基于PLC 的焦炉机械设备自动控制
2010-09-10魏光辉胡玉鑫
魏光辉 姜 平 胡玉鑫
(长春工程学院,吉林 长春 130012)
1 引言
目前PLC 在工业控制系统中的应用具有许多优点,有着极强的生命力。它体积小、安装简单、编程及维修方便、适用于复杂的工业控制环境及快速的响应功能都是令人有口皆碑的。更令人们感兴趣的是PLC 可以迅速进行更改以适应新的或变化了的使用条件,这对电气设计人员来说是十分灵活方便的。假如设备生产工艺改变,仅改变一下编制的程序即可,而不用像继电器、接触器控制系统那么繁琐地修改线路。另外,它的体积小也解决了焦炉设备上空间小的矛盾,它的远程处理功能大大减少了电气室与司机室的连线。
2 PLC 程序及典型梯型图
本PLC 程序有其自身的规律可循,归纳概括如图一所示。控制系统的输入、输出通过I/O模块来实现。中间环节由PLC 软件来实现。此控制系统的输入信号指令元件有旋钮、按钮、限位开关等,输出信号执行元件有接触器、液压电磁阀、气动阀、信号灯等。下面针对PLC 软件的每一个环节进行介绍。
2.1 输入处理
焦炉设备是移动的机械,车上限位开关较多,车辆在移动过程中限位开关易产生误动作。限位开关的误动作信号输入PLC,将直接影响PLC 自动程序的执行。因此,正确地输入信号是PLC 自动执行程序的保证,为此设置了PLC 输入处理功能(既限位开关抖动检查功能),针对不同型号的PLC 可有不同的处理方法。
2.2 联锁
焦炉设备分为几个大车,每一个车都是独立的,控制系统也是独立的。一个车上根据机械设备的构成可分为几个或十几个动作单元,一个动作单元里又分为几个或十几个动作,每一个动作既有与本单元其它动作的联锁,又有与其它单元动作的联锁,这个联锁就是在每一个动作中进行PLC 手动时的起动条件、运行条件的成立与不成立的判定。联锁条件归纳如下:
PLC 手动起动联锁;PLC 手动运行联锁;PLC 自动起动联锁;PLC 自动运行联锁这四种联锁贯穿在每一步动作中,联锁条件的确立必须充分了解设备的工艺要求。此部分编程较为方便,就是利用PLC 的常开、常闭点将联锁条件罗列即可,难点在联锁条件的确立。确立联锁条件需要设计人员掌握做某一步动作时其它动作所应处的状态。起动联锁、运行联锁是两个独立的联锁条件,起动时只有起动联锁条件满足才可以起动,运行联锁也同理。联锁条件不具备发生联锁欠落,操作台上有联锁欠落信号灯,PLC程序控制此信号灯显示。
2.3 方式选择
焦炉设备的每一个动作单元里均设有自动、手动、断、紧急手动四种工作方式,方式选择就是处理单元自动、PLC 手动、断、紧急手动的转换。
2.4 程序步
焦炉设备一个车上根据机械设备构成可以分为几个或十几个动作单元,在每一个动作单元里有几个或十几个动作,把每一个动作看作一步,程序步控制内容既为按照单元自动流程要求,动作依次进行,直到该单元动作完成。程序步标准阶梯,如图2 所示。
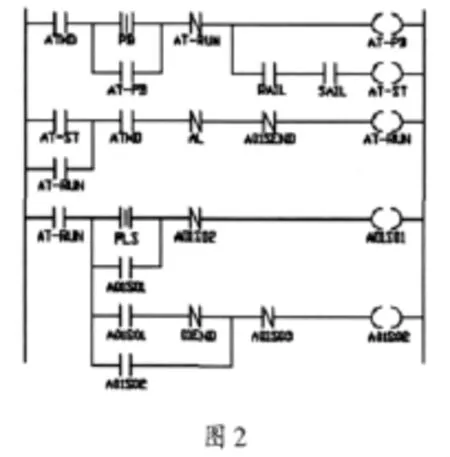
图2 中符号说明:
ATMD:自动方式;ATPB:自动按钮;RAIL:运行联锁;SAIL:起动联锁;AT-ST:自动起动;AL:故障;A01SEND:第一动作单元结束;ATRUN:自动运行;A01S01:第一单元第一步;A01S02:第一单元第二步;01END:第一步结束。
2.5 一次动作
程序步的每一步动作称为一次动作。这套软件的自动化程度高关键就在每一步动作中或有重做或有跳步或有超时检查功能。某一步动作具体具有哪种功能是根据设备机械工艺而定。下面分别介绍这三种功能。
