餐饮潲水油水解生产混合酸工艺
2010-09-18张晓斌
李 杰,张晓斌
(1.安徽万联环保科技股份有限公司,安徽合肥230051;2.砀山宇宁生物科技有限公司,安徽砀山235323)
餐饮潲水油水解生产混合酸工艺
李 杰1,张晓斌2
(1.安徽万联环保科技股份有限公司,安徽合肥230051;2.砀山宇宁生物科技有限公司,安徽砀山235323)
探讨了潲水油水解生产混合酸工艺。直接用水作催化剂,适应成分复杂的餐饮潲水油,污水处理简单。从酸析、水洗、压力、温度、水解等几方面进行研究,得出最佳水解工艺条件,具有推广意义。
潲水油;环境保护;混和酸;酸析;水解
潲水油又称泔水油,是指餐饮业废弃的潲水(泔水)中所含的油脂。2010年3月,成都爆出“潲水油事件”;2010年6月18日,中央电视台又曝光了广州番禺一神秘炼油厂猖狂生产潲水油的新闻。此事引起了各级政府和管理部门的高度重视,2010年7月19日,《国务院办公厅关于加强地沟油整治和餐厨废弃物管理的意见》出台,标志着解决城市餐饮业潲水的污染,治理环境,保障人民生活安全,已经迫在眉睫[1]。
为解决以上问题,一些城市强制性规定宾馆、饭店使用油水分离设备,将分离出的油渣掩埋或由政府管理炼制,但仍然存在经济效益差、二次污染难以治理[2]等问题,为此本研究采用潲水油水解工艺生产混合酸,副产甘油,既掐掉了污染源头,保护了城市生态环境,又可变“废”为宝,带来明显的经济效益,而且资源再生利用符合国家产业政策。
1 潲水油水解生产混合酸的工艺流程
潲水油水解生产混合酸的工艺流程如图1所示。
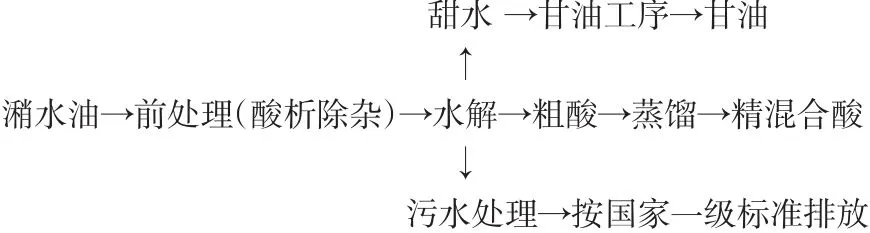
图1 工艺流程图
该工艺水解工段至关重要,关系到混合酸及甘油的质量、成本及对二次污染的控制。为此,对餐饮潲水油的水解工艺进行详细研究。
2 潲水油的水解实验
2.1 实验仪器及材料
高压反应釜:搅拌、温度计及自动温控装置。
餐饮潲水油:餐饮潲水经过分离后所得油脂,含中性油及脂肪酸85%,其中酸价为25 mgKOH/g,皂化价为190 mgKOH/g。
浓硫酸(98%),食盐(分析纯)。原料要求:
a.酸性油:清亮,无机械杂质,胶体。
b.水:氯离子含量在 25×10-6以下,防止腐蚀高温高压水解锅。(超过 25×10-6,通过离子交换树脂处理。)
2.2 实验方法
2.2.1 预处理
加入油重30%~50%的水,开启搅拌,加热至85℃左右时,缓慢滴加浓硫酸,至pH值2~3为止。视物料情况加1%~3%的食盐,搅拌30 min左右。反应完毕后静置分层,时间为2 h左右,用分液漏斗分出下部水层及中间层。
