多股簧数控机床设计及其张力控制系统的研究*
2010-09-11王时龙田志锋彭玉鑫
王时龙 田志锋 彭玉鑫 周 杰 康 玲
(重庆大学机械传动国家重点实验室,重庆 400044)
多股簧数控机床设计及其张力控制系统的研究*
王时龙 田志锋 彭玉鑫 周 杰 康 玲
(重庆大学机械传动国家重点实验室,重庆 400044)
分析了多股簧成型原理,并设计出新型的多股簧机床,同时,利用pro/e对其进行了仿真分析。针对钢丝张力控制系统特点,设计了一套自适应模糊控制器。通过在simulink中的仿真,证明了该系统响应迅速,控制精确的特性。运用该张力控制系统,实现了在多股螺旋弹簧加工过程中对张力的实时精确控制,达到了加工工艺要求。
多股簧数控机床 设计仿真 张力控制系统 自适应模糊控制
* 国家杰出青年科学基金(50925518);国家自然科学基金(50775226);国家“高档数控机床与基础制造装备”科技重大专项(2009ZX04001-081和2009ZX04011-041);教育部科学技术研究重点项目(109129);重庆市科技攻关计划项目(CSTC2009AC3049)
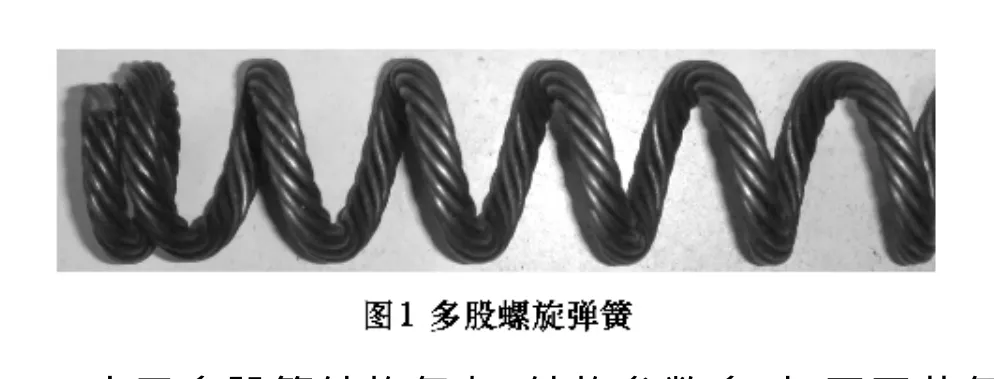
多股螺旋弹簧(简称多股簧)是由多根钢丝绕成钢索后卷制而成的圆柱螺旋弹簧(图1),与单股弹簧相比,吸收冲击能力强,有更好的强度及独特的吸振、减振效果。因而它是航空发动机和大口径自动武器等产品的关键零件。
由于多股簧结构复杂、结构参数多,加工工艺复杂,故针对其结构及成型特点,我单位研发了第一代多股簧数控机床。但在实际加工过程中,原机床暴露出许多缺点。如人工穿钢丝时间较长,约为加工时间的3~5倍。同时,钢丝张力控制结构不合理,在加工过程中,经常出现张力控制滞后、钢丝张力不均甚至钢丝拧断的现象,因此,废品率较高,影响了多股簧的产品质量。
为进一步提高多股簧加工精度和产品质量,减少人工穿丝劳动量,实现多股簧加工的自动控制,开发出一种新型多股簧数控机床,以满足多股簧的加工要求。
1 多股簧数控加工机床的加工工艺分析
1.1 多股簧成型过程原理
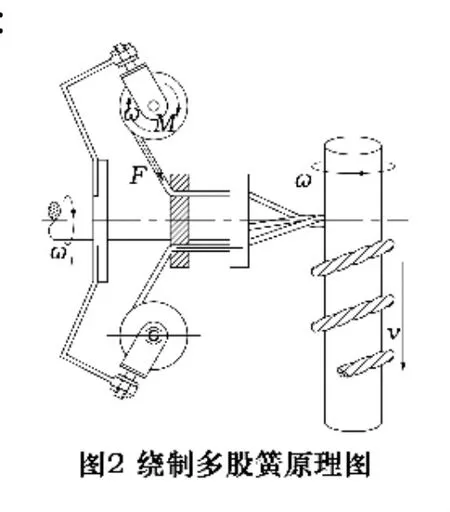