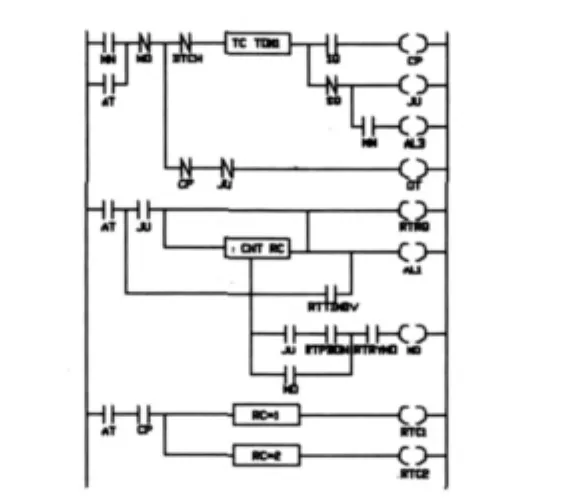
图3
2.5.1 重做
标准阶梯图,如图3所示。
重做就是将某一步动作完成所需要的检测时间通过程序予置到PLC 的寄存器中,某一步动作开始时寄存器中的数据传送到定时器,定时器开始定时,在规定的时间内动作完成发出此步动作完成指令。如果此步动作没有完成,则发出重做请求指令,操作台面设有重做显示灯及按钮,按下此按钮进行重做,首先此步动作先逆动作1 秒,之后进行正动作,进行正动作的同时重复开始时程序。如果每一次重做没有成功,程序设计允许重做二次,此时可进行二次重做,若第二次仍没完成,则发生AL1 故障,此时必须停止工作,检修故障点。
2.5.2 跳步
跳步就是将此步动作跳过去,它的设置是此步机械动作在规定时间内没有完成,不影响整个单元自动程序的执行,跳步发生就将此步跳过去,接着完成余下的工作。跳步也是将某一步动作完成所需要的时间通过程序予置到PLC寄存器中,这一步动作开始时寄存器中的数据传送到定时器,定时器开始定时,在规定的时间内动作完成,发出此步动作完成指令,如果此步动作没有完成则发生跳步,跳步发生时手动时进行AL3 故障报警,自动时进行AL2 报警。
2.6 故障
每单元超时、重做、跳步、联锁欠落发生时均产生故障。故障处理有两种方式:一种是在程序中处理成打印文字数据,PLC 连接一打印机将故障内容直接打印出来,针对不同型号的PLC 处理成打印文字数据的方法也不同。另一种是故障报警,设计时设置一个蜂鸣器、一个电铃,由PLC 输出接口控制,蜂鸣器为轻故障报警,电铃为重故障报警。故障AL2(跳步)、重做要求中蜂鸣器报警,故障AL1(重做失败)、故障AL3(超时),联锁欠落发生时电铃报警。
2.7 灯表示
(1)动作表示部位
a.连续亮灯。根据限位开关的接通灯亮。根据限位开关的断开灯灭。b.缓慢闪亮--自动条件不成立部位的显示。单元自动开始时,由于起动条件不成立开始闪亮。起动条件成立或单元自动断开闪亮停止。c.急闪--故障(延时)部位显示。单元自动及PLC 手动时,AL1、AL3 故障、联锁欠落发生时开始闪亮。把运转方式切换到断或紧急手动时闪亮停止。
(2)重做-重做要求显示
单元自动重做发生时灯亮。重做按钮(PB)按下或灯亮后60 秒或单元自动断开时灯灭。
(3)跳步--跳步发生显示
单元自动时跳步(AL2)发生灯亮。
灯亮后5 秒或单元自动断开灯灭。
(4)作业超时--作业超时发生显示
单元自动及PLC 手动时作业超时AL1、AL3发生灯亮。
把转换开关转换到断或紧急手动灯灭。
(5)联锁欠落--运行条件欠落显示
单元自动及PLC 手动时运行条件欠落发生灯亮。
把运转方式切换到断或紧急手动灯灭。
3 结论
综上所述,不难看出这套软件自动化程度较高,其中步序控制是一特点,在每一步动作中,不但具有故障检测,同时又能进行故障处理,并且通过观察由PLC 输出接口控制的操作台面上的信号灯很容易判断故障发生部位,为设备的维修带来了很大的方便。这套软件的开发成功,使焦炉机械设备实现了单元自动控制并具有故障检测及处理功能,也使焦炉机械设备的电气控制水平有了质的飞跃,此套软件经现场运行验证,已处于国内领先地位,大大缩短了与国际先进水平的差距。
[1]宫淑贞,王冬青,徐世许.可编程序控制器原理及应用[M].人民邮电出版社,2002年7月.
[2]W353-C1-04,可编程控制器编程手册[S].
[3]W352-C1-06(H),可编程控制器操作手册[S].