2.2.2 水洗
用油重30%左右的水洗涤油层,水温与油温相当或略低于油温。若有乳化现象,加适量的食盐。一般洗4~6次,至pH值大于6为止,每次水洗后静置分层的时间为20 min左右。
2.2.3 水解
加入一定量的水后,开启搅拌并加热,在压力为0.1 MPa时卸压排汽,排除空气。然后继续加热,至压力为3.2 MPa左右开始保压,保压时间为4 h。反应结束后降温,取出物料,静置分层后排除下部甜水,即得粗脂肪酸产品。要求水解后的酸价≥190 mgKOH/g。
2.3 影响因素
2.3.1 前处理的影响因素
2.3.1.1 加水量
在潲水油中必须加一定量的水,以便于油杂分离。加水多杂质去除率高,所用的硫酸也多,反之就少。在控制pH为2.5、水洗次数为5次前提下,分别用10%,20%,30%,40%,50%,60%的加水量,进行比较,数据见表1。其中得率是指脱除水分后中性油及脂肪酸的量。
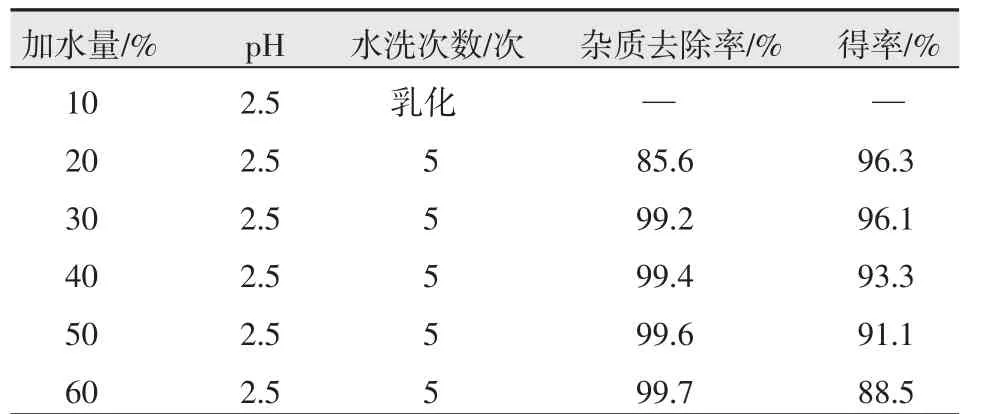
表1 不同加水量的酸析实验数据
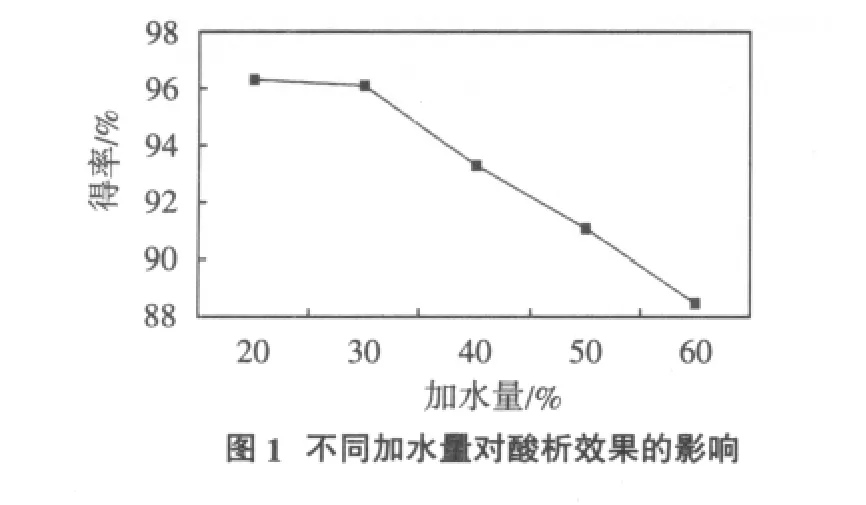
根据表1中数据,绘制出不同加水量的酸析效果关系曲线,如图1。
根据表1中数据绘制出不同加水量的杂质去除率关系曲线,如图2。

由图2可以看出,当加水量为10%时,成乳化状态,无法进行酸析;加水量为20%时,虽然得率最高,但经过检验,一些杂质没有完全除去;加水量为30%时得率较高,且杂质去除率也较高;随着加水量的增加,虽然杂质的去除率满足要求,但得率明显下降。所以最适宜的加水量是30%。
2.3.1.2 加酸量
即最终pH值的影响,在加水量为30%、水洗次数为 5 次的前提下,做了 pH 值为 1.5,2.0,2.5,3.0,3.5 酸析效果实验,结果如表2。在前处理中酸析是最重要的,因为原料中有很多杂质必须除尽,因此加酸量的控制很重要,一要除尽,二要尽量少用酸,以降低成本及后续污水处理费用。
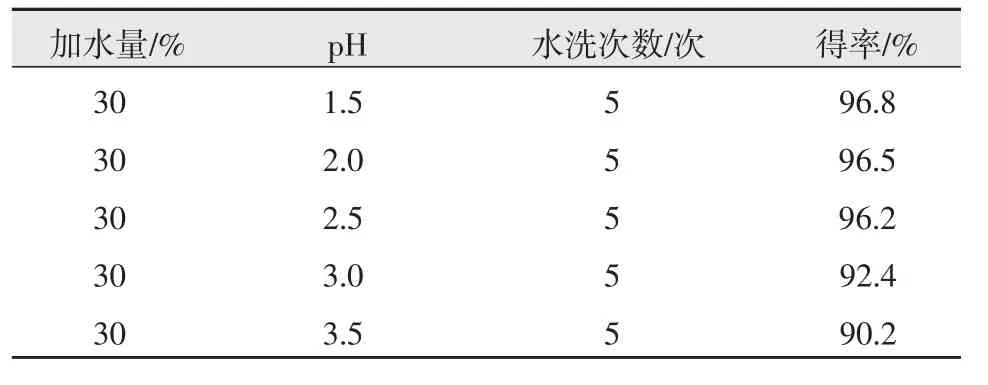
表2 不同加酸量的酸析实验数据
根据表中数据绘制出不同pH的酸析效果关系曲线,如图3。

由图3可以看出,随着pH的降低,得率逐渐升高,当pH到达2.5以后,得率的升高幅度不再明显,考虑到降低成本及后续污水处理费用,以pH值控制在2~3之间为最佳条件。
2.3.1.3 原料品质
餐饮潲水是从餐馆、饭店直接回收的,不可避免地含有骨头、菜叶甚至洗刷用的布条等较大杂质,以及淀粉、蛋白、糖类等,在进入酸析前应除尽大杂(可以添加到其他有机物中一起发酵,加工成有机专用肥),分离干净。油中杂质越少,处理就越容易,反之则难。
