大型水内冷发电机定子线圈泄漏缺陷处理实践与研究
2010-09-21关高
关 高
(三门核电有限公司,浙江 台州 317112)
大型水内冷发电机定子线圈泄漏缺陷处理实践与研究
关 高
(三门核电有限公司,浙江 台州 317112)
发电机端焊接缺陷是发电机长期运行后比较普遍的现象,在各个制造商各种规格的发电机定子线棒水内冷机组上都有发生。部分电厂由于处理不当,导致定子线棒运行中过热,损坏线棒绝缘,造成巨大的经济损失。本文着重介绍了对于这种缺陷的查找及处理方法的实践与研究。
发电机;线圈;泄漏;处理
1 前言
发电机在运行中如果定子线棒存在漏点,会导致在运行期间氢气向冷却水中泄漏。如果泄漏量较大,则有可能在线圈内部汇集,使冷却水流量降低,严重时可形成气堵,使线圈过热甚至熔断,损坏发电机定子线圈绝缘甚至铁心,需要数月或更长时间才能修复。某厂1号发电机自2001年以来的连续5次大修中,均在定子线棒端部发现漏点,投入了大量的人力进行漏点的修复工作。经过几年的实践和研究,在发电机定子线圈漏点的查找和修复上形成了一套行之有效的方法。
该厂使用的是 ALSTOM 生产的百万千瓦级发电机,其主要参数如下:


本机定子线圈为双星形结构,共42槽,每槽两根线棒,组成42个线圈。所有定子线圈的导线均为空心结构,其具体尺寸如下:

发电机线棒端部的结构剖面模型见图1。

图1
2 漏点的查找
发电机运行期间,氢气与定子冷却水之间压差为0.4bar。当线圈有漏点存在时,氢气向冷却水回路的渗透速率增加,渗入到水中的气泡在集气罐的气水分离室中储存起来,当气体充满整个集气腔时,排放阀动作,排放出气体,排放阀定时动作时间设定为4h。因此,从氢气排放阀的动作时间上可以判断出定子线棒是否存在漏点。制造厂在运行规范中对排气时间的说明为:“储气罐的正常排放时间为4h,低于2h允许继续运行, 低于30min建议停机处理,任何情况下排气时间不能低于15min”。在气体排放阀动作时间小于4h的情况下,即表明发电机定子线圈存在漏点。
满功率运行期间,发电机定子线圈的进水口水压力为4.6bar,出水口压力为1.2bar左右。如果排放阀动作时间小于4h,在运行阶段有必要进行一次变化氢压的试验,以判断漏点的所在区域。如当氢压升高以后,排氢时间明显缩短,则表明漏点位于进口汇水环侧,若没有明显变化,则说明漏点位于出水汇水环侧。通过氢压变化的试验,可以大致判断出漏点的影响,同时也为停机检修时的漏点定位打下很好的基础。
2.1 查漏前的准备工作
定子线圈的干燥状态是决定漏点定位成败的关键。历次大修中,往往漏点修复后再次查漏确认时又发现新的漏点。未完全干燥的线圈在某个部位可能积聚成水屏,当线圈内部充满查漏气体时,气体无法穿透水屏,造成查漏失败。
干燥线圈最有效的方法是在发电机定子冷却水排空之后,通过高压干燥的压缩空气对线圈内部进行全面的吹扫再抽真空。通过实践,采取以下方法可以较快地干燥发电机线圈:
· 进气口压力可调整至8~10bar,线圈吹扫过程中保持气体出口在“大开口”状态,以使流经线圈内部的空气高速流动,提高吹扫效果。
· 由于线圈经过罗贝尔换位处理,某些区域积聚的水分很难吹出,在单方向无法吹出水后,调整进气方向,直至无水吹出为止。
· 在双方向均无水吹出后,采取调整进气压力的方法。可将进气压力降低,之后突然打开进气阀并不断重复,直至无水吹出为止。
· 发电机定子线圈内部憋压 2~3bar,然后突然打开排气阀,重复操作直至无水吹出为止。
· 用大功率的真空泵对线棒内部持续抽真空,直至真空泵进气管表面无水珠凝结为止(需采用抽蒸汽用真空泵或加装振气阀,否则会损坏真空泵)。
采用以上方法,一般可以在36~48h内将发电机定子线圈内部较为彻底地干燥。
2.2 漏点的定位
在判断漏点所在的线棒位置前,通过压力试验和真空试验来判断漏点的可定位性,否则必须进一步处理,使漏点显现出来。
· 真空试验和压力试验
真空试验的优点是其对温度及环境压力变化不敏感,缺点是压差较小。
压力试验与真空试验相比具有一个比较明显的优点,就是它具有比真空试验更高的压差。这可以使压力试验更容易发现一些真空试验无法发现的漏点。缺点是压力试验受大气压力及环境温度的影响比较大。由于定子线圈内充满了大量气体,微小的压力变化即表示有很大的泄漏量,因此,对压力表的精度要求也就比较高。在进行压力试验和真空试验时,线圈内的干燥度很重要,如果湿度比较高,则在压力试验时水汽会通过没有发现的漏点渗透到绝缘中,如之后没有排除,则有可能在运行中引起绝缘的局部损坏。而进行真空试验时,如果线圈有积水或内部股线及PTFE水管上附着有水汽,将很有可能导致真空试验的失败,造成试验结果的误判断。
推荐使用氦气作为压力试验的气体,因为氦气分子与氢气分子的直径最为接近,能够真实地反映运行中的状态。市场上有各种灵敏度的氦气检漏仪,可以在压力试验过程中进行漏点定位。
· 用示踪气体定位漏点所在线棒
水压试验很难对漏点准确定位,同时水压试验也有可能损坏绝缘,因此不建议使用水压试验来查找漏点。可以采用氦气或卤族气体作为示踪气体来定位漏点。一般卤族气体可采用氟里昂、六氟化硫等。卤族气体分子量大,在多次查漏后很容易沾附在绝缘层上,很难清理,影响定位效果,同时某些卤族气体对环境也有污染。氦气与氢气最为相似,能真实模拟运行期间状态,因此推荐采用氦气作为示踪气体,其缺点是价格较昂贵。
在用示踪气体查漏前,用塑料布将每个线圈端部包扎严密,形成独立的空间。用检漏计探针对每个空间单独检测,可以提高漏点定位的准确性。
有经验数据表明,在剥除绝缘后,当氦气的漏量至少 10-4CC/s时,85%的情况可以找到漏点并进行修复,另外 15%的情况往往由于漏点比较多而且分散,没有修复的可能[2]。
根据美国GE公司统计的2001年来由于绝缘受潮而导致耐压试验失败的查漏数据(图2),即使通过了压力试验和真空试验,也并不能保证发现漏点:
· 大部分都能通过真空试验
· 约50%能通过压力试验
· 基本上所有漏点可以通过氦气检漏试验发现。
数据表明了选择氦气进行压力试验和示踪气体的重要性。

图2
· 用检漏液定位漏点的具体位置
确定漏点所在线棒位置后,剥除端部手包绝缘,在线棒内部充入示踪气体,通过示踪气体检漏计和检漏液共同确认漏点所在位置。2001年至2007年间,在1号发电机组端部发现的漏点位置分布见图3。漏点所在区域见图4。
3 漏点的修复
3.1 漏点的处理
线棒端部漏点根据不同的位置采取不同的方法进行处理。
· 表面可见漏点焊接修复。具体操作以氩弧焊(TIG)和小火把焊为主,可采用熔点200~250oC的低温锡焊料。当漏点所在位置的金属强度较高时,采用熔点600oC的银-铜钎料氩弧焊接方法修复。典型的位置是水盒盖焊缝、空心股线表面漏点等,如漏点较大,则可用铜片覆盖再行焊接。当漏点较小而无法定位时,采用铜质金属修补剂的方法修补,也可以取得很好的效果,如 TS114。这种方法修复的漏点往往可以与发电机的寿期相比,具有很高的可靠性,典型漏点如图5所示。