目前,根据多股簧的结构特点及成型原理,多股簧的加工方法一般有两种:一种是拧钢索与卷弹簧同时进行;另一种是先拧成钢索再卷绕成簧。第一种卷制方法,可在经适当改装的普通车床上进行,具有卷制质量较好、生产效率高等特点,因此是国内外常用的一种方法。
多股螺旋弹簧的加工方法如图2,左端拧索机构以ω1旋转,将多股钢丝拧成钢索(简称为簧杆),绕簧轴以角速度ω旋转并以恒速度v移动将钢索绕成圆柱螺旋弹簧。
1.2 多股簧四轴联动的速度匹配
图2中拧索与绕簧同时进行的卷制方式,要求拧索轴与绕簧轴之间的速度进行精确匹配。各股钢丝在被拧成钢索的过程中,钢丝产生了一次螺旋成型,而在卷簧过程中,钢索则被绕制成弹簧形状又一次发生了螺旋成型,可见,钢丝在经过拧索和绕簧后共发生了两次螺旋成型,可以看成是双螺旋线的叠加。
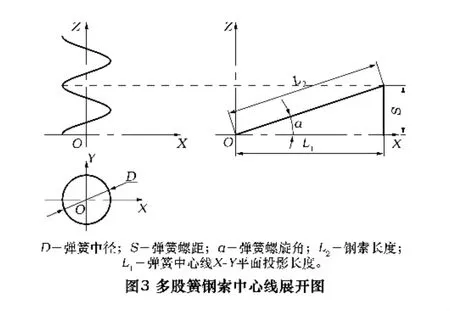
由图3可计算出钢索中心线展开长度:

若假设绕簧主轴的转速为n,那么根据多股簧卷制过程中各轴的联动关系可以得出如下计算公式:
外层拧索轴转速n1:

中层拧索轴转速n2:

纵向进给轴转速n3:

式中:S1为外层钢索的索距;S2为中层钢索的索距;L为纵向进给轴的丝杆螺距。
根据以上参数关系,即可实现多股簧绕簧过程中的四轴联动的速度匹配。
2 多股簧数控机床设计与三维实体建模
2.1 多股簧机床总体方案设计
根据以上所述多股簧加工原理,设计出新型多股簧机床如图4所示。其包括机床架、拧索装置、绕簧装置和自动控制系统。
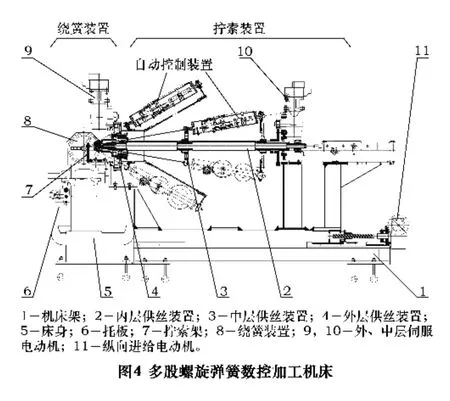
拧索装置包括拧索架、内层供丝装置、中层供丝装置和外层供丝装置。拧索架的设置位置与内层供丝装置、中层供丝装置和外层供丝装置出索端部对应。
内层供丝装置为中心供丝套管,中心供丝套管沿中心线穿过中空主轴,其进丝端设置内层钢丝张力控制器,内层钢丝通过内层钢丝张力控制器引出并穿过中心供丝套管至拧索架。
中层供丝装置包括中空主轴、中层供丝支座和用于驱动中空主轴转动的中层伺服电动机。中空主轴两端支撑于机床架并与其转动配合。中层供丝支座与中空主轴在圆周方向固定配合。中层供丝支座上设置中层钢丝张力控制器,每根中层钢丝通过一个中层钢丝张力控制器引出,经中层供丝支座的法兰孔引出并穿过中层供丝套管至拧索架。
外层供丝装置包括外层供丝支座和用于驱动外层供丝支座转动的外层伺服电动机。外层供丝支座位于中层供丝装置转动轨迹外圆周并与中空主轴转动配合。外层供丝支座上设置外层钢丝张力控制器,每根外层钢丝通过一个外层钢丝张力控制器引出至拧索架。
