“中捷牌”卧式铣镗床主轴结构及精度的调整
2010-09-11侯淑娟刘廷辉钱颖娟
侯淑娟 刘廷辉 钱颖娟 王 静
(沈阳机床股份有限公司,辽宁沈阳 110141)
“中捷牌”卧式铣镗床主轴结构及精度的调整
侯淑娟 刘廷辉 钱颖娟 王 静
(沈阳机床股份有限公司,辽宁沈阳 110141)
“中捷牌”卧式铣镗床是国内著名的产品之一。机床在使用过程中,随着轴承的磨损会使主轴的回转精度及主轴与平旋盘之间的同轴度下降。由于机床结构复杂,精度高,一般用户不了解其结构和调整方法,往往只能求助和等待生产厂的技术人员来处理而影响生产。针对这种情况,将机床的主轴和平旋盘结构和主轴回转精度及主轴与平旋盘之间的同轴度的调整方法作一介绍。
主轴结构 精度 调整
“中捷牌”卧式铣镗床是国内著名的产品之一。在全国用户手中使用的已有几万台,成为机械加工不可缺少的重要设备。但是,机床在使用过程中,随着轴承的磨损会使主轴的回转精度及主轴与平旋盘之间的同轴度下降。由于“中捷牌”卧式铣镗床的结构复杂,机床精度高,一般用户不了解其结构和调整方法,往往只能求助和等待生产厂的技术人员来处理而影响生产。针对这种情况,有必要将“中捷牌”卧式铣镗床的主轴和平旋盘结构和主轴回转精度及主轴与平旋盘之间的同轴度的调整方法作一介绍。
“中捷牌”卧式铣镗床的主轴结构分为两种形式:两层半结构和三层结构。
采用两层半主轴结构形式的产品有TPX619、TPX619A、TPX6113、TPX6113/2等品种。三层主轴结构形式有 T68、TSPX619、TPX6111B等品种。下面分别介绍两种形式的结构及调整方法。
1 两层半主轴结构形式的结构与调整
1.1 两层半主轴结构形式的结构介绍
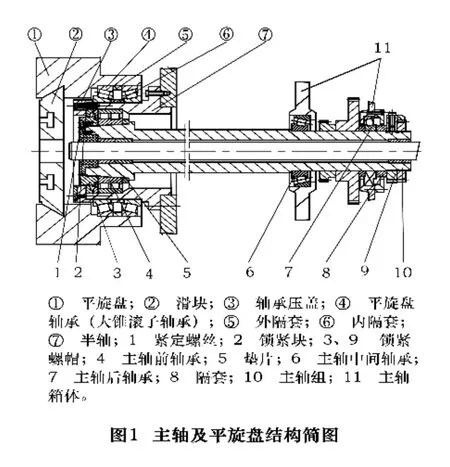
