氧化锆热障涂层在航空发动机上的应用和发展
2010-09-28孙福波
孙福波,涂 泉
(贵州红湖机械厂,贵州561116)
1 引言
对氧化锆热障涂层(TBCs)的研究始于20世纪40年代末,于60年代初应用在JT8D发动机燃烧室内壁。到80年代末,随着发动机推重比的提高,发动机热端部件需承受的温度大幅度提高,而相关材料的承温能力有限,因此,在应用先进冷却技术的同时,TBCs作为减少冷却气体、延长部件寿命的1种重要工艺手段而受到重视。进入21世纪,对TBCs隔热温度,推重比10一级发动机要求达到100~150℃,推重比15一级发动机要求达到150~200℃,同时,还要求TBCs具有抗高温腐蚀和高温氧化的作用,抗氧化温度达到1250℃。
本文对TBCs的特性和不同制备方法以及在航空发动机上的应用情况和发展需求进行了阐述。
2 基本特性和制备方法
2.1 基本特性
TBCs亦称热屏蔽涂层,是现代航空发动机的关键技术之一,一般由金属黏结层和陶瓷面层组成。作为热障涂层的陶瓷材料具有高熔点、低热导率、低辐射率和高反射率等特点,采用电子束物理气相沉积EB-PVD技术和等离子喷涂技术制备,喷涂在发动机热端部件(如火焰筒、加力燃烧室、涡轮叶片)的表面,将部件与高温燃气隔绝开来,以降低部件的工作温度,并保证部件免受燃气的高温腐蚀与冲蚀。
目前,TBCs应用最多的是氧化钇部分稳定的氧化锆(ZrO2)材料。该材料的涂层具有在氧化性介质中十分稳定,热导率和电导率低,抗熔融金属介质侵蚀能力强等特点,与金属或碳接触的使用温度为1700~2090℃。
TBCs一般不使用纯ZrO2粉末。因为纯ZrO2粉末在高温下的晶型转变会使其发生较大的体积变化而产生剥蚀现象。在加热过程中,伴随着约7%的体积收缩;而在冷却过程中,则产生超过7%的体积收缩。在每次加热和冷却过程中,ZrO2随着晶型转变而发生的体积收缩是不可逆的。每一循环残存的不可逆的体积变化经积累,形成很大的热应力,使其发生开裂和剥落而失效。因此,ZrO2不能用于1000℃以上的抗热震涂层,如图1所示[1]。
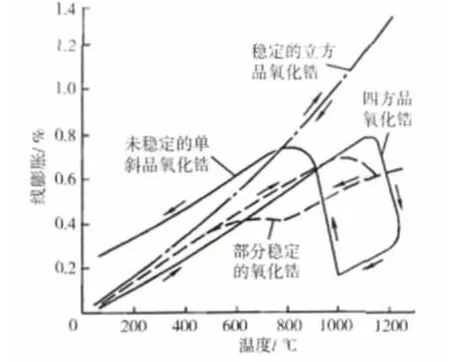
图1 ZrO2在加热和冷却过程中的晶型转变与体积变化
研究发现,6%~8%Y2O3部分稳定的ZrO2,在温度为1300℃时仍保持立方晶体,十分稳定,并能在更高的使用温度(≥1350℃)下使用。ZrO2晶形转变的体积应力最小,因而耐热震性能更好,因此Y2O3-ZrO2已成为现代航空发动机应用的先进TBCs材料。
3 热障涂层制备方法及各种方法的优缺点
发动机涂层制备技术主要包括等离子喷涂、电子束物理气相沉积和离子注入。
等离子喷涂包括大气等离子喷涂、层流等离子喷涂、真空等离子喷涂、轴向送粉等离子喷涂,溶液等离子喷涂是最新发展的涂层制备技术。
3.1 大气等离子喷涂
等离子喷涂技术主要用于导向叶片。