以上拧索装置每个张力控制器抽丝轴线与主轴轴线的夹角相应与多股簧的内、中、外层各钢索螺旋角相等,保证了钢丝在抽丝、拧索,多股簧绕制的整个过程中能够使钢丝处于与钢丝轴向重合的拉力作用。
2.2 机床三维实体建模
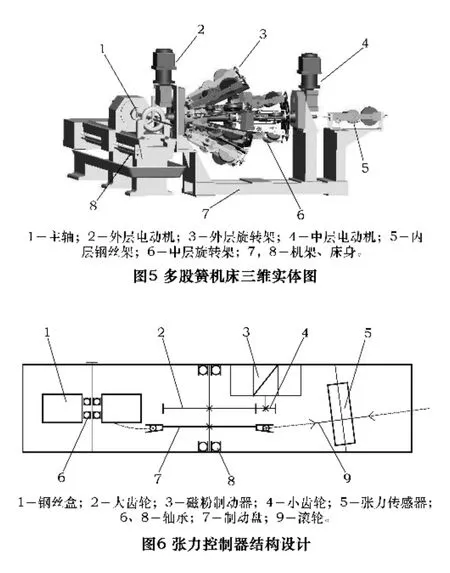
在加工过程中,生产具有三层结构的有芯多股簧(内层为单股钢丝),要求机床须具备四个加工轴,即:中层拧索轴、外层拧索轴、绕簧主轴及用于控制弹簧节距的纵向进给轴。运动方式是实现四轴精密联动,同时由于其结构复杂、部件多,平面图难以检查其结构、运动的干涉、运动轨迹的正确性和数学模型的准确性。本文运用Pro/E软件强大的三维实体建模、虚拟装配和运动仿真模块对机床进行设计。建立三维实体如图5所示。
3 张力控制系统的研究
多股簧是由多股钢丝拧成的钢索缠绕而成的,其性能的好坏在很大程度上取决于钢索的索距是否均匀。因为如果其索距不均匀,在多股簧工作时,各股钢丝之间的受力不均会使个别受力较大的钢丝发生早期磨损或断裂。因此,为了让钢索的索距均匀,采取何种张力控制方案来保证各股钢丝张力的稳定性和一致性作为关键技术,对多股螺旋弹簧的质量起着至关重要的作用。
3.1 张力控制系统结构设计
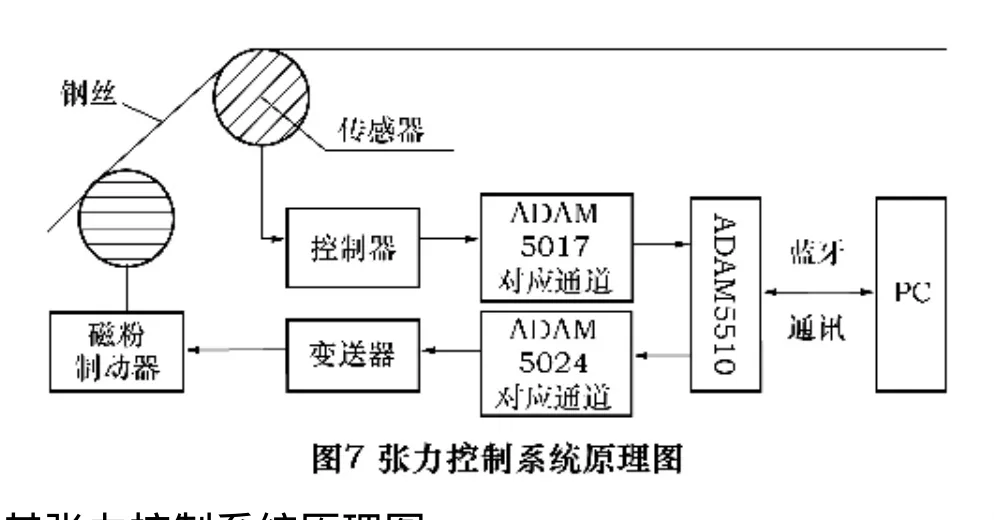
张力控制方案如图6所示。虚线部分为钢丝,绕簧过程中,绕簧主轴转动,经制动盘7后,绕过传感器5上的滚轮9出丝到工作路径中,其中检测机构为传感器5,控制调节机构为磁粉制动器3,其调节原理为:利用磁粉磁化时所产生的剪力来制动,磁粉链抗剪力与磁粉磁化程度成正比,即制动转矩的大小与绕组中的激磁电流的大小成正比,故可通过改变磁粉制动器中的激磁电流即可调节其扭矩。
3.2 张力控制系统工作原理分析
为保证各股钢丝受到恒定张力,本文采用台湾研华公司的ADAM-5510数据采集控制器对张力大小进行严格控制。该系统由PC机、ADAM5510、ADAM5017输入模块、ADAM5024输出模块、张力传感器及其控制器、磁粉制动器及其变送器、蓝牙设备等组成。图7为其张力控制系统原理图。
