钎焊多层金刚石薄壁钻的性能研究①
2010-09-09周玉梅刘燕吕智
周玉梅,刘燕,吕智
(1.仲恺农业工程学院机电工程学院,广州 510225;2.桂林矿产地质研究院,桂林 541004)
钎焊多层金刚石薄壁钻的性能研究①
周玉梅1,刘燕2,吕智2
(1.仲恺农业工程学院机电工程学院,广州 510225;2.桂林矿产地质研究院,桂林 541004)
采用钎焊法制备多层金刚石薄壁钻,并对空白胎体及孕镶胎体的密度、抗弯强度等机械性能和钻头的使用性能在相同的工艺条件下与烧结钻头进行对比。结果表明:钎焊空白胎体和孕镶胎体的密度高,抗弯强度较大。钎焊钻头金刚石的出刃高度比烧结钻头提高了12.5%。钎焊钻头比烧结钻头的使用寿命提高了17.75%,但效率降低了4.63%。
钎焊;多层;金刚石薄壁钻头;性能
Abstract:The multilayer thin-walled diamond drill bit was fabricated by brazing in this paper.The density and bending strength of impregnated matrix and matrix w ithout diamond grits,and the protrusion of diamond grits of the brazed multilayer thin-walled diamond drill bit were compared to that of the sintered drill bit at the same conditions.The results showed that the brazed matrix had the higher density and bending strength,the protrusion of brazed diamond grits was increased by 12.4%.The service life of brazed thin-walled drill bit was increased by 17.75%,but the efficiency was decreased by 4.63%.
Keywords:brazing;multilayer;thin-walled diamond drill bit;performance
1 引言
金刚石薄壁钻广泛用于混凝土、钢筋混凝土、水泥、沥青马路、玻璃、石材、硬质砖石等非金属硬脆材料的钻孔及取样,是工程建设不可缺少的消耗工具之一。目前,金刚石薄壁钻的钻齿一般是金属粉末和金刚石通过热压烧结制成的,在工作中钻齿内外侧同时受剪切力和强烈冲击,烧结钻头极易失效,寿命较短。近年来,钎焊法制造的金刚石工具由于金刚石出刃高,容屑空间大,且钎料合金与金刚石的润湿性好,能与金刚石表面形成化学冶金结合,金刚石和基体之间的结合强度高而成为国内外超硬材料工具的热门研究领域[1,2]。然而,迄今为止钎焊法大多局限于制造单层工具,用于制造多层(孕镶)工具的研究较少。笔者曾研究了钎焊单层和多层金刚石取孔钻并与电镀金刚石取孔钻进行了对比,发现其寿命和效率都高于电镀工具[3,4]。但钎焊多层工具与烧结工具的对比研究未见报道。
本文采用钎焊法制造多层金刚石薄壁钻,并对空白胎体、含金刚石胎体(孕镶胎体)的密度、抗弯强度等机械性能和钻头的使用性能在相同的工艺条件下与普通烧结金刚石薄壁钻进行了对比。
2 试验方法
本实验采用的原材料主要为粒度为48μm的N i-Cr(76w t.%N i-14w t.%Cr-10w t.%P)合金粉末,40/50目JR3金刚石,其他材料为烧结工具常用的金属粉末。将原材料混合均匀,量取一定的重量在石墨模中装模预压,然后在热压烧结炉中制备钻齿和测试试样。
制备尺寸为30mm×12mm×6mm的烧结和钎焊试样各5件进行密度和抗弯强度测试,其中密度用重量尺寸法测定,在W E-30型液压式材料万能测试机上进行抗弯强度的测定,并用扫描电镜观察试样的断口形貌。将烧结和钎焊钻齿间接焊接在Φ63薄壁钻钢基体上,在ZZH-200K钻机上进行开刃,采用偏光显微镜均取10个点测其平均出刃值。将烧结和钎焊钻齿分别焊接在Φ63薄壁钻钢基体上制成钻头,然后进行钻进钢筋混凝土实验,对比两者的使用性能。钻进孔深为30cm,每只钻头共钻进10个孔,用秒表和游标卡尺测量钻进钢筋混凝土总时间(t)、钻进钢筋时间(t1)、钻切钢筋面积(S)和钻齿齿高磨损量(Δh)。
3 结果与讨论
3.1 密度及抗弯强度
烧结和钎焊试样的密度对比如图1a所示,可以明显看出钎焊试样的空白胎体和孕镶胎体的密度均比烧结试样高,尤其含金刚石胎体差别较大,这说明钎焊试样胎体的致密度较好。目前,在评论胎体的性能时,一般都采用抗弯强度这一参数[5]。由图1b可以看出,胎体中加入金刚石后,无论使用钎料与否,其抗弯强度均有不同程度的下降。钎焊试样空白胎体及孕镶胎体抗弯强度均略高于烧结试样,并且相对于空白胎体来说,钎焊试样抗弯强度的下降量也相对较小。这说明了钎焊试样胎体对金刚石的包镶能力较强,胎体与金刚石结合比较牢固。

