则在每次生成数控加工程序时,其开始部分均为这一段程序。
④在“End Prog(程序结束)”属性页中指定程序结束代码的行数为2,并输入以下两行代码:
G28 G49 G40 M09
M30
与上一步骤类似,每次生成数控加工程序时,其结束部分均为这两段程序。
⑤在“Prog#(程序编号)”属性页中的 Prefix(前缀)栏中输入符号“%”,其余使用默认选项。
(8)Motion(运动)
该项目中共有6个子项,最主要的是通过“Circular(圆)”子项中的“General(一般)”属性修改圆弧插补的格式要求,其它可以选择系统默认的选项。根据华中HNC-21M世纪星铣削数控系统圆弧编程的要求,在“Circle Center Output(圆弧中心输出)”选项中选择“Output+R if angle<180;-R when>180;IJK when=360”,同时勾选“XYZ codes modal(XYZ代码为模态)”。
(9)Machine Codes(机床加工代码)
在机床加工代码项目中共包括了9个子项,描述了数控系统主要的机床准备功能代码和辅助代码。在此可根据华中HNC-21M世纪星铣削数控系统的规定对其一一进行修改。主要修改内容包括:公/英制准备代码G21/G20、每转进给准备代码G95、取消自动换刀代码M06等,其余基本上可以采用系统默认的参数。
通过上述操作,基本上完成了华中HNC-21M世纪星铣削数控系统选配文件的各参数的设置,此时可单击“File/Save”命令将选配文件保存待用。
6 后置处理程序的应用与修改
(1)在Pro/NC模块中完成了刀具运动轨迹文件的创建后,即可进行后置处理的操作,选择“UCX01.P01”后置处理程序,输入程序编号,即可自动生成数控加工程序。
(2)检查自动生成的数控加工程序,与华中HNC-21M世纪星铣削数控系统的要求进行比较,如果有不符合之处,再进入Pro/ENGINEER4.0的NC后置处理器对其选配文件进行相应的修改。
7 结语
后置处理程序是CAM的关键技术之一,通过后置处理程序的设计,我们可以充分利用各种不同数控系统完成CAM加工,在生产中有着极大的应用价值。
[1]赵德永,刘学江,王会刚.Pro/ENGINNEER数控加工[M].北京:清华大学出版社,2002:147-185.
[2]孙江宏,刘秀梅.Pro/ENGINNEER2001数控加工教程[M].北京:清华大学出版社,2003:314-335.
[3]任东.数控机床与编程[M].长沙:中南大学出版社,2008:205-211.