3.1.1 大气等离子涂层形成[2]
大气等离子平台涂层的形成过程如图2所示。

图2 涂层原理及结构
(1)粉材进入热源高温区,被加热、熔化,形成熔滴。
(2)熔融粒子被等离子射流推动,向前飞行。
(3)熔融粒子以较大的动能冲击基材表面,与基材碰撞,熔滴飞溅变形。
(4)熔滴冷凝收缩,交错黏结。
3.2 等离子喷涂特点
(1)优点。射流温度高,能喷涂一切有固定熔点的材料;射流速度大,涂层结构力比较高;被喷涂的工件不受限制(复杂零件除外),温度低于200℃,基体一般不变形,也不发生组织变化。
(2)缺点。涂层与基体的黏结仍以机械结合为主,不宜承受振动、冲击等重负荷;操作环境较恶劣,要求采取劳动保护和环境保护措施;影响涂层质量的因素多,且难以对涂层质量进行非破坏性检查。
3.3 电子束物理气相沉积
电子束物理气相沉积技术(EB-PVD)属于溅射镀,主要用于工作叶片。
EB-PVD是指在真空状态下,利用具有高能量密度的电子束轰击沉积材料(金属、陶瓷等),使之熔化、蒸发,并在基体上凝结沉积,形成涂层——具有有序结构、彼此分离的柱状晶体。该技术具有很高的沉积速率和较好的工艺可重复性。
3.3.1 优点
(1)结合强度高。涂层沉积在真空状态下进行,有利于防止基体与涂层材料被污染和氧化,沉积的柱状晶体与基体底层结合牢固,质量较高。
(2)具有柱状晶体结构。晶体的生长方向和晶界方向均垂直于基体表面,与等离子喷涂层的片层状结构完全不同。其抗剥落寿命比等离子喷涂的提高7倍,如图3所示[3]。
(3)涂层致密、硬度高。涂层硬度提高,耐磨性比等离子喷涂的高2倍。
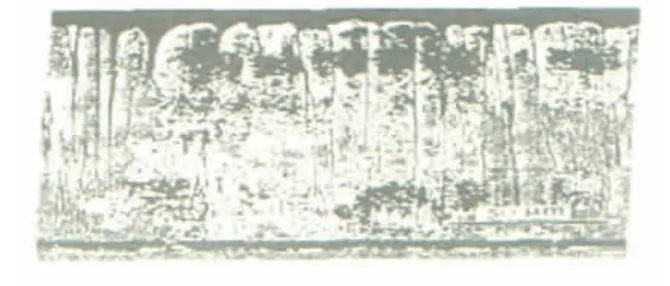
图3 热障陶瓷涂层柱状晶结构
(4)涂层表面光洁。经EBPVD沉积的TBCs,表面粗糙度低,Ra≈2.1μm,不需要进行光饰处理。
3.3.2 缺点
(1)热导率高。涂层十分致密,热传导性能提高,绝热屏蔽效果降低。
(2)成本高,沉积速度慢,特别是难于沉积mm级的厚涂层。而对TBCs的要求是增大厚度,以提高绝热和热屏蔽能力。
(3)与等离子喷涂相比,喷涂速率较低。
3.4 溶液等离子喷涂
溶液等离子喷涂(SPS法)降采用锆酸盐溶液作为原料,将雾化的微细液滴馈送入等离子焰流中,经蒸发、破碎、胶凝、沉淀、热解、烧结等,在基体上沉积出具有纳米结构的TBCs。其工艺流程如图4所示。
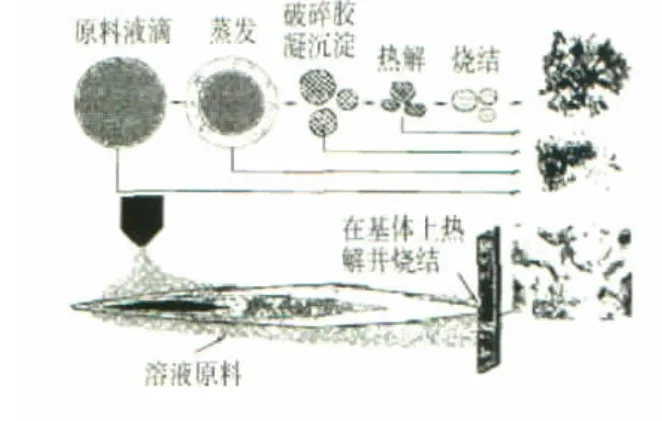
图4 以SPS法制备纳米涂层的工艺流程
其制备的TBCs特点如下:
(1)能获得nm级晶体。涂层的晶体尺寸为10~30 nm。随着陶瓷粒子细化至nm级,其性能大幅提高。因此,涂层十分致密,表面粗糙度很低,涂层与基体的结合强度及涂层自身的力学性能大大提高。
(2)具有均匀的nm级和μm级孔隙。这使看似非常致密的纳米涂层成为十分微细的“蜂窝”多孔结构,因而具有很好的绝热性能。