见图1。两层半主轴结构形式的卧式铣镗床的平旋盘①及滑块②是通过一对大锥滚子轴承④支承在半轴⑦上,其中外隔套⑤与内隔套⑥是用来调整轴承预紧力的。而轴承压盖③是用来固定大锥滚子轴承内环的,并使整个平旋盘得到固定。两层半主轴结构形式的卧式铣镗床的主轴组10是通过主轴组前端的主轴前轴承4、主轴中间轴承6和后端的主轴后轴承7分别支承在半轴⑦和主轴箱体11上。锁紧螺帽3是用来消除前轴承4的游隙和固定轴承内环的。主轴组后端的锁紧螺帽9是用来消除轴承6、7的游隙和固定主轴组的轴向位置。
1.2 两层半主轴结构形式的主轴精度的检验与调整
1.2.1 主轴精度的检验
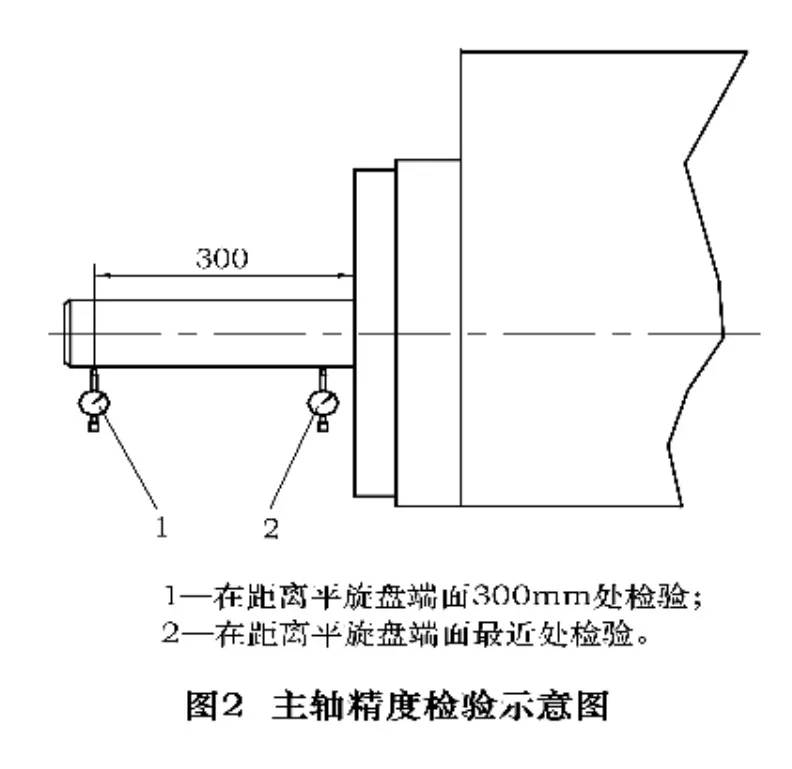
如图2所示,将镗轴分别伸出60 mm、360 mm左右,百分表(或千分表)支架固定在机床工作台上,使百分表的测量触头顶在镗轴上,镗轴做低速回转(20 r/min左右),分别在平旋盘端面最近处和距离平旋盘端面300 mm处进行检验。要求在平旋盘端面最近处测量时,其径向跳动不大于0.01 mm,在距离平旋盘端面300 mm处检验时,径向跳动不大于0.02 mm。
如果在镗轴根部测量时,径向跳动超差,需要对主轴组前轴承进行调整;如果在距离平旋盘端面300 mm处检验时,径向跳动超差,且靠近平旋盘端面处的跳动小不大于0.01 mm时,则需要调整主轴组后轴承。
1.2.2 两层半主轴结构主轴精度的调整
(1)主轴前轴承的调整
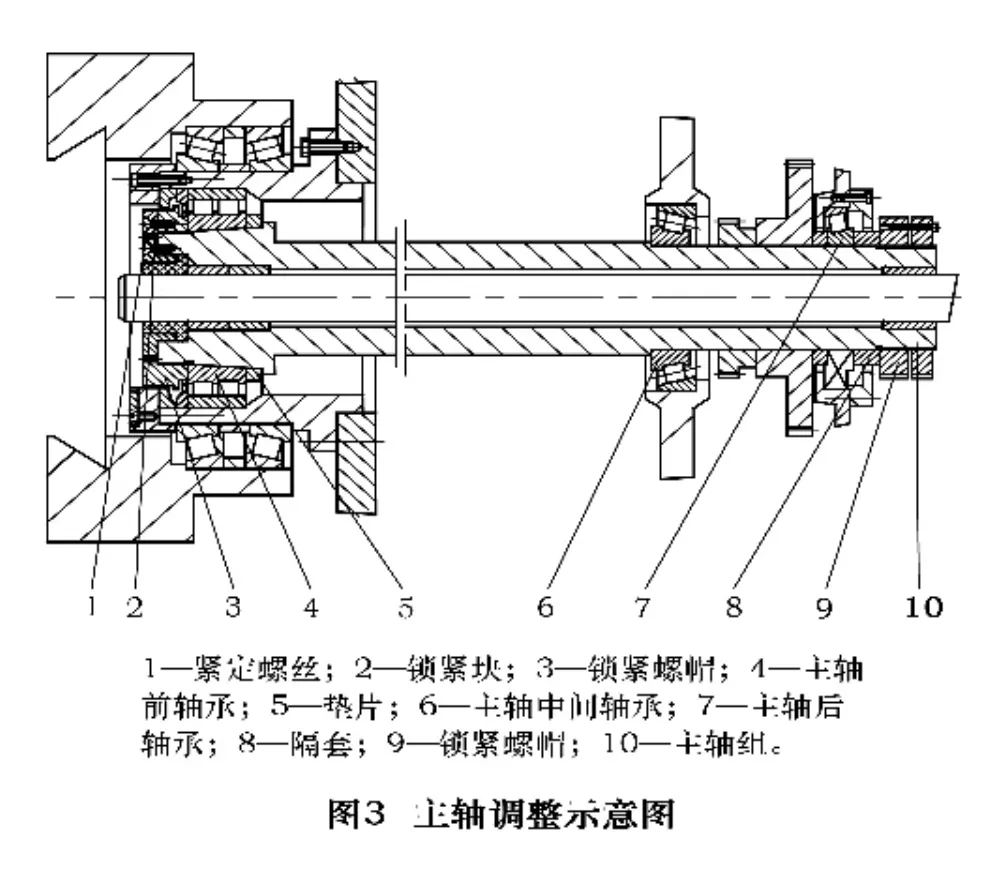
首先,拆去图1中的平旋盘滑块②,见图3。松开紧定螺丝1,拆下锁紧块2,然后拧动锁紧螺帽3,使主轴前轴承得到调整;如果锁紧螺帽3已经拧紧了,主轴精度没有变化则要拆下主轴前轴承,修磨垫片5。调整结束后,装上锁紧块2,紧定螺丝1将锁紧螺帽3锁紧。
(2)主轴后轴承的调整
调整时先松开锁紧螺帽9上的螺钉,然后拧动锁紧螺帽9,使轴承6和7得到调整。调整结束后,再将锁紧螺帽9拧紧,紧固锁紧螺帽9上的螺钉。
1.3 两层半主轴结构主轴与平旋盘加工同轴度的检验与调整