2.3.2 水解的影响因素
水解的影响因素主要是加水量和水解的压力控制,由于压力与相应的温度成正相关关系,在此,重点研究加水量和压力对水解的影响。
2.3.2.1 加水量
水解反应是可逆反应,加水量多有利于水解反应进行,但加水量过多会使成本增加,甘油含量降低,不利于回收,也不可避免地会造成二次污染。就不同加水量(加水量指原料质量百分比)与酸价、甘油量作了比较(酸价是滴定每克油所消耗碱的量,代表混合物中脂肪酸的含量;甘油量是1 000 g潲水油水解后用常规甘油提取工艺从水溶液中提取的甘油的克数),见表3。

表3 加水量与酸价、甘油量实验数据
根据表3中数据绘制出水解过程中不同加水量与酸价与提取甘油量的关系曲线,如图4、图5。

由图4可以看出,当加水量较少时,酸价较低,加水量较多时,酸价较高。酸价是反映潲水油的水解程度的指标,酸价低,则水解程度低,酸价高,则水解程度高。
从图5可以看出,当加水量较少时,经过水解后分离,按常规的甘油提取方法得到的甘油量较低,说明水解程度较低。随着加水量由10%增加到30%,得到的甘油量随着增加,说明水解程度随加水量的增加而升高,但当加水量超过30%后,得到的甘油量反而降低,这里不是水解程度降低,而是加水量增大后,按常规的甘油提取工艺造成的损失增加所导致,因为加水量过多会使成本增加,甘油含量降低,不利于回收,也不可避免地会造成二次污染。因此认为,选取30%的加水量最为合适。
综合图4和图5考虑,选取的参数应该是整体的水解程度以及甘油的总量。首先要选取一个酸价较高的加水量指标,保证水解的程度,其次要考虑得到的甘油总量,因此综合考虑,30%的加水量是最适合的水解加水量指标。
2.3.2.2 压力
水解反应主要是溶于油脂中的水与油脂的反应,同时压力也与温度直接相关,温度高,压力大。而压力的作用是使高于沸点的水保持液态,有利于反应的进行。以加水量为30%,用1.0 MPa,1.5 MPa,2.5 MPa,3.5 MPa,4.0 MPa的反应压力作了酸价和甘油量的比较,如表4。
表4 压力与酸价、甘油量的实验数据
根据表4中数据绘制出不同压力下的酸价和得到甘油量关系曲线,如图6、图7。

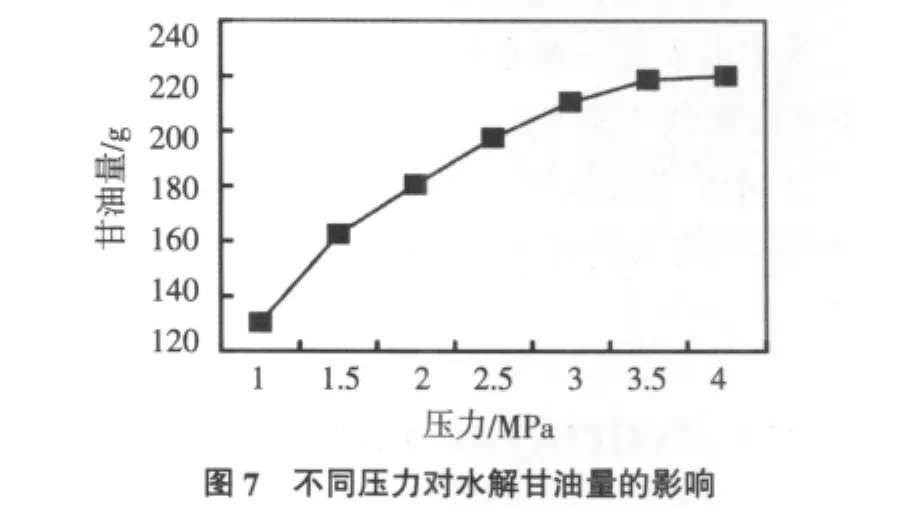
根据实验数据和关系曲线,随着压力的增高,酸价和甘油量都增加,说明增大压力有利于水解的进行。当压力增加到3.5 MPa后,压力的增加对酸价和甘油含量的影响相对降低,因此选取3.5 MPa作为水解反应的压力参数。
3 结论