(3)热稳定性好。nm级晶粒的氧化物陶瓷,在高温为578℃(1073 K)时显示出优异的抗晶粒长大的能力和热稳定性,产生抗晶界溶解的阻力,能在升高温度时有效地抑制晶粒长大,具有奇特的“钉扎效应”。
(4)产生纵向裂纹。纳米陶瓷涂层产生微细的纵向裂纹,不存在等离子喷涂态涂层的片层颗粒和片层晶界,与EB-PVD沉积的柱状晶结构的性能相似,具有很高的抗高速燃气冲刷能力和由此能力产生的抗剪切应力和弯曲应力的能力,提高了TBCs沿平行于界面的方向产生剥落的能力。
SPS法制备纳米热障陶瓷涂层技术是1项新兴技术,尚不完善和成熟,一些理论问题还有待探讨,是否能满足第5代发动机的研制要求有待进一步研究。
4 应用与展望
4.1 应用
4.1.1 性能要求
发动机研制对TBCs性能的要求如下。
(1)耐高温。发动机热效率与涡轮机燃气进口温度(即燃气初温)密切相关。现代航空发动机涡轮燃气进口温度已达1700℃,这就对TBCs耐高温性能提出了更高的要求。
(2)绝热性好。发动机热端部件用高温合金(如高温镍基合金)的工作温度已达1100℃左右。提高发动机燃气初温主要通过空气冷却和绝热涂层2种途径,而空气冷却又会降低发动机的热效率。显然,采用具有低热导率的陶瓷涂层对高温合金基体进行绝热保护是十分重要的措施。
(3)耐热震性好。TBCs必须能够承受从高温到低温的温度周期性变化,以及热疲劳性和热冲击性。温度范围变化越大,冷却速度越高,则涂层应力越大、开裂甚至剥落的可能性越大。
(4)化学稳定性强。TBCs在高温下,耐氧化,耐高速燃气的腐蚀和冲蚀,并且不会与基体材料发生有害的化学反应。
(5)涂层密度低。TBCs为低密度热障材料,含有大量微细孔隙,不仅质轻,绝热性好,而且对裂纹和热冲击的敏感性也较小。
(6)结合强度高,使用寿命长。TBCs与基体金属之间必须有高的结合强度,以保证在有效的使用期内涂层不会剥落和失效。TBCs的使用寿命包含2层意思:第1,在工作温度下持续暴露的时间,这对于发动机续航和远航能力十分重要;第2,涂层失效的大修时间,即总的使用寿命,这对于减少维修、提高经济效益颇为重要。
4.1.2 材料要求
(1)黏结底层材料。常用的黏结底层材料是MCrAlY(M=Ni,Co,Fe),也可在此合金材料基础上涂加Hf、Th等合金元素。
(2)氧化物类陶瓷面层材料。即高纯Al2O3和经稳定化处理的ZrO2基陶瓷材料。目前,在航空发动机上使用最普遍的是氧化钇部分稳定的氧化锆粉末材料。
4.1.3 应用效果
(1)提高了发动机功率和热效率。例如:涡轮叶片背涂覆1厚27μm的TBCs,可使高温叶片的表面温度由1055℃降低到866℃,减少因采用强制空气冷却而消耗的叶片热量。喷涂TBCs的涡轮叶片,可以降低40%的冷却气消耗,从而提高发动机热效率;这亦相当于降低了高温合金的受热温度,从而可进一步提高涡轮的燃气初温,进一步提高发动机功率。