图3

图4

图5
· 对于无法触及的漏点,如水盒与空心股线之间的焊缝缺陷,在现场条件下采用整体重新焊接的方法难度较大,风险很高,我们采用注密封胶的修补方案。操作前将定子线圈抽真空至600mbar左右,之后注入密封胶,确认密封交已被吸入漏点后停止抽真空,固化8h即可基本达到需要的强度。密封胶必须要选取流动性较好,渗透级别较高的厌氧型密封胶,否则可能由于操作问题造成密封胶在股线出口处凝固,堵塞空心股线。目前采用的厌氧型密封胶有LOCTITE 290,及专门用于裂纹、微小砂眼修复的TS121等。用这种方法修复的漏点一般可以维持3~5年的时间。典型漏点见图6。

图6
· 堵管这是迫不得已采用的措施,封堵泄漏的某根空心导线。当检查发现漏点较大,且无法接触时,典型的如“电磁虫”所引起的缺陷。这种方法需要焊开线棒端部的水盒盖进行处理,对操作要求比较高。我们还没有进行过这方面的工作,韩国Kori电厂以这种方法修复了电磁虫产生的漏点[1]。
当漏点处理完成后,如通过了压力试验和真空试验,即认为漏点处理成功,开始进行端部手包绝缘的恢复。
3.2 绝缘的恢复
水电接头的绝缘恢复是至关重要的一步,ALSTOM 发电机定子线圈端部采用玻璃丝带绑扎固定,玻璃丝布浸环氧树脂的方式做成,在相间接头之间安装有隔板,以增加爬电距离。发电机定子为双星形绕组,26kV端电压,定子上开有42个槽,即共42组线圈。因此分配到每极每相的线圈数为:a=Z/2p=42/(2×3)=7,则每两个线圈之间的电压为:2.14kV。氢气的起晕电压为空气的 40%,两个端部接头之间距离约为20cm,击穿电压达240kV。因此,端部绝缘的包扎主要不在于绝缘的强度,而在于是否密实并将裸露的导体全部覆盖,以防止端部受到污染时(如焊缝渗水等)形成爬电,造成匝间/相间短路引发事故。
3.3 绝缘的检验
由于交流耐压试验对绝缘的破坏作用,加上交流耐压试验不能够有效发现端部的缺陷,我们采用直流泄漏试验对恢复后绝缘强度进行检验,试验电压2.0Un,即52kV。
自2002年以来,我们通过以上查漏、检漏和处理漏点的方法,先后多次处理了该发电机定子线棒的漏点,并取得了很好的效果,具体总结见表1。
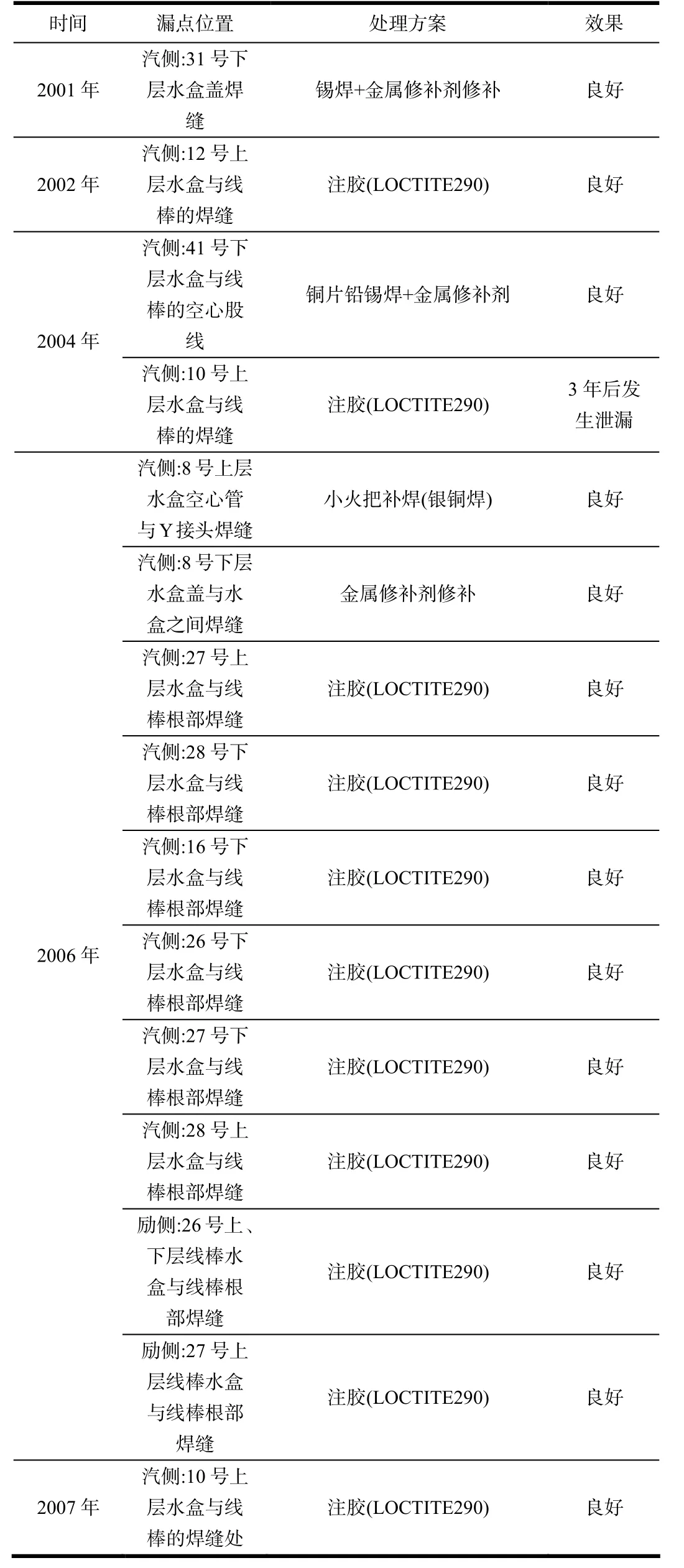
表1
4 总结
综上所述,水内冷发电机定子线圈的漏点处理可以总结为3种方式:
(1)对于定子线圈外部可见漏点可采用焊接和金属修补剂处理的方法,实践证明在焊接质量和风险可以控制的前提下,锡焊或铜焊的质量均优于金属修补剂处理的质量。
(2)对于定子线圈水盒与股线间不可见的焊缝,可采用注密封胶的方法处理。