(1)根据大量的实验,一般采用的最佳水解工艺条件是:压力3.2 MPa;加水量30%左右,pH值在2~3之间。其中加水量一般是根据中性油的含量来计算,因为游离脂肪酸不需水解。
(2)本工艺直接用水作催化剂,适应成分复杂的餐饮潲水油,污水处理简单,有效地解决环境污染问题,值得推广。
[1]罗 宁,陈淑玲.餐饮业泔水油处理的新方法[J].北京交通大学学报,2003,27(4):106-108.
[2]汪习生,罗继权.餐饮泔水油及废动植物油下脚料深加工利用大有可为[J].再生资源研究,2001(3):24-26.
The hydrolyze technology of hogwash oil to produce acid mixture
LI Jie1,ZHANG Xiaobin2
(1.Anhui Wanliang Evironmental Protection Technology Co.,Ltd.,Hefei 230022,China;2.Yuning Bio-Technology Co.,Ltd.,Dangshan 235323,China)
This paper expounded the hydrolyze technology of hogwash oil to produce acid mixture.The technology use water as catalyst and produce waste water which is easy to dispose,thus it could be applied to dispose many kinds of hogwash oil with complex components.This paper studied this technology in acid outing,washing,pressure,temperature,hydrolyzing,etc.,and finally reached the optimal technical conditions.
hogwash oil;environmental protection;acid mixture;acid outing;hydrolyze
X703
A
1674-0912(2010)10-0035-04
2010-08-03)
李 杰(1964-),男,安徽全椒人,工程硕士,高级工程师,主要从事环境工程工艺技术和设备的研究,已发表论文4篇,实用新型专利2项。
作者简介:恺 峰(1972-),男,新疆石河子人,大学学历,新疆天业化工研究院项目负责人,主任工程师,从事化工行业工作。