(2)降低了燃油消耗。降低了热耗,使燃油消耗降低约1.3%。如美国250架喷气式飞机的全部高压涡轮叶片喷涂TBCs后,1年即可节约航空燃油3.78万m3,即每架飞机节约 151 m3/(年.架)。
(3)延长了使用寿命和大修期。发动机热端部件喷涂TBCs后,使用寿命提高3~4倍,从而大大延长了发动机大修期,减少了停机和维修所带来的损失。
4.2 展望
(1)新型 TBCs,如双陶瓷涂层的TBCs结构。日本国家研究所的Kazuo UENO等人在对ZrO2基TBCs研究时发现,稀土氧化物CeO2是ZrO2陶瓷的改性稳定剂,能显著降低ZrO2陶瓷的热导率,提高TBCs的绝热屏蔽效果,还能提高ZrO2陶瓷材料的热膨胀系数,使CeO2~ZrO2热障陶瓷涂层与高温合金基体黏结涂层之间的热膨胀系数的差别减小。当CeO2的含量为20%~30%时,其热导率降低4~5倍;当CeO2的含量达30%时,其热膨胀系数约为12×10-6/K,非常接近高温合金的热膨胀系数,从而显著降低TBCs的热应力,提高其耐热震性能和使用寿命。
在此基础上,通过涂层应力计算,设计出具有双陶瓷层的新型热障陶瓷涂层系统,即在基体上首先喷涂MCrAlY黏结底层,然后喷涂氧化钇稳定的氧化锆(YSZ)热障陶瓷涂层,最后喷涂添加CeO2的YSZ(CeYSZ-CeO2/Y2O3/ZrO2)三元复合氧化锆涂层。YSZ涂层硬度较低,韧性好,主要起承受热震引起的强热冲击的作用;而CeYSZ涂层的热导率极低,是性能优异的绝热屏蔽涂层。当TBCs厚度比为 50:50时(2C2Y试样),其热循环试验寿命超过3000次,比只有YSZ单层TBCs的试样(OC4Y)的热循环寿命提高上百倍。
(2)纳米 ZrO2基 TBCs。采用液体等离子喷涂技术制备纳米ZrO2基TBCs是未来的发展方向,用SPS法沉积的ZrO2基纳米热障陶瓷涂层,综合了EB-PVD法和APS法的优点,克服了各自的缺点,有可能成为第4代和第5代航空发动机用的TBCs。
5 结束语
TBCs是航空发动机技术发展的必然要求,目前的研究已经取得了很大进展,在燃烧室火焰筒、燃油总管、加力筒体隔热屏及涡轮叶片上均得到成功的应用。
作为发动机热端部件重要的高温防护技术,国内部分型号发动机的工作叶片、导向叶片、加力筒体隔热屏和燃油总管等已涂覆了TBCs,但还不能满足发动机发展的需求。对此,应借鉴国外的经验,加快TBCs材料制造技术和涂层制备技术的研究和验证工作。
[1]邓世均.高性能陶瓷涂层[M].北京:化学工业出版社,2004.
[2]关桥,刘方军.高能束流加工技术在航空发动机上的应用[M].北京:北京航空制造工程研究所,2005.
[3]刘方军.电子束物理气相沉积技术[M].北京:北京航空制造工程研究所,2006.
[4]赵振业,周莉珊,陈亚莉,等.航空材料发展研究报告 [R].北京航空制造工程研究所,2007.
