剥片机组ASI网络模块改造
2010-09-14姜国民
姜国民
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
剥片机组ASI网络模块改造
姜国民
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
本文主要介绍电解剥片机组ASI网络模块的结构、改造背景、方案及设计思路。
ASI;映射;比率放大器
1 前言
电解二系列剥片机组系2003年从奥托昆普引进的电铜加工机组设备,该机组整条生产线由AB公司的Logix5000PLC可编程控制实现,其网络结构有控制网(ControlNet)、设备装置网(Device Net)、上层监视以太网以及底层传感器ASI网,其中ASI网络通过AC1014控制器挂在设备(Device Net)网上,以太网实现与其它机组、行车的通讯。在ASI网络中大面积的使用了一种型号为AC2808的模块,该模块自投产运行以来,输出点频繁烧坏,更换的周期只有3个月,厂家现已不再生产,严重影响到生产的正常运行。
2 剥片机组ASI网络简介
剥片机组ASI网络通过控制器AC1014挂在设备网上,控制器集成有两个主站ASI1#和2#,每个主站下面最多有31个从站,也就说最多允许挂31个模块,每个模块通过控制器与5000PLC设备网进行数据交换。图1为剥片机组ASI网络结构图,图中接线箱JB691、JB110、JB850、JB920、JB050、JB870、JB692、JB790、JB130、JB120内部的模块均为AC2808型,每一个模块的地址在图中已标出。
3 AC2808模块改造背景
剥片机组ASI1#和2#主站下面,AC2808型的模块共计有34块,该模块提供4输入/4输出功能,见图2所示。模块的上排A+为ASI网络电源DC24V +、A-为ASI网络电源DC24V-,I1、I2、I3、I4为四输入点接线端子,下排左边01、02、03-04为模块输出电源DC24+、N为输出电源DC24V-,右边01、02、03、04为4输出点。

图2 AC2808模块
该模块的输出为继电器接点式,使用寿命受到限制,仅为1万次,现场的使用实际情况就是3个月的寿命,时间一到模块里面小型固态继电器的触点就烧坏。
针对AC2808模块频繁烧怀的情况,外方建议解决办法是输出端加中继,但没有效果;我们也采取过在输出回路加续流二极管,寿命可以延长到4个月,但未能彻底解决问题。且该模块厂家在两年前就已经停产,在买不到备件的情况下,是我们自己通过更换模块上的小型固态继电器来修复,纯粹是对付生产运行。
3.1 G3RG9002-0DA00模块选型论证
借鉴电解新30万t同厂家制作的剥片机组, ASI网络中没有使用AC2808型模块,取而代之的是3RG9002-0DA00型4输入/4输出模块,见图3。模块的上排端子1、2为输出电源DC24V+, 3、4为输出电源DC24V-,下排端子17、18为ASI网络电源DC24V+,15、16为ASI网络电源DC24V-, IN1、 IN2、 IN3、 IN4为模块4输入点接线端子,OUT1、OUT2、OUT3、OUT4为模块为4输出点接线端子。
该模块的输出接点为晶体管式输出,使用寿命很长,投产2年来只换过1个,使用情况很好,为此我们决定将AC2808模块改造成3RG9002-0DA00模块。