1.3.1 主轴与平旋盘加工同轴度的检验
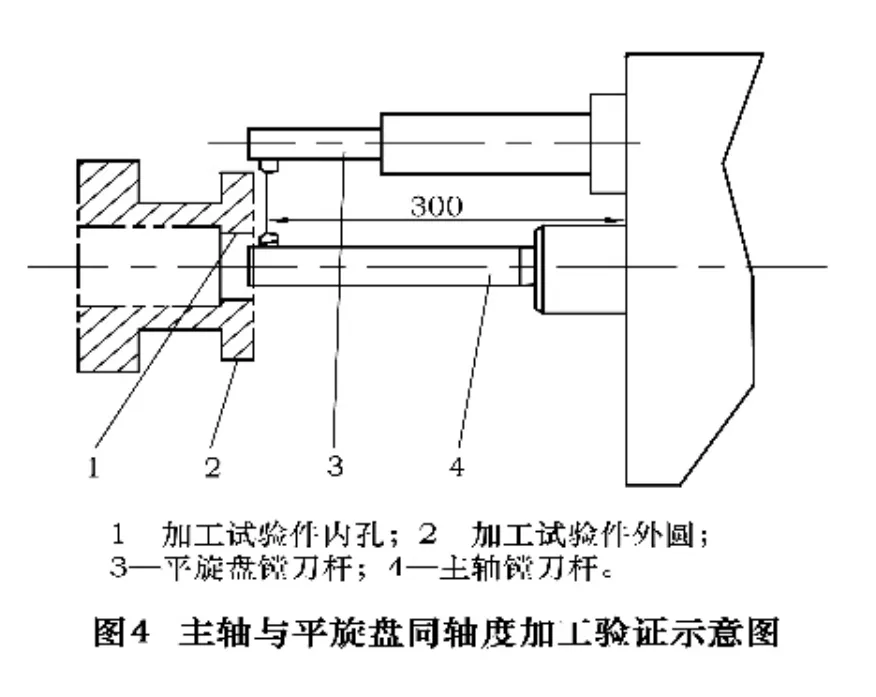
如图4所示,在现场找一个既有内孔1又有外圆2的试验件,将其固定在工作台上。在镗轴上装上镗刀杆4及镗刀,选择合适的切削用量,精镗内孔1。再用平旋盘车刀架或平旋盘镗刀架3及刀具,选择合适的切削用量,精车外圆2。加工过程中最好都使用工作台做进给运动。加工完成后,卸下试验件并将其轴线垂直于水平面放置,用千分尺检验内孔与外圆的尺寸差。其最大与最小的差值就是同轴度误差。最大误差为0.04 mm。如果误差大于0.04 mm,就要对平旋盘的轴承进行调整。
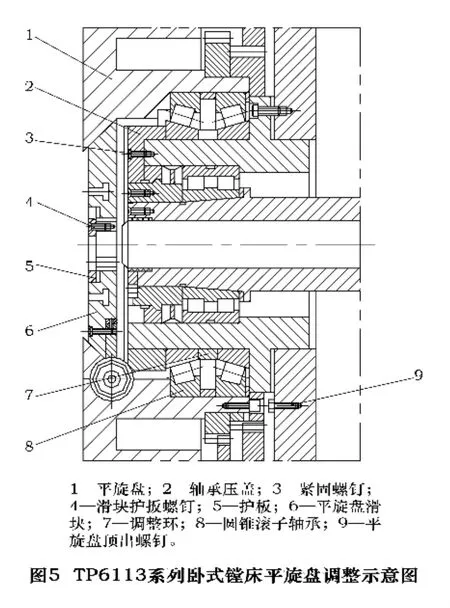
1.3.2 TP6113系列卧式镗床平旋盘圆锥滚子轴承的调整
见图5,首先将滑块护扳螺钉4松开,并取下护板5,再将平旋盘滑块6卸掉,松开轴承压盖的紧固螺钉3,卸掉轴承压盖2,旋动平旋盘顶出螺钉9,卸下平旋盘1和圆锥滚子轴承8,测量圆锥滚子轴承磨损后的间隙并修磨调整环7。考虑到圆锥滚子轴承8的内外环的制造误差,允许将调整环7磨成不等厚形状,其两端面间的平行度误差不大于0.15 mm。
调整结束后,按顺序分别将平旋盘及圆锥滚子轴承,平旋盘轴承压盖,平旋盘滑块,平旋盘滑块护扳等按图示位置重新装好。再重新验证同轴度是否合格。
2 三层主轴结构形式的结构与调整
2.1 三层主轴结构形式的结构介绍
见图6。三层主轴结构形式的主轴组及平旋盘结构形式为平旋盘1和滑块2装在平旋盘主轴4前端并固定。平旋盘主轴4通过平旋盘前轴承5和平旋盘后轴承6支承在主轴箱体10上。厚锁紧螺帽7用来消除前后轴承的游隙并将平旋盘主轴4固定在主轴箱体10中。薄锁紧螺帽8和紧定螺丝9将厚锁紧螺帽7背死,防止松动。
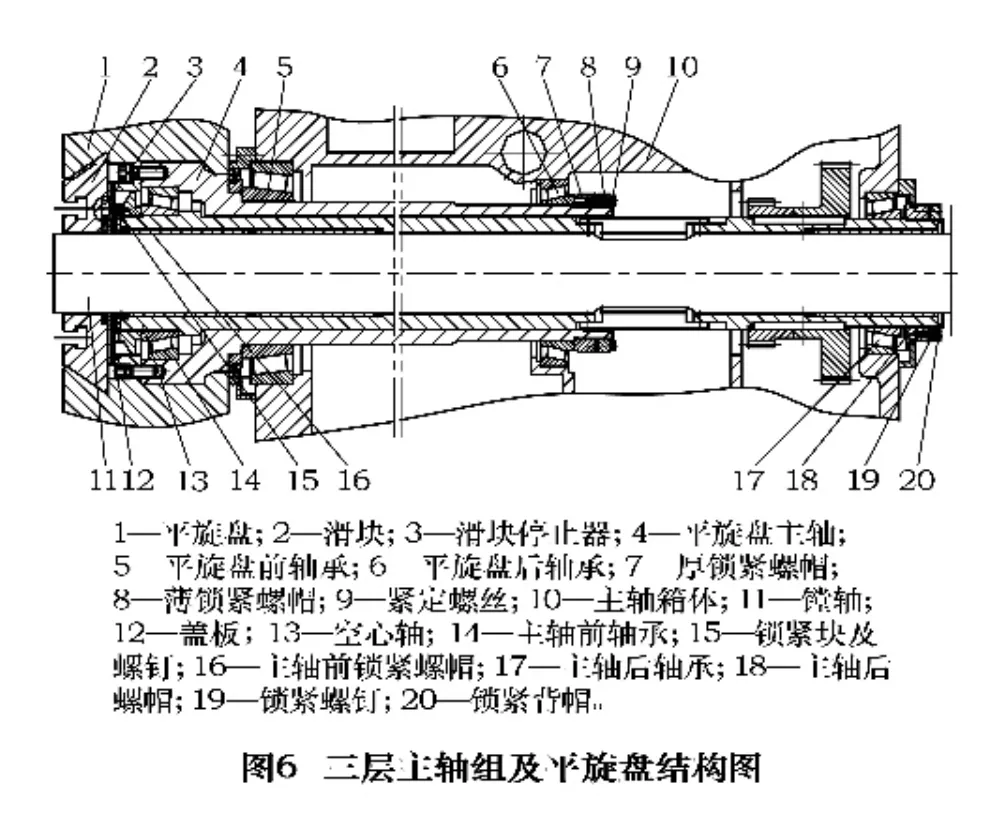