图1 烧结和钎焊钻头密度(a)和抗弯强度(b)对比Fig.1 Comparison of density(a)and bending strength(b)between sintered and brazed drill bit
当孕镶胎体受拉伸力的作用时,主要的负荷落在基体部分,金刚石磨粒是否起分摊部分负荷的作用,完全取决于金刚石与基体之间的结合强度。在三点弯曲试验加载过程中,由于烧结孕镶胎体中金刚石与基体之间除了机械包镶力之外,基本上没有冶金结合力。随着负荷的增大,首先在金刚石与基体之间产生裂纹,使所加负荷全部由基体部分承担,金刚石没有分担任何拉伸负荷。并且,由于金刚石与基体分离形成的孔洞产生了应力集中,加速了其断裂的过程。因此,若金刚石与基体之间没有形成冶金结合的话,尤其是试样中位于表面金刚石分布较多的话,其抗弯强度会比空白胎体有较大幅度的下降,在本实验中下降24%。当胎体中加入活性钎料后,一方面,由于活性元素Cr与金刚石形成铬的碳化物[3],另一方面,根据Cr-Co相图,在热压条件下,Cr又会与Co形成有限固溶体,使金刚石与基体之间的结合强度得到改善[6]。本实验中钎焊金刚石孕镶胎体的抗弯强度比烧结金刚石孕镶胎体提高了3%。这是因为在三点弯曲试验加载过程中,由于金刚石与基体在某些地方形成了较强的冶金结合,加到试样上的负荷由基体和金刚石共同承担。由于金刚石本身的强度相当高,随着负荷的增加,金刚石本身并不发生断裂,一般在金刚石与基体结合部位或附近首先产生裂纹,而后引起试样的断裂。
图2是抗弯强度试样断口微观形貌。烧结试样中大多数金刚石脱落,脱落坑很光滑,并有金刚石结晶花纹的印痕(图2a)。金刚石与胎体之间的缝隙较大,金刚石只是镶嵌在胎体中(图2b)。钎焊试样中金刚石脱落后形成的坑形状不规则,且在断裂过程中产生了裂纹(图2c),这是由于金刚石与胎体之间具有比较大的结合力,在试样断裂的过程中金刚石带走了一部分胎体所致,金刚石与胎体之间结合较紧密(图2d)。
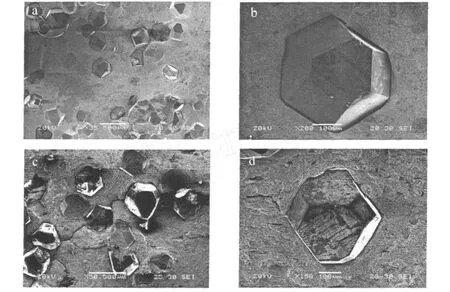
图2 烧结(a,b)和钎焊(c,d)试样断口微观形貌Fig.2 SEM images of fracture morphologies of sintered(a,b)and brazed(c,d)sample
3.2 金刚石出刃高度
孕镶钻头唇面金刚石的出刃高度是表征其钻进性能的重要技术指标[7]。从图3可以测出,钎焊钻头比烧结钻头金刚石的出刃高度提高了11%。一般来说钎焊单层金刚石的出刃高度可高达70%[8],这说明了金刚石出刃值还可以提高25%左右。究其原因,单层工具中钎料是直接和金刚石接触,并在钎焊过程中直接浸润金刚石使之与钎料牢固地粘结在一起。而多层(孕镶)工具中钎料是和金刚石与胎体金属粉随机混合在一起的,钎料未能够直接完全包覆并浸润金刚石。因此,在钎焊的过程中,如何使钎料能够完全浸润金刚石从而实现钎焊,还存在许多问题值得进一步研究。比如钎料的用量以及加入方式等。