(3)位于某根股线上的漏点较大且无法接触时,可以采用堵塞泄漏股线的方法。
发电机定子线圈缺陷处理过程中,采用本文所述的方法,可对线圈内部快速充分干燥,漏点定位准确,如选取合适的方案,绝大部分情况下的漏点均可以得到有效处理。
[1] Joon Soo Kim, Young Jak Roh, Hee Sig Shin.Hydrogen to Stator Cooling Water System Leaks Due To Wormholes[C]//. Proceedings of 2000 International Joint Power Generation Conference,Miami Beach, Florida, July 23-26, 2000.
[2] Joseph A. Worden Jorge M. Mundulas Understanding, Diagnosing, and Repairing Leaks in Water-Cooled Generator Stator Windings[R].GE,2001.
[3] 王建涛, 关高. 大型氢冷发电机定子线棒漏氢修复后的试验[J]. 发电设备, 2007, (4).
Study of Repairing Generator Stator End Winding Leakage
GUAN Gao
(Sanmen Nuclear Power Company, Taizhou 317112, China)
Brazing defect of stator coil ends is a common phenomenon on generators, which happened in many types of water-cooled generator. There are many cases of local overheating caused by improper treatment that leads to large damage for plant operation. Here we emphasize on how to find and eliminate this defect.
generator; coil; leakage; treatment
TM307
B
1000-3983(2010)01-0027-05
2008-10-08

关高(1972-),1996年毕业于哈尔滨工业大学电子仪器及测量技术专业,学士,从事核电厂电气维修领域工作12年,高级工程师。