其主轴是由镗轴11和空心轴13共同组成。镗轴11装在空心轴13中,有一对平键把空心轴13的旋转运动传递给镗轴11,镗轴11可以在空心轴13中做轴向移动。空心轴13由主轴前轴承14和主轴后轴承17分别支撑在平旋盘主轴4和主轴箱体10上。主轴前锁紧螺帽16是用来固定主轴前轴承14的,锁紧块及螺钉15用来锁死主轴前锁紧螺帽16,防止在主轴旋转时前锁紧螺帽16产生松动。主轴后螺帽18是用来消除主轴前轴承14和主轴后轴承17的游隙,并将空心轴13固定在平旋盘主轴4和主轴箱体10之间。锁紧螺钉19和锁紧背帽20用来锁紧主轴后螺帽18。
2.2 三层主轴结构形式的主轴精度的检验与调整
2.2.1 三层主轴结构形式的主轴精度的检验
同两层半主轴结构形式的主轴精度的检验。
2.2.2 三层主轴结构形式的主轴精度的调整
(1)主轴前轴承的调整
首先,拆去图6中的平旋盘滑块停止器3、滑块2和盖板12等。然后,卸下螺钉及锁紧块15。拧动主轴前锁紧螺帽16,使主轴前轴承得到调整。调整结束后,装上螺钉及锁紧块15,将主轴前锁紧螺帽16锁紧。
(2)主轴后轴承的调整
首先要把尾部箱的上盖拆下,露出图6中的主轴后螺帽18及锁紧背帽20。然后松开锁紧螺钉19,拧动主轴后螺帽18,使主轴后轴承得到调整。调整结束后,拧紧锁紧螺钉19,将主轴后锁紧螺帽18锁紧。
2.3 三层主轴结构的主轴与平旋盘加工同轴度的检验与调整
2.3.1 主轴与平旋盘加工同轴度的检验
同两层半主轴结构主轴与平旋盘加工同轴度的检验。
2.3.2 主轴与平旋盘加工同轴度误差的判定
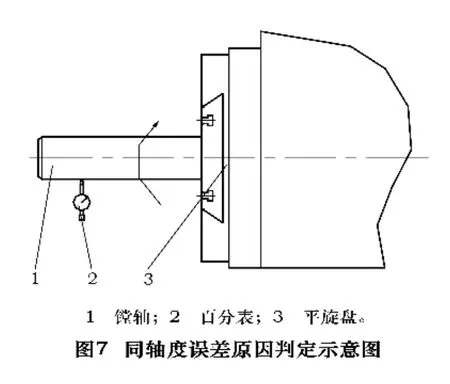
如图7所示,将镗轴伸出约350 mm左右,将百分表支架固定在工作台上,使百分表的测量触头顶在镗轴距平旋盘端面300 mm处的表面上;以16 r/min的速度旋转平旋盘,以外力使镗轴静止不转。检查百分表的最大变化值。如果其最大变化值不大于0.015 mm时,可以排除平旋盘主轴的误差。如果最大变化值大于0.02 mm(或者更大)时,说明装在平旋盘主轴前端内、外锥滚子轴承的回转轴线同轴度误差太大。