图3 烧结和钎焊钻头金刚石出刃率比较Fig.3 Comparison of protrusion ratio of diamond grits between sintered and brazed drill bit
3.3 钻进实验

其中:L为水泥长度,为岩芯总长度减去钢筋高度后的长度。
(4)综合速度(V3)

H为钻进钢筋混凝土总高度。

表1 烧结和钎焊钻头钻进性能对比Table 1 Comparison of drilling performance of sintered and brazed drill bit
表1为烧结和钎焊钻头性能对比。可以看出,钎焊钻头比烧结钻头的磨耗量(Δh)小,使用寿命(Q)比烧结钻头提高了17.75%。这是由于金刚石与胎体形成某种形式的化学冶金结合,胎体对金刚石的包镶能力提高,防止了金刚石磨料过早脱落的贡献。但从钻进效率(N)来看,钎焊钻头比烧结钻头略低,降低了4.63%。这是由于包镶能力的提高导致脱落颗粒减少所致(相当于浓度增加了),但可以看到寿命的增幅明显大于效率的降幅,文献[9]的理论研究也表明了这一趋势。
4 结论
与烧结薄壁钻试样相比,钎焊多层薄壁钻试样的空白胎体和孕镶胎体的密度高,抗弯强度较大,并与空白胎体比较抗弯强度的下降量较小。钎焊钻头金刚石的出刃高度比烧结钻头提高了12.5%。钎焊金刚石与胎体的缝隙较小,工作后金刚石脱落较少,胎体对金刚石的包镶能力较高。钎焊多层钻头的使用寿命比烧结钻头的使用寿命提高了17.75%,效率降低了4.63%,其寿命的增幅远大于效率的降幅。
[1] C.M.Sung.Brazed diamond grid a revolutionary design for diamond saw s[J].Diamond and RelatedM aterials,1999(8):1540-1543.
[2] Z.J.Yao,et al.High temperature brazing of diamond tools[J].Transaction of Nonferrous M etals Society of China,2005,15:1297-1302.
[3] 张凤林,等.钎焊法制造单层金刚石取孔钻及其界面微观结构[J].焊接学报,2007(3):21-24.
[4] 杨志峰,等.钎焊法制备金刚石取孔钻及其钻削性能研究[J].超硬材料工程,2008(1):34-37.
[5] 李立明,等.金刚石节块的抗弯强度分析[J].河南科学,2000(4):363-365.
[6] 孙毓超,等.金刚石工具与金属学基础[M].北京:中国建材工业出版社,1999.
[7] 孙毓超,等.钻头金刚石出刃高度对钻进性能的影响[J].工业金刚石,1988(2):13.
[8] 周玉梅,等.钎焊技术在金刚石工具中的应用[J].工具技术,2004,38(3):9-11.
[9] 章兼植.金刚石粒度、浓度、包镶能力对工具功耗、寿命的影响[J].珠宝科技,2004(1):3.
Study on performance of brazed multilayer thin-walled diamond drill bit
ZHOU Yu-mei1,L I U Yan2,LV Zhi2
(1.College of M echanical and E lectronic Eng ineering,Zhongkai U niversity of A g riculture and
Eng ineering,Guangzhou510225;2.Guilin R esearch Institute of Geology f orM ineral R esources,Guilin541004)
TQ 164
A
1673-1433(2010)02-0010-04
2010-02-30
周玉梅(1977-),女,仲恺农业工程学院机电工程学院讲师,主要研究方向为超硬材料工具制造及农业机械设备研究。E-mail:zym tky@163.com
国家自然科学基金(50605009),仲恺农业工程学院博士启动项目(G2360290)资助