图3 3RG9002-0DA00模块
3.2 模块改造方案
要想将ASI网络内的AC2808模块改造成3RG9002-0DA00模块。首先、必须确认3RG9002 -0DA00模块与网络上其它型号的模块必须兼容,而且生产上只允许对控制箱内的模块逐个的进行改造。也就是说当3RG9002-0DA00型模块挂在原有的ASI设备网上,控制器AC1014不会报错,模块的地址映射不会出现问题,否则,将影响整个5000PLC系统,造成PLC系统网络组态全部崩溃(通过试验确认组态该模块没有问题)。其次、由于两种模块的安装尺寸不一样,接线方式不一样,现场控制箱必须重新设计、制作。第三、ASI网络内的所有模块电气接线图重新设计,按照设计好的电气原理接线图重新配现场控制箱接线、完成现场控制箱与外部线路对接。第四、对剥片机组整机加工(新ASI模块)控制调试,尤其是改动较大部分。
3.3 模块改造图纸设计
(1)现场控制箱的设计。综合考虑控制箱内模块的数量、内部模块之间的间隙、散热效果、外部进到控制箱里面的对接线上端子、原控制箱进出引线的位置等,设计好每一个控制箱的长、宽、高及安装孔的位置。
(2)模块电气原理接线图设计。在图纸设计的过程中,原有的输入/输出点位一一对应,表1列出AC2808模块和3RG9002-0DA00模块的ASI网络电源、输出电源、输入点、输出点电气接线转换对应关系。除此之外对于输出部分的驱动机构有调速要求的装置,则需要增加中间继电器作相应的转换设计。

表1 两种模块电气接线转换
①该机组的横送运输装置是变频电机驱动,有高、低两级速度控制。JB692控制箱I内ASI2#回路地址为7的模块,它的4个输出点是给到横送运输装置变频器输入板。原AC2808模块中01、02、03-04每对输出接点的一端先短接,然后作为变频器输入板的公共端COM,另一端01是RUN FORWARD指令、02是RUN RESERVE指令、03是H IGH SPEED指令、04是LOW SPEED指令。因此在改造图纸设计中就需要加四个中间继电器K11、K12、K13、K14,通过它们的辅助接点作相应的转换,一方面满足了变频器输入板需要无源点的要求,另一方面又能实现模块与变频器之间电的隔离,见图4为模块输出驱动横送运输机改造前后接线图。

图4 模块输出驱动横送运输机
②剥片机组的剥下提升装置、阴极铜运输机、阴极铜堆垛上部叉、下部叉是通过比率阀控制液压马达驱动,有快、漫两级速度,原设计使用了比率放大器控制。因此在改造图纸设计中就需要加中间继电器作相应的转换,一方面满足了比率放大器需要无源接点的要求,另一方面又能实现模块与比率放大器之间电的隔离。图5为模块输出驱动剥下提升装置的比率放大器改造前后接线图。
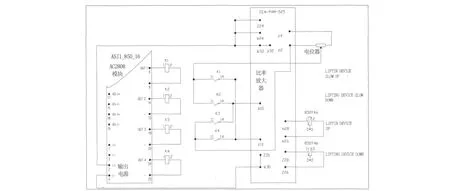
图5 模块输出驱动提升装置的比率放大器
3.4 模块改造及整机加工性能调试
所有改造电气元器件到位以后,按照设计图纸配好每一个控制箱内的ASI网络模块3RG9002-0DA00电气接线,确认没有错误的情况下,对机组进行改造。
(1)旧控制箱的外部接线拆除,并作好标记,方便新控制箱对接,旧控制箱拆除。
(2)新控制箱安装,完成外部线路对接。(3)3RG9002-0DA00模块地址映射。(4)整机控制性能调试,带物料试机,一切正常。
4 结束语
剥片机组ASI网络模块成功改造以后,再没有出现过烧坏模块的现象,充分发挥了剥片机组的控制先进的性能,大大地提高了机组的作业速度,缩短了阴极板的装槽时间,提高了电铜的效益。
REFERENCES
[1] Montageanleitung/Installation instructions AS-i DeviceNet AC1014ifm electronic.
[2] S7-300模块数据设备手册,02/2007,A5E00432670-05.
[3] 周斌主编.机电一体化实用技术手册.兵器工业出版社,1994.
TheM odification of ASI NetworkM odule in StripperMachine
JIANG Guo-min
(Jiangxi Copper Corporation Guixi Smelter,Guixi 335424,Jiangxi,China)
The article introduces structure ofASINe twork module in sheet stripping machine,modification background and plan aswell as design ideas.
Actuator Sensor interface;projection;proportional amplifier
TP273
:B
:1009-3842(2010)01-0088-03
2010-01-05
