用DSC技术研究 RPVC树脂热加工过程的塑化度
2010-09-25伍巧晖胡行俊
伍巧晖,马 玫,胡行俊
(广州合成材料研究院有限公司,广东广州,510665)
用DSC技术研究 RPVC树脂热加工过程的塑化度
伍巧晖,马 玫,胡行俊
(广州合成材料研究院有限公司,广东广州,510665)
应用差示扫描量热法 (DSC)技术研究了 RPVC管材的塑化度或凝胶化度,并辅以二氯甲烷浸渍试验。
通过DSC技术与方法,定量了 RPVC配料的塑化度或凝胶化度。
DSC技术;RPVC-U;塑化度 (凝胶化度)
硬聚氯乙烯 (RPVC)树脂经过稳定化预处理后的加工过程,对成型后的 RPVC-U管的质量至关重要。硬质 PVC的加工过程是将聚合而成的多层粒子,通过热与剪切力的作用破碎成初级粒子 (1~2μm),使多层粒子的结构形态发生了很大变化。粒子细化至熔融后粒子边界消失,形成熔体网络状态,即常称之为塑化过程或凝胶化过程。从实际加工效果分析,一类优质的 RPVC-U管的性能质量不仅取决于树脂的稳定化配方体系,更重要的是与物料的混合及热成型加工的状态紧密相关。
虽然 PVC属非结晶性聚合物,可是物料在高温、剪切的条件下,多层粒子结构发生变化的同时,亦形成部分分子链结晶,微晶熔化过程必然伴随吸热反应,因此用差示扫描量热法 (DSC)研究熔融过程微晶的变化与吸热量 (热焓)可以获得树脂在热加工过程的塑化度。
1 实验部分
1.1 仪器设备
差示扫描量热仪 NETZSCH DSC 200 PC,德国。
1.2 原材料
RPVC树脂粉 S-1000型、Ca/Zn稳定剂、加工助剂、润滑剂等为市售。
1.3 试样制备
在B rabender651型扭矩型流变仪混合器密炼12分钟,转速 30转/分,设定温度范围 155℃~190℃。
1.4 DSC技术的基本原理
表面感应淬火主要是利用电流的趋肤效应。感应加热时从工件表面电流最大值I0处测到I0/e(e为自然对数的底)处的深度,称为电流透入深度d(mm),计算公式如下:
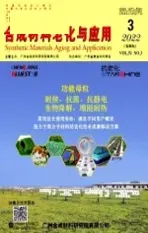
热流式DSC分析技术是将试样与参比样置于同一炉体并处于惰性气流环境中,应用程序控制升温,记录输入到试样和参比样的热容或热焓差对温度和/或时间的函数关系,因此 DSC曲线出现的峰面积就是试样在该状态下的热效应量。见图 1。
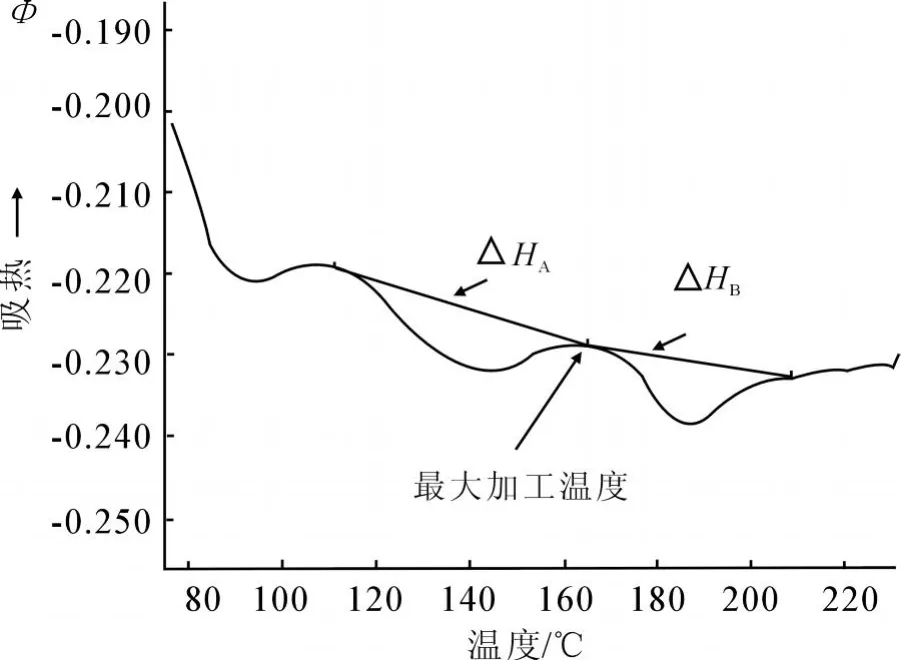
图1 RPVC配料DSC曲线Fig.1 The typical DSC curve of RPVC mixture
从图1中出现了2个吸热峰,面积A的吸热量(△HA)代表较低熔点微晶的吸热量,面积B的吸热量 (△HB)代表较高熔点微晶的吸热量,单位为 J/g。
若将未经加工的 RPVC干混料的塑化度视作0,而高温加工下的试样视作完全塑化状态(100%),则塑化度 G(凝胶化度)应是一个相对值,可采用如下公式计算[1-2]:

因此DSC技术可以定量化塑化度 (凝胶化度)的概念,而凝胶化度对 RPVC加工过程及后制品的力学性能却显得非常重要。依据 DSC技术获得的热焓差,亦可反映 RPVC的最大加工温度,而加工温度、塑化度与制品的力学性能之间是存在着相关性的[3]。
1.5 试验条件的设置[4]
a)起始温度:(35±15)℃;
b)终止温度:240℃;
d)气流量:(20±5)m l/m in。
e)试样重量:13~15m g
2 用DSC技术与溶剂浸渍技术评论塑化度的结果及讨论
(1)RPVC配料 (含 Ca/Zn稳定剂)的塑化度 (凝胶化度)随试验温度上升而增大,见图 2。

图2 RPVC配料塑化度与加工温度的关系Fig.2 The relation between plasticizing degree and processing temperature on RPVC mixture
(2)RPVC配料中的增韧效应能明显影响其塑化度,见图 3。
图3 增韧RPVC配料于170℃时的塑化度0#—参比料 1#、2#、3#、4#—不同增韧配料Fig.3 The plasticizing degree of toughened RPVC in 170℃
(3)二氯甲烷浸渍试验[5]可以作为 DSC试验的补充。前者不仅可以判断物料中填料的状况,同时也分析了增韧效果颇佳的配料,却因为加工过程未很好形成熔体网络结构,而不耐侵蚀的结果,如2#。
二氯甲烷浸渍试验:
①试样制备:配料于 175℃经过 12分钟密炼后,再经压机成型板材,沿板材厚度制成斜面;
②浸渍试验条件:试样于 15℃二氯甲烷中浸渍 15分钟[6];
③试验结果见图 4。

图4 RPVC经二氯甲烷浸渍后的浸蚀状况注:严重或全蚀状况指的是试样经浸渍后表面的粗糙程度。Fig.4 The stuation of RPVC into dichlorometane resistance
上述试验结果与 DSC试验结果相吻合。对于RPVC制品而言,生产企业为降低成本往往在配料中添加大量无机填料,而这类制品凡经二氯甲烷浸渍后表面极易粗糙,而出口产品的要求必须是表面光滑的。
通常典型的DSC曲线是在 100℃至 200℃之间由两个吸热峰组成,A、B峰的交叉点即为制品最大加工温度。RPVC配料经挤出加工成管材,冷却后形成的低温 “二次”结晶熔融峰即为 A峰,△HA代表扣除参比物热效应和添加剂背景后的净面积 (热焓),亦是 RPVC的含量;B吸热峰相对很靠近最大加工温度,比较难于分辨,所以熔融热焓主要由第一个低温吸热峰所作的贡献。
由于取样量少,为了准确度量,操作者最好在不同部位取样,并以连续 3次试验结果的标准差≤1J/g为准;注意在试验过程中必须将样品盘加盖,避免试样有任何移动造成误差。
3 结语
(1)采用DSC量度 RPVC产品冷却后的“二次”结晶熔融热焓 (△HA)来衡量塑化度 (凝胶化度)是一种较为科学的定量方法。
(2)凡优秀 RPVC制品能获得最佳力学性能,不仅取决于其配方,更重要还取决于其加工条件,而 RPVC的加工条件又与其熔融热焓相关连的。
[1]刘振海.热分析.分析化学手册 (第八分册) [M].北京:化学工业出版社,1999:15-20.
[2]胡益林,董跃,刘建平.差示扫描量热法(DSC)在UPVC异型材中的应用[J].加工应用,2006,(10):40-42.
[3]胡行俊,马玫,伍巧晖.RPVC的冲击韧性与凝胶化度的研究(待发表).
[4]ISO出版办公室.ISO 18373-2 Rigid PVC pipes—Differential Scanning calorimetry(DSC) method—Part2:Measurement of the enthalpy of fusion of crystallites[S].瑞士日内瓦:ISO版权办公室,2008.
[5]林漳鸿,黄婉霞,杨慧丽,等.GB/T 13526-2007硬聚氯乙烯 (RPVC-U)管材二氯甲烷浸渍试验方法[S].北京:中国国家标准化管理委员会、中华人民共和国国家质量监督检验检疫总局,2007.
[6]东莞宝狮塑胶五金制品有限公司提供 RPVCU产品二氯甲烷浸渍试验结果(2010.6)
Study on Plasticizing Degree of RPVC Heat Processing Process with DSC Technology
WU Qiao-hui,MA Mei,HU Xing-jun
(Guangzhou Synthetic Materials CO.,LTD,Guangzhou 510665,Guangdong,China)
Utilize DSC technology for studying on plasticizing or coagulating degree of RPVC-U,supplement dichloromethane resistance testing.
This paper lays stress on DSC technology and method for measurement plasticizing or coagulating degree ofRPVC mixture.
DSC technology;RRPVC-U;plasticizing(coagulating)degree
TQ 321
2010-09-05