2.3.3 主轴与平旋盘加工同轴度超差的原因
(1)主轴箱体主轴前后轴承组成的回转轴线与平旋盘前后轴承组成的回转轴线不同轴,但两个前轴承的回转轴线同轴。现象是切削不合,但是按图7方法检验合格;
(2)平旋盘与主轴的前轴承的回转轴线不同轴。现象是按图2、图7检查均不合格。
2.3.4 处理方法
(1)主轴箱体主轴前后轴承组成的回转轴线与平旋盘前后轴承组成的回转轴线不同轴,但两个前轴承的回转轴线同轴。这就需要分别调整主轴和平旋盘的后轴承。
(2)平旋盘与主轴的前轴承的回转轴线不同轴。重点调整主轴的前轴承。
2.4 平旋盘主轴轴承的调整
首先,要拆掉主轴箱正面上的进给手柄和平旋盘挂车手柄,再拆下主轴箱前上盖。然后,参照图6松开紧定螺丝9拧动厚锁紧螺帽7进行调整。调整结束后,再拧紧紧定螺丝9将厚锁紧螺帽7和薄锁紧螺帽8一道锁死。
注意:在调整轴承时,重点调整轴承的预紧力。这是由于轴承在长期使用中由于磨损产生了游隙。调整的目的是为了消除由于磨损产生的游隙。当调整轴承的预紧力无效时,可采取误差补偿原理,将轴承的内、外环拆下后,旋转180°重新装上。当上述方法仍无效时,就要更换轴承。
[1]《机床设计手册》编写组.机床设计手册[M].北京:机械工业出版社,1986.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Spindle Construction and Accuracy Adjustment of“ZJ“Horizontal Boring&Milling Machine
HOU Shujuan,LIU Tinghui,QIAN Yingjuan,WANG Jing
(Shenyang Machine Tool Co.,Ltd.,Shenyang 110141,CHN)
“ZJ”horizontal boring and milling machine series are one of the most famous domestic machine tools.During the operating period,the rotary accuracy of the spindle will be out of tolerance because of the worn-out of the bearings,which may also bring tolerance for the coaxial accuracy between the spindle and facing head.Because of complex construction and high accuracy,general customers don't know the construction and how to adjust,they have to ask help from the expert of the manufacturer and wait for feedback,it will influence the production.In this case,we think it is necessary to make a introduce for the construction of spindle and facing head,adjustment of rotary accuracy of spindle,and adjustment of coaxial accuracy between spindle and facing head.
Spindle Construction;Accuracy;Adjustment
(编辑 孙德茂) (
2010-01-18)
10937