钢丝经由钢丝盒抽出后,其张力大小由磁粉制动器恒定。在其进入拧索加工之前,由张力传感器检测其实际张力,并将检测信号输入ADAM5017输入模块,经ADAM-5510控制器处理后,将控制信号反馈给ADAM5024输出模块,从而控制磁粉制动器补偿张力差值,形成一个负反馈闭环系统。
4 张力控制算法的研究
结合各种控制算法优缺点及多股簧加工的实际特点,本文采用了带自调整因子的张力模糊控制方案。该控制方案不仅具有一般模糊控制器的优点,还可以体现在全论域范围内,根据误差大小自动调整误差对控制作用的权重,模仿人的控制思维,使控制效果更平稳,更精确。
4.1 基于多股簧张力控制系统的自适应模糊控制器设计
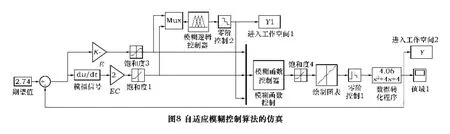
结合张力控制设备的动态特性研究所得的数据,设计了基于多股簧张力控制系统的自适应模糊控制器。表1为其自调整因子的模糊控制表。
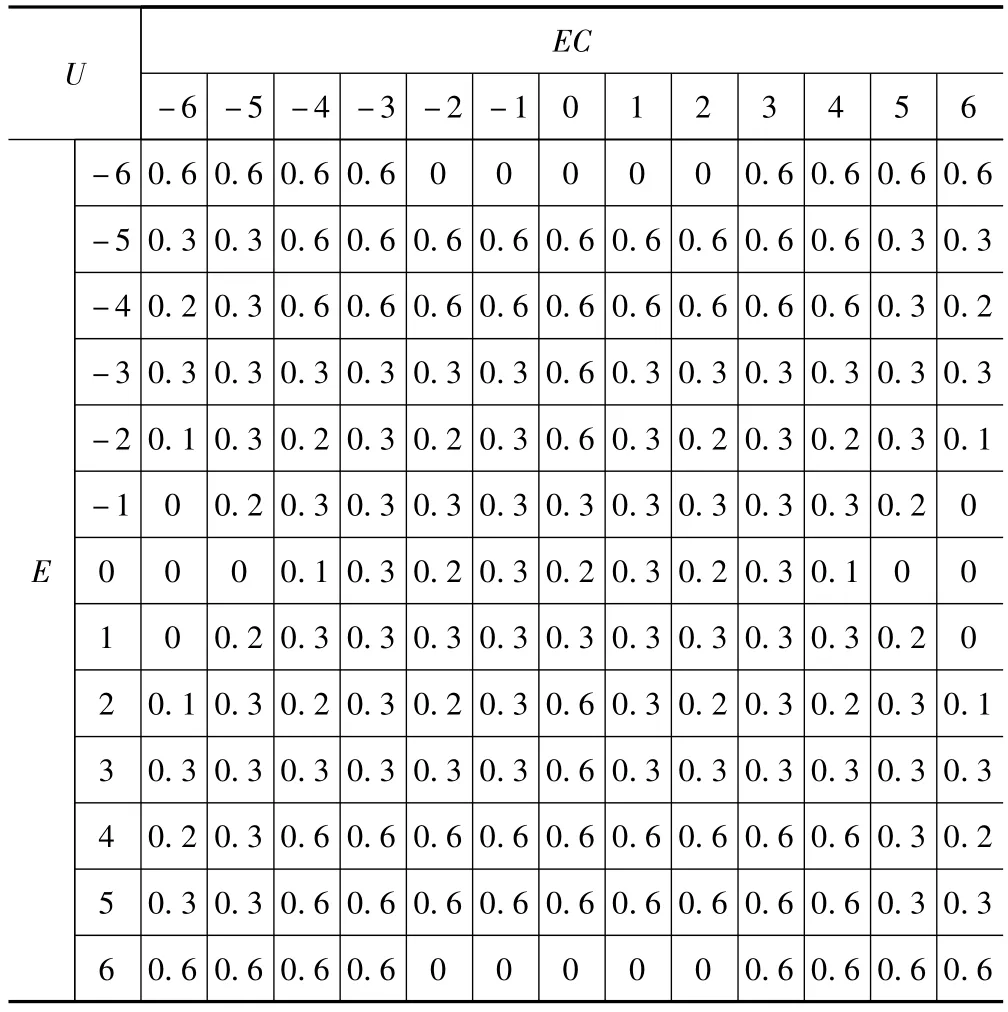
表1 自调整因子的模糊控制表
4.2 对自适应模糊控制算法仿真
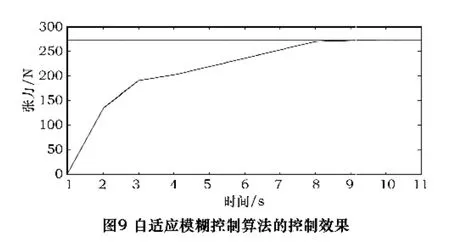
为验证带自调整因子的模糊控制器对多股螺旋弹簧各股钢丝张力的控制效果,课题组以外层一股钢丝的张力控制为例,利用MATLAB/simulink软件进行了自适应控制仿真,控制过程如图8所示。并和传统PID算法和普通模糊控制算法进行比较,根据仿真的结果验证了带自调整因子的模糊控制器的性能优势且能够实现对钢丝张力的精确实时控制。
控制效果如图9所示。其仿真结果表明,各股钢丝张力能够在11 s内得到稳定并接近于张力理想值。由此验证了该控制方案的可行性,并具有控制稳定及响应迅速的特点。
4.3 基于自适应模糊控制算法的控制程序
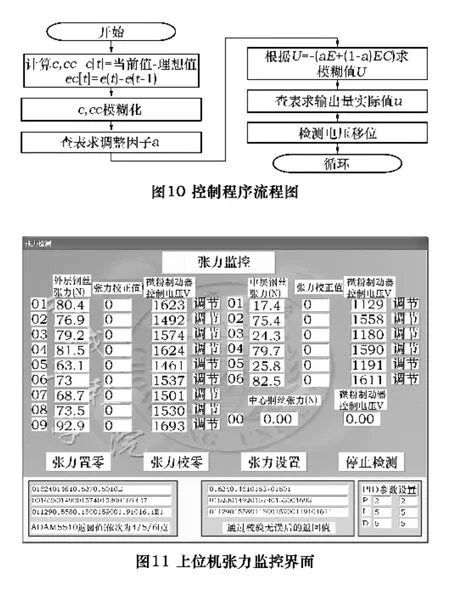
基于多股簧张力控制的自适应模糊控制规则,编写了新的研华5510程序。其流程图如图10所示。
5 张力模糊控制系统的运用
将这股钢丝的模糊控制系统按照相同方法推广到其他各股钢丝张力控制机构,即可实现对各股钢丝张力的精确控制,达到极好的控制效果。图11是在PC机上通过C++builder开发的张力监控界面,从图上可以看出12股受控钢丝(外层#1-#9,中层#2、#4、#6)的所受张力满足控制要求,稳定在期望值的( -20 N+20 N)内。
6 结语
对现有的多股螺旋弹簧的加工设备进行全新设计,全面实现自动化生产,能够实现各装置之间精确的转速匹配,精确控制钢索钢丝索距和弹簧螺距,生产过程中还能严格地保证各股钢丝的张力互相均匀以及大小互相一致,保证多股簧加工完成之后的回弹量,从而保证成品多股螺旋弹簧的质量和延长使用寿命。
设计了钢丝的自适应模糊张力控制器。仿真实验及多股螺旋弹簧绕制实践过程中,实现了对张力的精确实时控制,达到多股螺旋弹簧的加工工艺要求。
[1]朱骥北.控制工程基础[M].北京:机械工业出版社,1997.
[2]于道文.多股螺旋弹簧的动应力及其有效寿命[J].南京理工大学学报,1994(3):24 -28.
[3]张晓峰,张毅.高精度多股螺旋弹簧数控加工机床设计[J].机床与液压,2006(12):44 -45.
[4]杨建锁,王时龙,周杰,等.多股螺旋弹簧加工机床数控系统的研究[J].组合机床与自动化加工技术,2007(6):46 -48.
[5]周杰,彭玉鑫,王时龙,等.多股螺旋弹簧数控机床结构设计与控制系统改进[J].组合机床与自动化加工技术,2009(10):71 -74.
[6]M.Paredes,M.Sartor,C.Masclet.An optimization process for extension spring design[J].Computer Methods in Applied Me·chanics and Engineering,2001,191(8):783 -797.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design and Study on Tension Control System of Stranded Wires Helical Spring Machine Tool
WANG Shilong,TIAN Zhifeng,PENG Yuxin,ZHOU Jie,KANG Ling
(State Key Lab of Mechanical Transmission,Chongqing University,Chongqing 400044,CHN)
王时龙,男,1966年生,博士、教授、博士生导师,院长,主要研究方向:制造自动化、机械设计及理论等,已发表论文70余篇。
p
2010-01-16)
10920
